



Введение
Производство швейных изделий представляет собой сложный технологический процесс [1]. Объектом швейного производства являются швейные изделия, которые получают с помощью швейных технологий путем объединения материалов различных структур (преимущественно текстильной группы, но не ограничиваясь ею) [2].
Все материалы, используемые в швейном производстве, в зависимости от целевого применения делятся на несколько основных категорий: основные, подкладочные, прокладочные, утепляющие материалы, материалы для скрепления, укрепления или отделки деталей и фурнитура, которые в совокупности, согласно [3], классифицируются: по способу получения (ткани, трикотажные полотна, нетканые полотна, мех, кожа); по назначению; по волокнистому составу (шерстяные, шелковые, хлопчатобумажные, льняные, в том числе однородные и смешанные); по видам нитей; по видам отделки (цвета и рисунки); по переплетению. Весь ассортимент таких материалов подразделяется на обобщающие группы: классические (традиционные), то есть производящиеся без принципиальных изменений способа их получения на протяжении многих лет, и новые материалы, которые могут переходить в разряд традиционных либо через короткий период сниматься с производства, но обе группы материалов ориентированы на дальнейшую обработку различными методами раскроя и соединительных технологий, принятых в традиционной структуре организации и технологиях швейных предприятий [4].
Таким образом, по первичной природе, способу получения и уровню адаптации к действующим в швейном производстве технологиям материалы на текстильной основе могут быть классифицированы как «типовые». При этом в настоящее время ассортимент материалов для швейных изделий характеризуется высокими темпами развития, формируя их новые свойства [5], которые не всегда своевременно учтены в рамках действующей структуры организации производственных процессов, основанных на применении традиционных для данной отрасли материалов – то есть полученных из текстильных волокон [4].
В течение последнего десятилетия наблюдается значимый тренд, связанный с использованием материалов для формирования оболочки швейных изделий, которые имеют не текстильную основу [6], а принципиально иную внутреннюю и наружную структуру, новые свойства, не ориентированные на непосредственное применение в условиях швейного производства, которые могут быть классифицированы как «нетиповые». К современным нетиповым для швейного производства материалам можно отнести материалы с функциональными свойствами поверхности на основе пластиков и металлов [6–8], включая:
− материалы, формирующие целевые тактильные эффекты с применением компонентов полимерных композиций;
− материалы с памятью формы и других фазовых изменений на основе сложных полимеров и металлов;
− материалы с объемно неравномерными формами и свойствами из пластика, полученными на основе аддитивных технологий.
Такое расширение ассортимента материалов приводит, с одной стороны, к широким возможностям в расширении ассортимента конечной продукции за счет введения в эксплуатацию совершенно новых эффектов и свойств, сформированных отдельными или совмещенными друг с другом видами материалов, представляя важный вектор развития швейной промышленности в соответствии с Государственной программой РФ «Развитие промышленности и повышение ее конкурентоспособности» [9].
C другой стороны, расширение функциональных возможностей материалов, отнесенных к нетиповым, приводит к актуализации задач, связанных с совершенствованием и адаптацией действующей структуры организации швейного производства [4] к свойствам новых нетиповых материалов, ранее не использованных и не предусмотренных на различных технологических этапах, что требует пересмотра условий и критериев принятия решений в рамках организационных этапов и технологических процессов [10, 11], среди которых этап организации процессов подготовительно-раскройного блока является опорным с точки зрения ввода материалов в цикл серийного производства швейных изделий [12, 13].
Цель исследования – обоснование концепции и разработка модернизированной организационной структуры подготовительно-раскройного производства, позволяющей расширить актуальный ассортимент швейной продукции за счет адаптации к промышленному применению современных нетиповых (нетекстильных) функциональных материалов.
Материалы и методы исследования
Исследование выполнено с применением методов системного анализа, в том числе методов функциональной и параметрической систематизации нормативных и регламентных документов и процессов, теории и практики инженерного конфекционирования материалов швейной промышленности, методов классификации и структурного моделирования [14].
Предлагаемая модернизированная информационно-функциональная структура подготовительно-раскройного этапа швейного производства позволяет формализовать условия и нормативные признаки для последующего расширения функциональности производственных процессов и системы их организации на швейных фабриках с применением современных средств автоматизации [15, 16].
Результаты исследования и их обсуждение
Концепция модернизации структуры организации современного швейного производства, предложенная в настоящем исследовании, основана на введении в эксплуатацию комплекса нормативно-методических условий для обеспечения стандартизации процессов приемки и допуска к технологической обработке новейших нетиповых для данной отрасли материалов, формирующих расширение функциональности изготавливаемой конечной швейной продукции. Детализация и визуализация разработанной модели структуры организации и управления производственными процессами швейного предприятия продемонстрированы на примере подготовительного блока подготовительно-раскройного производства швейного предприятия (рисунок).
В совокупности типовые и нетиповые материалы в настоящем исследовании на входном этапе разделены на три основные группы по типу (природе материалов) и их композиционному решению:
− Тi – информационная база артикулов с основными техническими характеристиками типовых материалов швейного производства тканых и нетканых структур, реализованных в виде полотен или объемных наполнителей, полученных на основе текстильных волокон, где i = 1...n отражает общее количество артикулов таких материалов;
− PmMjS/D – информационная база артикулов с основными техническими характеристиками нетиповых для швейного производства материалов (пластики и металлы), предназначенных для создания в швейных изделиях рельефных покрытий поверхности, формообразующих элементов, деталей динамических форм и т. п., в рамках которой выделены две подгруппы по природе материалов:
• Pm – полимеры (пластики), где m = 1...n (количество артикулов материалов данного типа);
• Mj – металлы (сплавы), где j = 1...n (количество артикулов материалов данного типа).
При этом каждая из обозначенных подгрупп разделена на два вида по характеру основных функциональных свойств и соответствующей им структуры:
− (MS, MD) – для металлов и сплавов,
− (PS, PD) – для полимеров (пластиков),
где S – стационарный характер свойств, D – нестационарный (динамический) характер свойств.
Cтационарный характер свойств присущ материалам, которые сохраняют их без изменения во времени (обычно характерны для традиционных текстильных материалов). Нестационарный (динамический) характер свойств обозначенных материалов включает в себя преимущественно термомеханические свойства и эффекты памяти формы, а также теплофизические свойства с эффектами аккумулирования и выделения тепла.
− PmMjТkS/D – информационная база артикулов с основными техническими характеристиками производных (или комбинированных) нетиповых для швейного производства материалов, представляющих гибридную структуру на текстильной основе с интегрированными покрытиями, нитями, ребрами, стержнями, каналами и т. п. из функциональных полимерных композиций, металлов и сплавов, предназначенных для создания поверхностных эффектов и термомеханического и/или электрического/электронного управления комплексным полотном, сохраняющим общие свойства мягкой относительно тонкой оболочки, характерной для текстильных полотен [17], в рамках которой также выделены две подгруппы по природе материалов и текстильная основа:
− Тk – комплексный материал на текстильной основе, где k = 1...n (количество артикулов материалов данного типа).
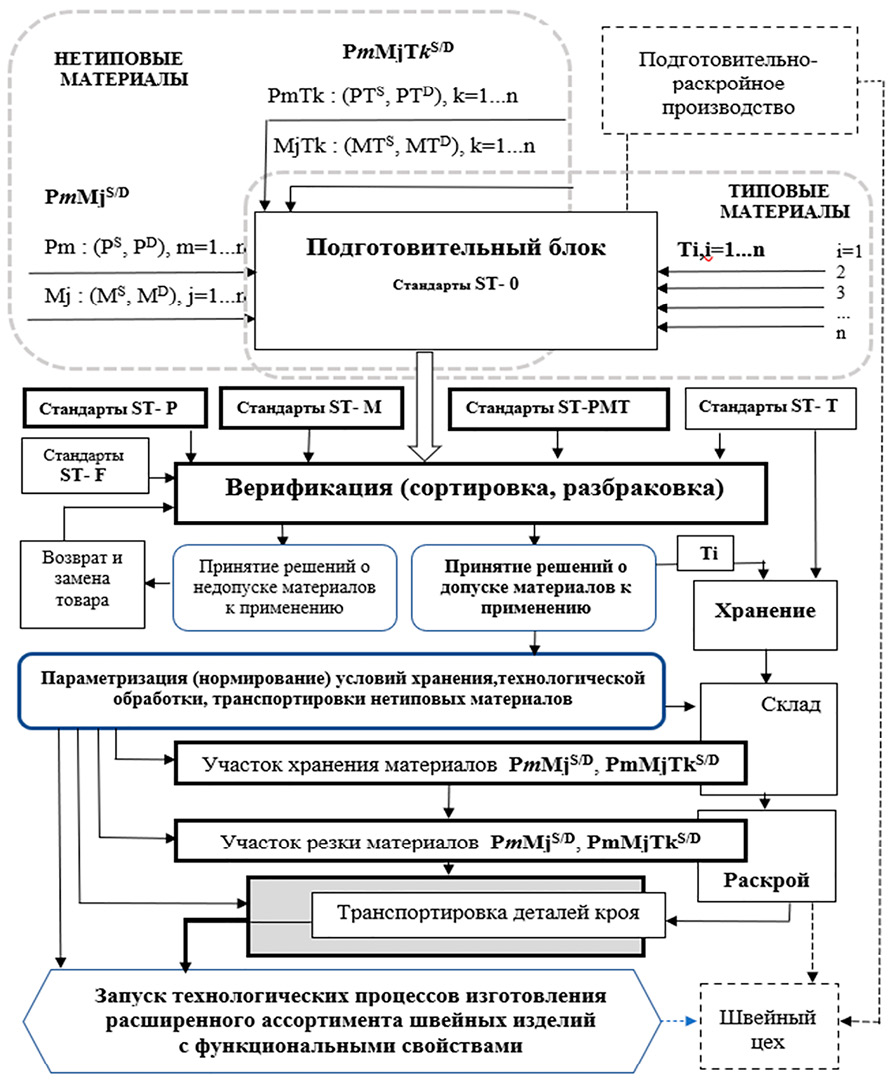
Схема модернизированной информационно-функциональной структуры подготовительно-раскройного производства швейных изделий с нетекстильными материалами Примечание: составлен авторами по результатам данного исследования
Расширенная структура стандартизации процессов подготовительного блока швейного производства (фрагмент)
|
№ п/п |
Группы стандартов |
Группы материалов |
||
|
Обозначение |
Назначение |
Номер и наименование стандарта |
||
|
1 |
ST-0 |
Общее |
ГОСТ 15467-79 «Управление качеством продукции. Основные понятия. Термины и определения» ГОСТ Р ИСО 9001-2015 (ISO 9001:2015) «Системы менеджмента качества. Требования» ГОСТ 24297-2013 «Верификация закупленной продукции. Организация проведения и методы контроля» и т. п. |
Тi PmMjS/D PmMjТkS/D |
|
2 |
ST-F |
Отраслевое (производство швейных изделий) |
ГОСТ 15.007-88 «Система разработки и постановки продукции на производство. Продукция легкой промышленности. Основные положения» |
Тi PmMjS/D PmMjТkS/D |
|
3 |
ST-Т |
Для типовых (текстильных) материалов |
ГОСТ 358-82 «Ткани чистошерстяные и полушерстяные. Определение сортности» ГОСТ 187-85 «Ткани шелковые и полушелковые. Определение сортности» ГОСТ 357-75 «Ткани чистольняные, льняные и полульняные. Определение сортности» ГОСТ 161-86 «Ткани хлопчатобумажные, смешанные и из пряжи химических волокон. Определение сортности» ГОСТ 18055-72 «Материалы текстильные. Методы определения разнооттеночности» ГОСТ ISO 105-C10-2014 «Материалы текстильные. Определение устойчивости окраски. Часть C10. Метод определения устойчивости окраски к действию стирки с мылом или с мылом и содой» ГОСТ 25652-83 «Материалы для одежды. Общие требования к способам ухода» и т. п. |
Тi |
|
ГОСТ 3811-72 «Материалы текстильные. Ткани, нетканые полотна и штучные изделия. Методы определения линейных размеров, линейной и поверхностной плотностей» ГОСТ 10681-75 «Материалы текстильные. Климатические условия для кондиционирования и испытания проб и методы их определения» ГОСТ 12023-2003 «Материалы текстильные и изделия из них. Метод определения толщины» |
Тi PmMjТkS/D |
|||
|
4 |
ST-PMТ |
Для нетиповых материалов на текстильной основе |
ГОСТ Р 71463-2024 «Нанотехнологии. наноматериалы текстильные интеллектуальные» и т. п. |
PmMjТkS/D |
|
5 |
ST-P |
Для нетиповых материалов – пластмасс |
ГОСТ 12423-2013 «Пластмассы. Условия кондиционирования и испытания образцов (проб)» ГОСТ 12020-2018 (ISO 175:2010) «Пластмассы. Методы определения стойкости к действию химических сред» ГОСТ 341631-2017 (ISO 6603-1:2000) «Пластмассы. Определение поведения жестких пластмасс при пробое под воздействием удара. Ч. 1. Неинструментальный метод» ГОСТ 34250-2017 «Пластмассы. Метод определения прочности при ударном растяжении» ГОСТ 29127-91 «Пластмассы. Термогравиметрический анализ полимеров. Метод сканирования по температуре» и т. п. |
PmS/D PmТkS/D |
|
6 |
ST-M |
Для нетиповых материалов – металлов |
ГОСТ 5639-82 «Стали и сплавы. Методы выявления и определения величины зерна» ГОСТ Р 52005-2003 «Контроль неразрушающий. Метод магнитной памяти металла. Общие требования» ГОСТ Р ИСО 24497-2-2009 «Контроль неразрушающий. Метод магнитной памяти металла. Ч. 2. Общие требования» и т. п. |
MjS/D MjТkS/D |
Примечание: составлена авторами на основе полученных данных в ходе исследования с использованием источника [18].
Каждая из обозначенных подгрупп разделена также на два вида по характеру основных функциональных свойств и соответствующей им структуры (S – стационарный характер свойств, D – нестационарный (динамический) характер свойств.
Традиционно в структуре организации работы швейного предприятия в рамках подготовительно-раскройного производства в подготовительном блоке после ввода данных в базу регистрации полученным материалам присваиваются учетные параметры (маркеры) внутри предприятия в соответствии с системой регистрации и хранения сырья.
Следующей процедурой является верификация и приемка материалов (сортировка, разбраковка) по системе входного контроля, которая опирается на совокупность общих стандартов (группа стандартов ST-0), стандартов отраслевой направленности для организации работы швейных фабрик в целом (группа стандартов ST-F), стандартов для верификации и оценки типовых (текстильных) материалов для швейных изделий (группа стандартов ST-Т), нормативную документацию на изделия, запускаемые в производство, сопроводительную документацию от поставщиков материалов и дополнительные методы лабораторного тестирования, если они предусмотрены регламентом предприятия. Более детальная специфика применения материалов может различаться в зависимости от мощности и ассортиментной ориентации предприятий, но в целом входящий контроль качества материалов опирается на комплект стандартизированных методов, учитывающих текстильную структуру и свойства, формируемые типовыми текстильными полотнами.
При введении в промышленную эксплуатацию нетиповых материалов в соответствии с предложенной в настоящем исследовании концепцией в процессы подготовительного блока (входного контроля) вводится совокупность дополнительных стандартов для нетекстильных материалов (группа стандартов ST-P, ST-M, ST-PMТ). Фрагмент расширенной структуры стандартизации процессов подготовительного блока швейного производства представлен в таблице.
Верификация нетиповых материалов и оценка их свойств, выходящих за пределы классически определяемых для текстильных полотен, приводит к необходимости введения в структуру подготовительного производства специальных участков хранения с комплексом специальных параметров среды и норм физико-механических воздействий (температура, влажность, давление и т. п.) на такие материалы при транспортировке, хранении и технологической обработке, что позволит обеспечить сохранение как стационарных, так и динамических свойств материалов с компонентами функциональных пластиков и металллов. Дальнейшие процедуры подготовительно-раскройного производства выполняются в раскройном блоке предприятия, где вводится дополнительный производственный участок раскроя с включением оборудования резки пластиновых и металлизированных материалов, ранее не применяемого в структуре швейных производств (рисунок).
Заключение
Разработанная в настоящем исследовании концепция, логическое и содержательное наполнение модернизированной информационно-функциональной структуры производственного предприятия швейной промышленности, фрагментарно представленной на примере подготовительного блока обеспечения производства швейных изделий, позволили обеспечить расширение актуального ассортимента и технологической функциональности современного швейного производства, что достигается за счет введения в эксплуатацию нетиповых для данной отрасли, но ценных для готовой продукции материалов с функциональными свойствами, обеспеченных расширенной структурой организации и нормирования входного контроля и подготовки материалов к производству.
Получение деталей конструкции из нетиповых для рассмотренной отрасли классов материалов позволяет расширить возможности предприятий путем постановки на производство ассортимента изделий с функциональными свойствами поверхности, включая возможность производства новых эргономичных конструкций ортопедических швейных изделий, изделий для активной терморегуляции в швейном экстремальном снаряжении, защитных антитравматических конструкций в спортивном снаряжении, изготавливаемом на швейных фабриках, и ряда других востребованных современных видов швейных изделий, производство которых выходит за пределы классически организованных швейных фабрик.
В статье обоснована предложенная концепция введения в промышленную эксплуатацию нетекстильных (полимерных и металлизированных) материалов, на основе которой введены и описаны основные признаки классификации материалов на типовые и нетиповые со стационарными и динамическими свойствами. Разработана и представлена схема модернизированной информационно-функциональной структуры подготовительно-раскройного производства швейных изделий, которая характеризуется дополнительными блоками на этапе верификации и оценки получаемых материалов за счет введения новых для данной отрасли стандартов. Введенные подготовительные блоки интегрированы в общую производственную структуру логическими связями с блоками хранения, раскроя и транспортировки с учетом специальных условиях среды и внешних воздействий, требуемых для нетиповых материалов, что позволяет создать условия для обеспечения качества дальнейшей технологической обработки материалов в швейных цехах и для последующей эффективной эксплуатации готовых изделий.
Предложенная концепция и вариант модернизации организационной структуры подготовительного производства швейного предприятия позволяет расширить ассортимент выпускаемой продукции за счет включения в ассортимент высокотехнологичных изделий из новейших и перспективных по свойствам материалов.
Конфликт интересов
Финансирование
Библиографическая ссылка
Тагиев Ф.Д., Черунова И.В., Митрохина Т.А. СОВЕРШЕНСТВОВАНИЕ СИСТЕМЫ ОРГАНИЗАЦИИ ПРОЦЕССОВ ШВЕЙНОГО ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ МАТЕРИАЛОВ С ФУНКЦИОНАЛЬНЫМИ СВОЙСТВАМИ ПОВЕРХНОСТИ // Современные наукоемкие технологии. 2026. № 4. С. 148-154;URL: https://top-technologies.ru/ru/article/view?id=40741 (дата обращения: 25.06.2026).
DOI: https://doi.org/10.17513/snt.40741