


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
LIGHT CONCRETE FROM WASTE MANUFACTURE AUTOCLAVED FOAM CONCRETE

Текущий рост производства промышленной продукции приводит к непрерывному увеличению потребления природных ресурсов, повышению расхода энергии, увеличению образующихся отходов и загрязнению окружающей среды. Современное строительное материаловедение тесно взаимосвязано с решением таких задач, как повышение эффективности производства, снижение стоимости и трудоемкости технологических процессов, рациональное использование материальных и энергетических ресурсов.
Создание эффективных конструкционно-теплоизоляционных материалов является сложным процессом и относится к приоритетным направлениям строительного материаловедения [1]. Следует отметить, что первостепенное значение в этой области имеет рациональность использования сырьевых ресурсов и полнота вовлечения в производство техногенных отходов.
Как показывает отечественный и зарубежный опыт, одним из наиболее перспективных направлений утилизации промышленных отходов является их использование в производстве строительных материалов, что позволяет в развитых странах до 40 % удовлетворить потребности в сырье [5]. Применение отходов промышленности дает возможность снизить на 10–30 % затраты на изготовление строительных материалов по сравнению с производством их из природного сырья [3].
Одним из актуальных вопросов производства пенобетона автоклавного твердения является утилизация производственных отходов. При правильном использовании данные отходы являются ценным сырьевым компонентом для изготовления различных видов композиционных материалов на цементной основе. В свою очередь, отходы производства пенобетона автоклавного твердения делятся на два основных типа. К первому типу относятся так называемые «технологические» отходы, которые образуются в процессе резки пенобетонных массивов. Ко второму типу относится производственный брак. Наиболее простым и эффективным способом переработки отходов является использование в качестве заполнителя в легких бетонах [3, 4].
В лаборатории «Вяжущие вещества и бетоны» Инновационно-технологического центра «Энергоэффективные строительные материалы» при СВФУ им. М.К. Аммосова выполнены комплексное исследование сырья и состава легкого бетона на основе отходов производства пенобетона автоклавного твердения.
Для изготовления образцов легкого бетона использованы дробленые отходы пенобетона автоклавного твердения (далее щебень), портландцемент марки ЦЕМ I 42,5Н по ГОСТ 31108-2003, речной песок (из карьера ОАО «ДСК») по ГОСТ 8736-93, суперпластификатор марки СП-1 и техническая вода по ГОСТ 23732-2011. Насыпная плотность, водопоглощение и прочность при сдавливании в цилиндре щебня выполнены согласно требованиям ГОСТ 9758-2012. Лабораторные испытания образцов проводились на поверенных приборах и оборудованиях испытательного центра «ЯКУТСК-ЭКСПЕРТ». Исследования физико-механических показателей легкого бетона проведены на базе инновационно-технологического центра «Энергоэффективные строительные материалы». Микрофотографии щебня получены на сканирующем электронном микроскопе (СЭМ) JEOL JSM-7600F в лаборатории «Технологии полимерных нанокомпозитов». Обработка экспериментальных данных выполнена на базе следующих прикладных программ: «Microsoft Office Excel 2007», «MathCAD 2001i».
Заполнитель представляет собой светло-серый кусок неправильной геометрической формы с шероховатой неровной поверхностью и развитой открытой пористостью. Внешний вид фракционированного заполнителя показан на рис. 1. Определены основные физико-механические показатели заполнителя (табл. 1).
|
|
|
|
|
а) Фракция 5–10 мм |
б) Фракция 10–20 мм |
в) Фракция 20–40 мм |


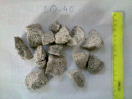
Рис. 1. Фракционированный щебень из отходов автоклавного пенобетона
Таблица 1
Физико-механические показатели заполнителя
|
№ п/п |
Фракция, мм |
Насыпная плотность, кг/м3 |
Прочность при сдавливании в цилиндре, МПа |
Водопоглощение по массе, % |
Истинная плотность, кг/м3 |
|
1 |
0–5 |
500,22 |
– |
61,14 |
2544,44 |
|
2 |
5–10 |
328,88 |
0,26 |
||
|
3 |
10–20 |
303,19 |
0,24 |
||
|
4 |
20–40 |
290,46 |
0,23 |
Анализ микрофотографий образцов щебня выявил однородный рост кристаллических новообразований низкоосновных гидросиликатов кальция тоберморитовой группы в виде кристаллов пластинчато-сотовых ячеек, объединенных в непрерывную высокопрочную структуру (рис. 2). Расстояние между новообразованными пластинчатыми структурами находится в пределах 0,34–0,68 мкм, толщина пластин – не более 0,05 мкм. Гидросиликаты группы C-S-H (I) при повышенных температурах (150–200 °С) имеют вид пластинок толщиной до 10–20 мономолекулярных слоев, что обусловливает резкое уменьшение удельной поверхности новообразований по сравнению с поверхностью тех же фаз, но возникающих при обычных температурах в виде лепестков толщиной в два-три молекулярных слоя. Благодаря пластинчато-сотовой структуре, предполагается более высокое сцепление щебня с цементным камнем.
Сырьевая смесь легкого бетона на 27 % состоит из фракционированного щебня, 26–28 % цемента, 42 % песка и 1 % суперпластификатора. Расход цемента на 1 м3 легкого бетона составляет 300–400 кг.
В отличие от технологии тяжелого бетона данный способ изготовления имеет ряд специфических особенностей, связанных с подготовкой заполнителя. Учитывая высокий показатель водопоглощения ячеистого бетона, особое место занимает снижение водотвердого отношения смеси.
Методика изготовления образцов легкого бетона состоит из следующих этапов: подготовка щебня, последовательное смешивание всех компонентов смеси, виброформование, твердение и набор прочности изделий.
В целях установления влияния содержания щебня на физико-механические показатели легкого бетона использован метод математического планирования эксперимента [2]. Для обеспечения точности и объективности интерпретации результатов эксперимента выбран дробный факторный эксперимент, состоящий из четырех факторов, трех уровней и 27 опытов. В целях минимизации «человеческого» фактора на результат эксперимента каждый опыт выполнен три раза. На основании результатов литературного обзора, патентного поиска и результатов собственных исследований в работе приняты следующие входные факторы:
Р5–10 – содержание фракции 5–10 мм (по массе), %;
Рn – соотношение песка, г;
Рmn – содержание технологической пыли, г (технологическая пыль добавлена для замещения объема);
Рц – содержание цемента, г;
Рсп – содержание суперпластификатора (от массы цемента), %.
В качестве выходных данных принята средняя плотность (ρ0, кг/м2) и предел прочности на сжатие (Рсж, МПа). Уровни варьирования входных факторов показаны в табл. 2.
Таблица 2
Уровни варьирования входных факторов
|
№ п/п |
Название фактора |
Уровни варьирования |
Шаг варьирования |
||
|
Нижний (– 1) |
Основной (0) |
Верхний (+ 1) |
|||
|
1 |
Содержание фракции 5–10 мм (по массе), % |
30 |
50 |
70 |
20 |
|
2 |
Соотношение песка, г |
0 |
300 |
600 |
300 |
|
3 |
Содержание цемента, г |
300 |
350 |
400 |
50 |
|
4 |
Содержание суперпластификатора (от массы цемента), % |
0 |
0,5 |
1 |
0,5 |
|
|
|
|
а) Увеличение 3000х |
б) Увеличение 20000х |
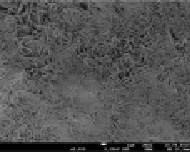
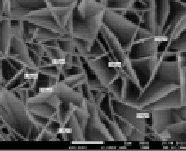
Рис. 2. Микроструктура щебня из отходов автоклавного пенобетона
С точки зрения экономии материальных ресурсов из приведенных выше входных факторов наиболее дорогостоящим является расход цемента. Поэтому в силу объективных причин верхним уровнем приняли 400 г на один образец легкого бетона (соответственно на 1 м3 бетона расходуется 400 кг цемента). Физико-механические показатели изготовленных образцов легкого бетона приведены в табл. 3.
Таблица 3
Физико-механические свойства легкого бетона
|
№ п/п |
Р5–10, % |
Рп, г |
Рmn, г |
Рц, г |
Рсп, % |
В/Ц |
ρ0, кг/м2 |
Рсж, МПа |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
30 |
600 |
0 |
300 |
0 |
1,3 |
1368 |
4,8 |
|
2 |
30 |
600 |
0 |
350 |
1 |
1 |
1335 |
5,4 |
|
3 |
30 |
600 |
0 |
400 |
0,5 |
0,92 |
1464 |
7,6 |
|
4 |
30 |
300 |
133 |
300 |
1 |
1,26 |
1249 |
4 |
|
5 |
30 |
300 |
133 |
350 |
0,5 |
1,36 |
1209 |
4,5 |
|
6 |
30 |
300 |
133 |
400 |
0 |
1,36 |
1157 |
3,6 |
|
7 |
30 |
0 |
267 |
300 |
0,5 |
1,72 |
1009 |
2,3 |
|
8 |
30 |
0 |
333 |
350 |
0 |
1,62 |
1140 |
3,5 |
|
9 |
30 |
0 |
333 |
400 |
1 |
1,29 |
1193 |
5,1 |
|
10 |
50 |
600 |
0 |
300 |
1 |
1,22 |
1377 |
4,5 |
|
11 |
50 |
600 |
0 |
350 |
0,5 |
1,24 |
1401 |
5,3 |
|
12 |
50 |
600 |
0 |
400 |
0 |
1,17 |
1395 |
5,4 |
|
13 |
50 |
300 |
166 |
300 |
0,5 |
1,67 |
1243 |
3,2 |
|
14 |
50 |
300 |
166 |
350 |
0 |
1,52 |
1179 |
4,1 |
|
15 |
50 |
300 |
166 |
350 |
0,5 |
1,33 |
1212 |
5,4 |
|
16 |
50 |
0 |
333 |
300 |
0 |
1,78 |
999 |
2,6 |
|
17 |
50 |
0 |
333 |
350 |
1 |
1,52 |
1126 |
2,8 |
|
18 |
50 |
0 |
333 |
400 |
0,5 |
1,42 |
1180 |
3,2 |
|
19 |
70 |
600 |
0 |
300 |
0,5 |
1,44 |
1345 |
5 |
|
20 |
70 |
600 |
0 |
350 |
0 |
1,33 |
1385 |
4,3 |
|
21 |
70 |
600 |
0 |
400 |
1 |
1,08 |
1418 |
7,3 |
|
22 |
70 |
300 |
166 |
300 |
0 |
1,67 |
1256 |
4,6 |
|
23 |
70 |
300 |
166 |
350 |
1 |
1,33 |
1214 |
5,9 |
|
24 |
70 |
300 |
166 |
400 |
0,5 |
1,21 |
1208 |
6,8 |
|
25 |
70 |
0 |
333 |
300 |
1 |
1,67 |
977 |
3,5 |
|
26 |
70 |
0 |
333 |
350 |
0,5 |
1,52 |
1009 |
3,7 |
|
27 |
70 |
0 |
333 |
400 |
0 |
1,42 |
1046 |
5,5 |
Как видно из табл. 3, отмечается тесная корреляционная связь между фракцией заполнителя со средней плотностью и прочностью бетона. С увеличением фракции заполнителя средняя плотность снижается. Это связано с уменьшением количества контактов между зернами щебня и понижением плотности упаковки щебня друг относительно друга. Наряду с этим, повышение содержания щебня фракции 5–10 значительно увеличивает прочность при сжатии. Данный эффект объясняется снижением В/Ц отношения. Более плотная упаковка зерен щебня увеличивает его объемное содержание [1], тем самым повышается водопоглощение, а следовательно, В/Ц отношение. Аналогичное воздействие на прочность при сжатии имеет содержание песка и технологической пыли. За счет высокого показателя водопоглощения щебня влияние суперпластификатора не играет особой роли в формировании прочности легкого бетона. Наиболее высокую прочность имеют те составы, у которых наблюдается низкое содержание технологической пыли и высокий расход цемента.
На основании проведенных исследований можно утверждать, что сухие отходы имеют низкую насыпную плотность и относительно высокую прочность при сдавливании в цилиндре, что позволяет получить бетон с плотностью 1100–1300 кг/м3 с высокой марочной прочностью до класса бетона В5. Для повышения физико-механических показателей легкого бетона следует использовать фракцию 5–10 мм.
Использование отходов пенобетона автоклавного твердения в качестве крупного заполнителя в легком бетоне позволяет достичь двух целей: во-первых – значительно повысить уровень безотходности производства, во-вторых – производить энергоэффективный и экологически чистый строительный материал.
Библиографическая ссылка
Федоров В.И., Абдимежитов М.К., Дъяконов А.А., Попов А.Л., Местников А.Е. ЛЕГКИЕ БЕТОНЫ ИЗ ОТХОДОВ ПРОИЗВОДСТВА АВТОКЛАВНОГО ПЕНОБЕТОНА // Современные наукоемкие технологии. 2016. № 11-1. С. 61-65;URL: https://top-technologies.ru/en/article/view?id=36358 (дата обращения: 02.07.2026).