


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
DEVELOPMENT AND DESIGN OF THE METALFORM FOR THE PILE WITH THE RIBBED SIDE SURFACE

Выбор методов организации и технологии строительства в условиях вечномерзлых грунтов во многом определяется суровыми природно-климатическими и мерзлотно-грунтовыми условиями. По СП 25.13330.2012 «Основания и фундаменты на вечномерзлых грунтах» по I принципу вечномерзлые грунты основания используются в мерзлом состоянии, сохраняемом в процессе строительства и в течение всего периода эксплуатации здания или сооружения, а по II принципу – в оттаянном или оттаивающем состоянии.
Республика Саха (Якутия) площадью 3,1 млн км2 находится в зоне сплошного распространения вечномерзлых грунтов. В подавляющем большинстве в республике применяется I принцип использования вечномерзлых грунтов. Для сохранения мерзлого состояния грунтов предусматривают ряд мероприятий для уменьшения теплового воздействия здания или сооружения на грунты, например таких, как устройство проветриваемых подполий, устройство охлаждающих труб; применение сезонно-действующих охлаждающих устройств и т.д.
В условиях скальных или других малосжимаемых при оттаивании грунтов используется II принцип, чаще всего в Якутии это районы с развитой горной промышленностью.
При строительстве в республике зданий и сооружений по I принципу основными типами фундаментов являются свайные и столбчатые, типа «колонна с башмаком».
В Якутии в массовом строительстве применяют железобетонные буроопускные висячие сваи квадратного сечения. Сваи имеют высокую степень индустриальности, однако дороги и трудоемки. Более экономичны буронабивные сваи за счет уменьшения накладных и транспортных расходов, однако сезонность строительства в республике и отдаленность многих районов от центров производства строительных материалов приводит к увеличению сроков строительства при использовании данного вида свай.
Несущая способность буроопускных висячих свай зависит от прочности смерзания боковой поверхности сваи с грунтовым раствором и прочности смерзания грунтового раствора с грунтом основания. Повышение несущей способности возможно двумя способами – конструктивным и технологическим. Анализ литературы выявил достаточное количество конструктивных вариантов буроопускных свай для вечномерзлых грунтов, так, например, сваи с выпусками арматуры на боковых гранях сваи [1] или с расширяющимся кожухом [2], с гофрированной боковой поверхностью [3].
Испытания моделей ребристых свай (буроопускная свая с ребристым боковым покрытием, патент № 2469150 Учреждение Российской академии наук – Институт мерзлотоведения им. П.И. Мельникова СО РАН, Г.П. Кузьмин, Р.В. Чжан, В.А. Ремизов (рис. 1), с различным шагом ребер показало увеличение несущей способности по сравнению с гладкой в аналогичных условиях [4].
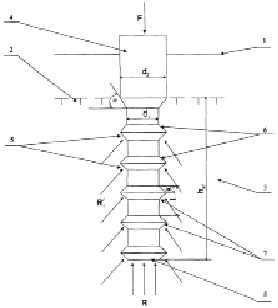
Рис. 1. Буроопускная свая с ребристым боковым покрытием: 1 – граница поверхности земли, 2 – граница сезонного протаивания, 3 – вечномерзлый грунт, 4 – головка сваи, 5 – зубцы сваи, 6 – верхние грани зубцов, 7 – нижние грани зубцов, 8 – нижний торец сваи
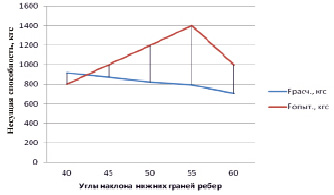
Рис. 2. График зависимости опытных и расчетных значений несущих способностей от угла наклона граней ребер, кгс
В случае с гладкой боковой поверхностью сваи несущая способность основания обеспечивается преимущественно за счет прочности грунтового раствора сдвигу по поверхности смерзания с поверхностью сваи. Грунт или грунтовый раствор эффективнее работает на сжатие, поэтому следует изменять характер передачи нагрузки от сваи к мерзлым грунтам основания. При наличии ребер на боковой поверхности грунт или грунтовый раствор под нижними гранями ребер работает преимущественно на сжатие. По результатам испытаний моделей свай на статические вдавливающие нагрузки наибольшая несущая способность была получена при угле наклона нижних граней ребер 55? (рис. 2). Это объясняется тем, что при этом угле наклона нижних граней ребер к продольной оси сваи объем массива грунтового раствора и грунта, задействованного в восприятии нагрузок, увеличивается. Основную часть нагрузки воспринимает грунтовый раствор, однако грунт за пределами скважины также включается в работу.
При увеличении угла наклона нижних граней ребер грунтовый раствор начинает работать преимущественно на сдвиг по поверхности смерзания со сваей, как в случае с гладкой сваей. При уменьшении угла наклона ребер прочность грунтового раствора обеспечивается за счет прочности грунтового раствора сдвигу между ребер, как в случае с винтовой сваей.
Таким образом, обоснована форма и параметры свай с ребристой поверхностью, но для их массового выпуска необходима разработка и проектирование формы, а также ее адаптация в технологический процесс производства. При этом сваи должны соответствовать требованиям ГОСТ 19804-91 [5].
Металлоформы для свай – один из ключевых элементов производственного комплекса. Форма должна быть надежной, простой в использовании и долговечной. Каркас конструкции изготавливается в соответствии с требованиями, установленными ГОСТ 25781-83 [6]. Одним из основных требований к формам для изготовления сборных железобетонных изделий является простота в сборке, эксплуатации и ремонте.
Цель исследования: разработка и проектирование металлофрмы для буроопускных свай с ребристым боковым покрытием для эксплуатации в вечномерзлых грунтах.
Материалы и методы исследования
Железобетонные сваи изготавливаются опалубочным способом в металлоформах: армирующий каркас заливают бетоном, который уплотняется посредством вибрации. Для сокращения времени набора распалубочной прочности изделий форма с бетоном может помещаться в пропарочную камеру или при оснащении пропарочной рубашкой или регистром подогреваться горячей водой или перегретым паром.
В патенте [7] предложена многоместная форма для формования длинномерных железобетонных изделий квадратного сечения, в которой, по крайней мере в одном из торцевых бортов, напротив каждого формовочного отсека, выполнены формообразующие элементы, установленные с возможностью перемещения вдоль своей оси. Рабочий конец каждого формообразующего элемента, предназначенный для образования продольного гнезда в бетоне торца свайного модуля, размещается в отверстии торцевого борта с возможностью выдвижения в формовочный отсек. Хвостовой конец формообразующего элемента проходит через отверстие в выносном элементе, коаксиальное отверстию торцевого борта формы, и снабжен фиксатором, предназначенным для фиксации положения формообразующего элемента. Каждый формообразующий элемент выполнен в виде подвижного стержня.
Для изготовления свай с ребристой боковой поверхностью возможно применение металлоформ прямоугольного сечения с ребрами только в двухместном варианте с оптимальной длиной 8 м. При возникновении потребности производства целиковых свай большей длины форма может быть изготовлена в виде составной конструкции. В этом случае она может увеличиваться в длину за счет присоединения надставки, которая закрепляется с помощью фланцевого соединения.
Являясь многоместными, формы позволяют выстраивать технологические линии до 150 м, формовочные места, как в длину, так и в ширину составляются сегментами и крепятся фланцевыми соединениями. Количество оголовников и отсекателей длины изготавливается исходя из потребностей производства [8].
В результате анализа конструкций металлоформ в качестве аналога для опалубки сваи с ребристой боковой поверхностью была выбрана конструкция завода «М-Конструктор» (Псковская область) для гладких свай.
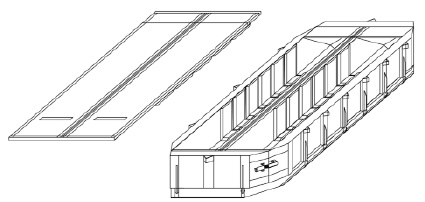
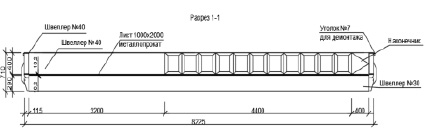
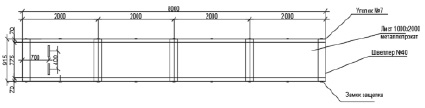
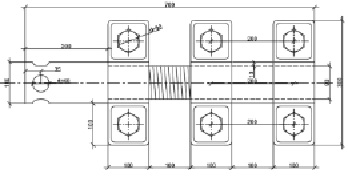
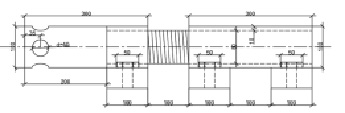
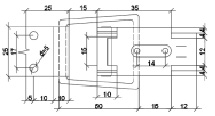
Расчет металлоформы для сваи с ребристой боковой поверхностью был произведен согласно ГОСТ 25781-83 [6] и [9]. В ходе расчетов была разработана форма для сваи с ребристой боковой поверхностью, состоящая из основания для формы, откидывающихся бортов на фланцевых соединениях и крышкой с общими размерами 400х8000х400 мм и со следующими параметрами (рис. 3–4):
- внутренняя ширина формы 796 мм, внутренняя высота 396 мм;
- углы наклона ребер 55 °, при которых зафиксирована наибольшая несущая способность по результатам испытаний;
- для металлоформы подобрана инструментальная сталь С120 (швеллер № 30; швеллер № 40; уголок № 7; прокатный лист; наконечник сваи; крепление стенок; замок-защелка; петли);
- основание формы швеллеры № 30 длиной 8 и шириной 1,15 м.
А)
Б)
В)
Рис. 3. Общий вид проектируемой металлической формы для сваи с ребристой боковой поверхностью: А) двухместная форма для ребристых свай; Б) Разрез формы, ребра опалубки из прокатной стали; В) Вид сверху крышки формы
А)
Б)
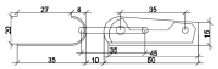
Рис. 4. Элементы сборно-разборной металлической формы: А) Соединение бортов; Б) Замок-защелка
Крышка формы была спроектирована таким образом, чтобы ее вес придавал дополнительную жесткость верхней части ребер, крепление с помощью замка-защелки (рис. 4, Б) имеет оптимальные размеры для размещения на ней навесных вибраторов. Материалы: основные направляющие в виде Уголка № 7 и приваренные к ним играющие роль ребер жёсткости швеллеры № 40, металлопрокат лист 1000х2000 (рис. 3, В). Борта формы соединены на резьбе (рис. 4, А).
Результаты исследования и их обсуждение
Запроектированная форма по основной классификации [10] относится к сборно-разборной переносной, поэтому полностью адаптирована к агрегатно-поточному способу изготовления конструкций. Данный способ характеризуется: расчленением технологического процесса на отдельные операции или их группы; выполнением нескольких разнотипных операций на универсальных агрегатах; наличием свободного ритма в потоке; перемещением изделия от поста к посту; формы и изделия переходят от поста к посту с произвольным интервалом, зависящим от длительности операции на данном рабочем месте, которая может колебаться от нескольких минут (например, смазка форм) до нескольких часов (пост твердения отформованных изделий) [11].
Для получения гладкой и ровной поверхности изделий и облегчения процесса распалубки поверхность формы необходимо смазывать эмульсией «масло в воде» (прямая эмульсия) с содержанием эмульсола ЭКС в количестве 10 мл на 100 мл смазки. Наносится распылением через форсунку, расход составляет 200...300 г на 1 м2 поверхности формы.
Бетонная смесь подвижностью 10–15 см (П-3) укладывается в форму, где предварительно размещены арматурные каркасы, зафиксированы закладные детали, установлены фиксаторы защитного слоя бетона. Для уплотнения бетонной смеси форма закрепляется на виброплощадке с частотой 3000 кол/мин и амплитудой А = 0,6 мм.
Тепловая обработка производится в камерах, стойки с кронштейнами в которых установлены на расстоянии 830 см. Согласно [11] для обычных бетонов общестроительного назначения, приготовленных на портландцементе, изотермическая выдержка осуществляется при температуре 80…85 °С, бетонов с повышенными требованиями по морозостойкости и водонепроницаемости – при 60…70 °С.
Заключение
Расчет технико-экономических показателей определил стоимость металлической формы для сваи с ребристой боковой поверхностью длиной 8 м – 1,093 млн руб. Определено, что экономический эффект достигается за счет значительного увеличения несущей способности ребристой сваи, так как при этом уменьшается необходимое количество свай или уменьшается глубина их заложения.
Библиографическая ссылка
Саввина А.Е., Егорова А.Д., Набережный А.Д., Бочкарев Д.А. РАЗРАБОТКА И ПРОЕКТИРОВАНИЕ МЕТАЛЛОФОРМЫ ДЛЯ СВАИ С РЕБРИСТОЙ БОКОВОЙ ПОВЕРХНОСТЬЮ // Современные наукоемкие технологии. 2018. № 12-1. С. 131-136;URL: https://top-technologies.ru/en/article/view?id=37275 (дата обращения: 13.07.2026).