


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
ESTIMATION OF THE EXPECTED VARIABILITY IN THE QUALITY OF THE COMMODITY CONCENTRATE OF THE GOK PROCESSING PLANT WHEN THE VOLUME OF THE MIXING HOPPER CHANGES

Значительное снижение производительности плавильных печей, работающих на неусредненном сырье, а также снижение степени извлечения ценных компонентов в процессе переработки являются основными предпосылками к усреднению качества добываемой руды и товарного концентрата [1–3], цель которого – выравнивание их химического и гранулометрического состава.
С точки зрения развития теории усреднения можно выделить работы [4, 5], в которых предложена информационная система, цель которой – формирование эффективной технологической схемы усреднения подаваемой на обогащение руды. С использованием имитационного моделирования создан модуль «усреднительный склад», формирующий рекомендации по оптимальной работе усреднительного склада [6–8]. Недостатком данной модели является то, что она отражает свойства только складов отвального типа в карьерах с использованием автомобильно-железнодорожного транспорта [9, 10].
Интерес с позиции задачи усреднения представляет работа [10], в которой предложено повышение эффективности процесса на основе модели оптимизации затрат, реализованной в многофакторной системе поддержки принятия решений, требующей наличия большого количества дорогостоящего оборудования для постоянного контроля и изменения производственных параметров, т.е. серьезных финансовых ресурсов.
Методику оценки снижения вариативности показателей руды и товарного концентрата достаточно полно описывают авторы [11], излагая теоретические основы усреднения на горно-обогатительных комбинатах и методы оценки его эффективности на основе использования корреляционных функций потоков продукта. Несмотря на существенный объем теоретических выкладок и расчетов, изложенные рекомендации не представляют собой полноценный инструмент для практических расчетов эффективности усреднения в случае изменившихся условий, что обусловлено приближенным характером расчетных формул и функций взаимосвязи потоков.
В целом можно сделать вывод, что в специальной литературе задача оценки эффективности усреднения описана достаточно слабо, приведенные авторами решения имеют узкую направленность и выполнены с использованием зачастую необоснованных приближений, а применение описанных методов затруднительно в связи с невозможностью точного определения корреляционных функций в обычных производственных условиях.
Важность задачи усреднения определяет необходимость разработки методов прогнозной оценки изменения вариативности параметров выходного продукта, которая позволила бы минимизировать капитальные вложения, необходимые для получения требуемого уровня усреднения.
Материалы и методы исследования
Исследование производилось с использованием статистических методов исследования в прикладном пакете анализа данных STATISTICA и математического моделирования на основе модели идеального смешения и двухъячеечной модели перемешивания, реализованного в среде Matlab.
Оценка снижения вариативности показателя объемной доли содержания железа (Feобщ ) стандартными методами
Оценка эффективности усреднения проводилась с использованием производственных данных обогатительной фабрики Старооскольского горно-обогатительного комбината (ГОК), полученных в 2022 г., содержащих объемы поступающих в смеситель партий концентрата, средние значения показателя их качества – объемной доли содержания в них железа Feобщ.
Для оценки уменьшения вариативности показателя в результате смешения был использован метод скользящего среднего. На первом шаге определялось средневзвешенное значение Feобщ с учетом объемов имеющейся в бункере партии и вновь поступившей. Следующее скользящее среднее рассчитывалось с учетом этого среднего значения, для возможности учета «средневзвешенности» объем партии, находящейся в бункере, брался как средний между двумя предыдущими партиями. В результате было определено, что стандартное отклонение показателя Feобщ в результате смешения снизилось в среднем с 0,25 до 0,2, а стандартная ошибка с 0,0180 до 0,0152.
Далее исследование проводилось в предположении, что объем смесителя будет увеличен втрое (изначально планируемый на предприятии), что позволяет смешивать фактически три партии продукта, а поступающей партии «вытеснять» только примерно треть объема находящейся в смесителе массы. На первом шаге рассчитывалось средневзвешенное значение Feобщ для первых трех поступающих в бункер партий. Далее, с учетом полученного значения определялось скользящее средневзвешенное, при этом в качестве объема находящейся в бункере партии бралось 2/3 ее суммарного объема. В результате были определены ожидаемые снижения диапазонов колебаний текущего значения Feобщ и его среднего за месяц, которые представлены в табл. 1.
Оценивание эффективности усреднения товарного концентрата на основе модели идеального перемешивания и ее реализация в виде независимого приложения
Для проверки точности проведенного прогноза база производственных данных должна быть расширена за счет включения в нее значений Feобщ товарного концентрата на выходе из бункера перемешивания, что в условиях реального производства затруднительно.
Таблица 1
Прогнозируемое изменение СКО и стандартной ошибки при изменении объема смесителя
|
Статистический показатель |
Абсолютное изменение |
Относительное изменение, % |
|
Стандартная ошибка |
0,0017 |
12,40 |
|
Стандартное отклонение (СКО) |
0,0238 |
12,40 |
С другой стороны, организованная таким образом проверка позволила бы оценить точность прогноза только после проведения модернизационных мероприятий. По этой причине возникла необходимость разработки дополнительной прогнозной модели, с помощью которой можно было бы верифицировать надежность формируемого прогноза или провести его корректировку.
Построение новой прогнозной системы проводилось с использованием модели идеального перемешивания, предполагающей, что поступающая партия вещества сразу распространяется по всему объему смесителя и появляется в выходящей из бункера массе. При условиях, что объем твердого вещества и объемный расход твердого вещества в смесителе постоянный, значение контролируемого показателя на выходе из смесителя равно его значению в аппарате и в смесителе выполняются условия квазистационарности, математическая модель аппарата идеального перемешивания была представлена в виде
 , (1)
, (1)
где tcp = Vr / v– среднее время пребывания смешиваемой массы в аппарате, t – текущее время; Cвых(t) и Cвх(t) – концентрации на входе и выходе, v – объемный расход смеси, Vr – объем аппарата в м3.
Так как на обогатительной фабрике каждые четыре часа в смесительный бункер поступает следующая партия, в качестве внешнего воздействия для анализа поведения объекта можно использовать ступенчатое Cвых(t) = A = const. Однако составить единое дифференциальное уравнение невозможно, поскольку меняется не только значение концентрации параметра качества, но и объем партии и фактически возникает задача решения последовательности дифференциальных уравнений
при этом начальными условиями (НУ) уравнений, определяющих концентрацию на выходе из аппарата, при поступлении в него i-й партии концентрата будут значения концентрации Feобщ, которые достигнуты в нем в момент завершения поступления в него предыдущей партии, т.е.
Cвых, i(t = 0) = Cвых, i–1(t = tконеч). (3)
С учетом того, что каждая партия поступает в бункер в течение четырех часов, среднее время нахождения смешиваемой массы, состоящей из i-й партии в смесителе, также будет различным и будет определяться как
 . (4)
. (4)
С учетом НУ, концентрация параметра Feобщ, в момент t при поступлении n-й партии будет определяться следующим выражением:
 , (5)
, (5)
где Cn – концентрация Feобщ в поступающей в смесительный бункер n-й партии, а tконеч = 4. Для получения массива значений показателя Feобщ в выходящей из смесителя смеси после прохождения через него n партий концентрата целесообразно использовать численные методы решения. С этой целью в пакете Matlab была составлена программа, с помощью которой решалась система (2) с использованием алгоритма повышенной точности, формировался массив выходных значений концентрации показателя качества с дискретизацией 1/10 часа и рассчитывались его основные статистические характеристики.
Полученные результаты позволили сделать следующие выводы:
Расчетные значения среднеквадратичного отклонения, выполненные с помощью модели идеального перемешивания, выше, чем значения, полученные путем моделирования перемешивания средневзвешенным скользящим средним:
В среднем на 20 % – для существующей схемы смешения.
В среднем на 10 % – для схемы, планируемой к внедрению.
Абсолютное изменение (уменьшение) СКО при переходе с существующей на планируемую схему, оцененное с помощью модели идеального перемешивания, выше в среднем в два раза.
Полученные с помощью разработанного программного обеспечения значения СКО более близки к реальным, чем полученные стандартным методом, поскольку используемая в нем модель точнее отражает фактический характер перемешивания.
Оценивание эффективности усреднения товарного концентрата на основе двухъячеечной модели перемешивания и ее реализация в виде независимого приложения
Учитывая, что модель идеального смешения наиболее приемлема для аппаратов небольших размеров с соизмеримыми высотой и диаметром, разработанная схема расчета СКО будет давать более точные прогнозы для существующей схемы смешения, а для проведения прогнозной оценки СКО модернизированной схемы с увеличенным в разы бункером перемешивания необходима дополнительная корректировка модели.
С этой целью была использована ячеечная модель, основанная на предположении об идеальном перемешивании в пределах ячеек и состоящая из более сложной последовательности дифференциальных уравнений, учитывающих, что выходное значение концентрации параметра качества в каждый фиксированный момент времени из первой ячейки является входным значением для второй, при этом начальное значение концентрации во второй ячейке равно значению концентрации при окончании поступления в нее предыдущей «подпартии» из первой ячейки. С учетом этого составлена модель, позволяющая получить массив выходных значений концентрации (через интервал времени 1/40 от среднего времени пребывания партии) первой ячейки смесителя, для каждого из которых определялись 40 значений выходной концентрации из второй ячейки.
Из производственных данных были известны массы поступающих партий mi, плотность концентрата ρ и значения средней концентрации в партии Ci. Среднее время пребывания партии в ячейки при условии, что объем бункера Vб неизменный, определялся как
 . (6)
. (6)
В качестве решения дифференциального уравнения
 ;
;
Cвых, n (t = 0) = Cвых, n–1(t = tконеч) (7)
с помощью численных методов брался массив из 40 значений  , определяющих значения концентрации на входе во вторую ячейку. Далее для каждой из Сn,i решалось уравнение
, определяющих значения концентрации на входе во вторую ячейку. Далее для каждой из Сn,i решалось уравнение
 ;
;
Cвых, n,i (t = 0) = Cвых, n,i–1(t = tконеч). (8)
В результате получали массив выходных значений концентрации на выходе из второй ячейки.
Для возможности решения такой последовательности дифференциальных уравнений в прикладном пакете Matlab было сформировано независимое приложение, интерфейс и результаты работы которого приведены на рисунке.
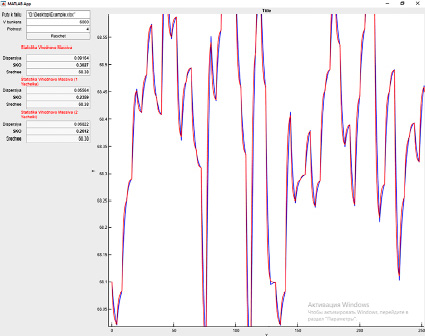
Интерфейс ПО, позволяющего получить массив значений параметра качества выходящей из смесителя массы после перемешивания произвольного количества партий с помощью модели идеального перемешивания и ячеечной модели
Таблица 2
Сравнение оценок СКО для существующей и планируемой к внедрению схем перемешивания, проведенных с использованием моделей идеального перемешивания и двухъячеечной модели
|
Характеристики |
СКО входного массива данных (до перемешивания) |
Существующая схема перемешивания |
Планируемая схема перемешивания |
Абсолютное изменение СКО |
Относительное изменение СКО, % |
|
Январь (185 партий) |
|||||
|
СКО по стандартному методу |
0,32 |
0,238 |
0,215 |
-0,022 |
-9,4 |
|
СКО по модели идеального перемешивания |
0,285 |
0,236 |
-0,049 |
-17,2 |
|
|
СКО по двухъячеечной модели |
0,292 |
0,261 |
-0,031 |
-10,6 |
|
|
Февраль (175 партий) |
|||||
|
СКО по стандартному методу |
0,265 |
0,198 |
0,169 |
-0,029 |
-14,7 |
|
СКО по модели идеального перемешивания |
0,246 |
0,188 |
-0,058 |
-23,6 |
|
|
СКО по двухъячеечной модели |
0,263 |
0,223 |
-0,040 |
-15,2 |
|
Анализ приведенных в табл. 2 данных позволяет сделать следующие выводы.
С помощью данного ПО были проведены дополнительные оценки прогнозного значения СКО в смесителе, приведенные в табл. 2.
Расчетные значения среднеквадратичного отклонения, выполненные с помощью двухъячеечной модели идеального перемешивания, выше, чем значения, полученные путем моделирования перемешивания с использованием модели идеального смешения.
В среднем на 6 % – для существующей схемы смешения.
В среднем на 15 % – для схемы, планируемой к внедрению.
Абсолютное изменение (уменьшение) СКО при переходе с существующей на планируемую схему, оцененное с помощью двухъячеечной модели, меньше в среднем на 32 %.
Учитывая, что ячеечная модель более точно отражает реальный характер процесса перемешивания, полученные с ее помощью данные будут более близки к реальным значениям СКО показателя качества в результирующей смеси.
Заключение
В результате проведенного исследования разработано ПО, позволяющее адекватно оценить уменьшение среднеквадратичного отклонения показателя качества товарного концентрата после его усреднения в бункере перемешивания и провести моделирование, что позволило сформировать рекомендации по оптимизации параметров процесса усреднения. В процессе исследования решены следующие задачи:
− С применением стандартных методов проведены оценки эффективности усреднения существующей в настоящее время и планируемой к внедрению технологиями.
− С использованием модели идеального перемешивания составлена схема оценки изменения вариации показателя качества после прохождения через бункер смешения произвольного количества партий концентрата.
− Разработано независимое приложение, реализующее обработку данных по разработанной схеме, с применением компьютерного моделирования проведено оценивание эффективности усреднения существующей и модернизированной технологий.
− Проведена корректировка модели перемешивания путем использования двухъячеечной разбивки смесителя и проведена дополнительная оценка эффективности смешивания товарного концентрата с использованием скорректированной модели.
− С помощью разработанного ПО проведено прогнозирование требуемого объема бункера смешения для достижения желательного значения СКО и сформированы рекомендации по выбору параметров системы перемешивания для достижения оптимального результата с точки зрения экономической целесообразности.
Достоверность полученных результатов подтверждена комплексностью проведенных исследований, включающих применение принципов системного анализа, использованием апробированных методов математического и компьютерного моделирования.
Библиографическая ссылка
Иващук О.Д., Иващук О.О., Синько А.А., Молостов В.В. ОЦЕНИВАНИЕ ОЖИДАЕМОЙ ВАРИАТИВНОСТИ КАЧЕСТВА ТОВАРНОГО КОНЦЕНТРАТА ОБОГАТИТЕЛЬНОЙ ФАБРИКИ ГОК ПРИ ИЗМЕНЕНИИ ОБЪЕМА СМЕСИТЕЛЬНОГО БУНКЕРА // Современные наукоемкие технологии. 2023. № 5. С. 24-29;URL: https://top-technologies.ru/en/article/view?id=39612 (дата обращения: 23.06.2026).
DOI: https://doi.org/10.17513/snt.39612