



Эффективность процессов резания в металлообработке тесно связана с технологическими возможностями и надежностью режущего инструмента, так как именно инструмент является ключевым элементом в процессе обработки металла, и его характеристики непосредственно влияют на производительность и качество изготавливаемых деталей. В процессе лезвийной обработки на инструмент интенсивное воздействие оказывают множество разнообразных факторов, таких как обрабатываемый материал, скорость резания, температурные условия, геометрия инструмента, электро- и теплофизические свойства и др. [1, 2]. В связи с этим определение степени влияния отдельных факторов на режущие свойства, а также установление аналитических и математических зависимостей с целью оптимального управления и обеспечения наибольшей эффективности процесса лезвийной обработки, в том числе при разработке и внедрении новых инструментальных технологий и методов, не представляются возможными без оценки работоспособности инструмента.
Целью данного исследования является определение возможности оперативной оценки режущих свойств инструмента с покрытием по его теплофизическим свойствам.
Материал и методика исследования
В качестве основного инструментального материала при проведении экспериментальных исследований применялись твердосплавные инструменты марки Sandvik. Были отобраны пластины WNMG080408-PM 4225 группы применимости «P» и пластины WNMG080408-MM 2220 группы применимости «M». Пластины имеют покрытие, нанесенное методом CVD, включающее в себя слои Ti(CN)/Al2O3/TiN, с дополнительной обработкой поверхности для снижения внутренних напряжений в покрытии.
Анализ данных о структуре многослойных износостойких покрытий показал, что для теплофизических расчетов применительно к задачам резания металлов инструментом с многослойными покрытиями с достаточной точностью можно принять [3, 4]:
– объемное соотношение слоев для CVD-покрытий: TiCN – 50%; Al2O3 – 40%; TiN – 10%. Понятие эффективной теплопроводности подразумевает под собой интегральную характеристику, учитывающую влияние теплопроводности и толщины индивидуальных слоев на общую теплопроводность многослойного износостойкого покрытия на режущем инструменте;
– для расчета эффективной теплопроводности твердосплавного инструмента с многослойными износостойкими покрытиями толщина твердосплавной основы принимается равной [3, 5] толщине покрытия.
Такие допущения объясняются следующим. Толщина матрицы твердосплавной пластины (~5 мм) измеряется величинами, на несколько порядков большими по сравнению как с толщиной каждого слоя покрытия (рис. 1), так и с толщиной многослойного покрытия в целом. Для оценки влияния особенностей твердосплавного инструмента на этапе технологической подготовки производства и при моделировании тепловых процессов в зоне резания (быстропротекающие процессы) следует учитывать, что основная доля тепловой энергии концентрируется в приповерхностных объемах контактирующих тел – на передней и задней поверхностях инструмента, обработанной поверхности заготовки, прирезцовой поверхности стружки. Именно по этой причине авторы исследований [3, 5] и других исследований тепловых процессов делают отмеченные выше допущения.
Результаты исследования и их обсуждение
Для предварительной оценки режущих свойств инструментального материала выбран параметр термоЭДС в качестве управляемого фактора, на всех твердосплавных пластинах произведено измерение величины термоЭДС [6] на режимах пробного прохода (тарирование) при обработке стали 40Х (группа обрабатываемости «Р») и стали 12Х13 (группа обрабатываемости «M»).
В рамках настоящего исследования величина термоЭДС пробного рабочего хода рассматривается в качестве эталонной меры для оценки существования корреляционной связи с другими теплофизическими свойствами серийно выпускаемого твердосплавного инструмента. Функциональная связь величины термоЭДС с режущей способностью твердосплавного инструмента была обоснована ранее [2].
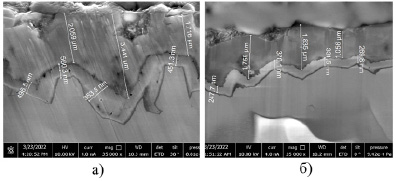
Рис. 1. Толщина слоев износостойкого покрытия: а – твердый сплав PM 4225, б – твердый сплав MM 2220
Для исследования теплофизических свойств был выбран метод «горячей плиты», поскольку он:
– предполагает прямое измерение теплопроводности с учетом размеров образца, температуры нагрева и времени испытаний;
– позволяет использовать образцы простой (прямоугольный параллелепипед) формы;
– характеризуется малой (до 5%) погрешностью и сравнительно небольшим (до 5 мин) временем испытаний.
Математическую основу метода составляет известный закон Фурье (1):
 (1)
(1)
где λ – коэффициент теплопроводности исследуемого образца; S, L – площадь сечения и высота образца соответственно; ΔT – перепад температур между верхней и нижней плоскостью образца; P – мощность теплового источника.
Для слоистых материалов рекомендуется [4, 5] определять эффективный коэффициент теплопроводности (2) в соответствии с удельной долей (оценивается по толщине) каждого слоя в отдельности:
 (2)
(2)
где λэф, λi – коэффициенты теплопроводности соответственно для многослойного материала и каждого отдельного слоя; LΣ, Li – суммарная толщина многослойного композита и толщины отдельных слоев.
Рассмотрим, насколько существенно теплофизические характеристики материалов твердосплавной матрицы и слоев многослойного покрытия влияют на величину эффективного коэффициента теплопроводности. Результаты укрупненного расчета для пластин WNMG 0804, характеристика твердого сплава PM 4225 для видов обработки P01–P40 и MM 2220 для видов обработки M05–M35 представлены в таблице 1.
Следует отметить, что во всех рассмотренных случаях различие между эффективной теплопроводностью инструмента с многослойными износостойкими покрытиями и расчетной теплопроводностью твердосплавной матрицы находится в пределах 0,17–0,34%.
Метод «горячей плиты» реализован в измерителе теплопроводности «КИТ-02Ц «Алмаз». Прибор предназначен для измерения коэффициента теплопроводности высокотеплопроводных материалов в диапазоне 90–1500 Вт/м*К. Соответствующей калибровкой по эталонам нижний предел измеряемой теплопроводности может быть смещен до 1 Вт/м*К. Для проведения калибровки в комплект поставки прибора входят эталонные образцы из таких материалов, как медь, алюминий, никель.
Испытуемый образец (рис. 2) размерами не более 12х12 мм закрепляется в термоизолированной рабочей зоне между верхним (нагреватель) и нижним (теплоотвод) измерительными элементами.
По изменению температуры на противоположных торцах образца за определенное время определяют величину коэффициента теплопроводности. При исследовании слоистых материалов оценивается интегральная теплопроводность образца с учетом величины теплопроводности и толщины каждого слоя. Образцы для измерения теплопроводности вырезаны из многогранных неперетачиваемых пластин на проволочно-электроэрозионном станке. Торцы образцов, контактирующие с нагревателем и теплоприемником (рис. 3), отполированы для обеспечения максимально возможной сплошности контакта и, соответственно, снижения погрешностей метода.
Таблица 1
Эффективная теплопроводность инструмента
|
Группа обрабатываемого материала и вид обработки по ISO |
Р01–Р05 |
Р10–Р20 |
Р25–Р40 |
М05–М20 |
М25–М35 |
||
|
Расчетная теплопроводность твердосплавной основы λ, Вт/(м*К) |
23 |
27 |
41 |
50 |
52 |
||
|
Расчетная теплопроводность и толщина отдельных слоев покрытия, λi (Вт/(м*К) / Li (мкм) |
TiN |
36,50 |
1,5 |
1,4 |
1,2 |
0,6 |
0,6 |
|
Al2O3 |
29,28 |
6,0 |
5,6 |
4,8 |
2,2 |
2,2 |
|
|
TiCN |
10,00 |
7,5 |
7,0 |
6,0 |
2,8 |
2,8 |
|
|
Эффективная теплопроводность инструмента с многослойным износостойким покрытием λэф (Вт/(м*К), LΣ = 4,762 мм |
22,962 |
26,937 |
40,852 |
49,866 |
51,853 |
||
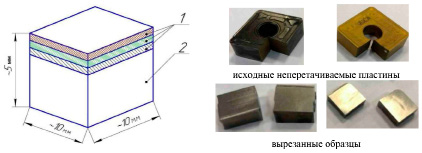
Рис. 2. Образец для измерения теплопроводности твердого сплава с многослойным износостойким покрытием: 1 – многослойное износостойкое покрытие; 2 – твердосплавная основа
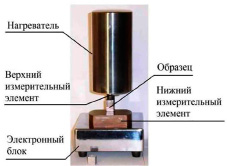
Рис.3. Схема измерения теплопроводности
Количество повторений каждого опыта определено в соответствии с апробированными методиками [7] как наибольшее из двух допустимых по критериям Стьюдента (условие неизменности среднего значения в серии опытов) и Фишера (условие неизменности дисперсии в серии опытов). Доверительная вероятность не менее 95%. Погрешность измерений в соответствии с паспортными характеристиками прибора для измерений теплопроводности – не более 5%. Средние значения коэффициентов теплопроводности (λ) для каждой твердосплавной пластины приведены в таблицах 2, 3.
Отметим, что стабильность значений коэффициента теплопроводности в исследуемой партии серийно выпускаемого инструмента достаточно высока – коэффициент вариации равен 0,005 и 0,023 для группы Р и М соответственно. Разброс значений следует признать случайным, поскольку все экспериментально определенные значения коэффициента теплопроводности попадают в 10%-й интервал, определяемый допустимой погрешностью измерительного прибора.
Этот факт наглядно представлен на рисунках 4, 5. Корреляционная связь между исследуемой (коэффициент теплопроводности) и эталонной (термоЭДС пробного рабочего хода) характеристиками серийно выпускаемого режущего инструмента отсутствует. Такой вывод следует из малого абсолютного значения коэффициента парной корреляции и визуального сопоставления данных – вероятность существования корреляционной связи не превышает 0,2% для пластин группы Р и 14,5% для группы М.
Ранее проведенными исследованиями [2] была подтверждена устойчивая функциональная связь между термоЭДС пробного рабочего хода [6] и показателями работоспособности (интенсивностью изнашивания и величиной периода стойкости) твердосплавного режущего инструмента с износостойкими покрытиями.
Таблица 2
Теплопроводность пластин WNMG080408 PM4425, группа Р
|
интервал |
0,52 Вт/(м*К) = |
4,83 |
стандартных отклонения |
||||||||||||||
|
среднее значение |
22,99 |
Вт/(м*К) |
|||||||||||||||
|
стандартное отклонение |
0,108 |
Вт/(м*К) |
|||||||||||||||
|
коэффициент вариации |
0,005 |
||||||||||||||||
|
коэф. корреляции с термоЭДС |
0,002 |
корреляция отсутствует |
|||||||||||||||
|
№ пластины |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
||
|
термоЭДС, мВ |
4,9 |
5,9 |
5,1 |
5,1 |
5,1 |
5,6 |
4,9 |
4,9 |
5,0 |
5,2 |
5,4 |
5,9 |
5,2 |
5,3 |
5,6 |
||
|
λ, Вт/(м*К) |
22,86 |
22,97 |
22,98 |
22,96 |
23,14 |
22,96 |
22,97 |
22,92 |
22,96 |
22,91 |
22,96 |
22,94 |
22,94 |
23,05 |
22,99 |
||
|
№ пластины |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
||
|
термоЭДС, мВ |
5,9 |
5,2 |
5,4 |
5,4 |
5,3 |
5,4 |
4,9 |
5,1 |
5,1 |
4,9 |
4,9 |
5,1 |
5,0 |
5,9 |
5,0 |
||
|
λ, Вт/(м*К) |
22,94 |
22,93 |
22,87 |
22,96 |
22,92 |
22,96 |
23,05 |
22,87 |
23,12 |
22,91 |
22,94 |
23,03 |
22,96 |
23,12 |
23,02 |
||
Таблица 3
Теплопроводность пластин WNMG 080408 MM2220, группа М
|
интервал |
3,85 Вт/(м*К) = |
3,28 |
стандартного отклонения |
||||||||||||||
|
среднее значение |
50,09 |
Вт/(м*К) |
|||||||||||||||
|
стандартное отклонение |
1,174 |
Вт/(м*К) |
|||||||||||||||
|
коэффициент вариации |
0,023 |
||||||||||||||||
|
коэф. корреляции с термоЭДС |
0,145 |
корреляция отсутствует |
|||||||||||||||
|
№ пластины |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
||
|
термоЭДС, мВ |
18,3 |
11,5 |
12,3 |
9,7 |
13,0 |
12,9 |
10,1 |
12,7 |
11,4 |
17,6 |
7,8 |
10,9 |
10,3 |
10,9 |
13,8 |
||
|
λ, Вт/(м*К) |
51,05 |
51,25 |
50,75 |
50,00 |
48,95 |
49,05 |
51,10 |
52,45 |
50,00 |
48,80 |
49,15 |
49,55 |
48,60 |
50,00 |
48,65 |
||
|
№ пластины |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
||
|
термоЭДС, мВ |
11,4 |
12,3 |
12,5 |
11,6 |
11,9 |
10,1 |
11,3 |
11,5 |
11,5 |
11,6 |
11,4 |
12,1 |
11,3 |
14,8 |
11,4 |
||
|
λ, Вт/(м*К) |
49,90 |
52,00 |
52,05 |
49,80 |
50,00 |
49,80 |
48,8 |
49,05 |
49,20 |
49,15 |
49,20 |
51,50 |
52,00 |
51,85 |
49,15 |
||
Рис. 4. Графическое представление корреляционной связи между термоЭДС и коэффициентом теплопроводности (группа обрабатываемости P)
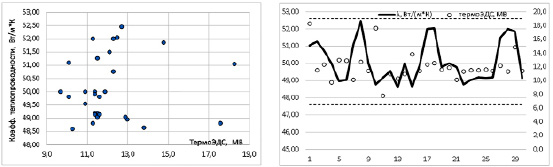
Рис. 5. Графическое представление корреляционной связи между термоЭДС и коэффициентом теплопроводности (группа обрабатываемости M)
Отсутствие корреляционной связи между коэффициентом теплопроводности инструментального материала и термоЭДС пробного рабочего хода позволяет утверждать, что связь между теплопроводностью и работоспособностью инструмента также отсутствует.
Выводы
В результате проведенных исследований сделан вывод о невозможности использования величины теплопроводности твердосплавного инструмента с многослойным CVD-покрытием в качестве критерия для оценки свойств инструмента. Такой вывод обоснован следующим.
Наличие функциональной связи режущей способности твердосплавного инструмента с многослойным CVD-покрытием с его теплофизическими свойствами статистически не подтверждается. Вероятность существования такой связи оценивается по коэффициенту корреляции между соответствующими характеристиками и величиной термоЭДС пробного рабочего хода. Ранее выполненными исследованиями доказана возможность использования термоЭДС в качестве критерия долговечности режущего инструмента. Вероятность существования рассматриваемой функциональной связи не превышает 14,5%.
Информационная способность теплофизических свойств твердосплавного инструмента с многослойным CVD-покрытием с точки зрения оперативной диагностики состояния режущего инструмента в процессе эксплуатации несущественна:
– требуется применение «разрушающих» методов контроля для оценки названных свойств;
– отсутствует функциональная связь между работоспособностью режущего инструмента и теплофизическими свойствами.
Таким образом, можно сделать вывод о том, что коэффициент теплопроводности твердосплавного инструмента с многослойным CVD-покрытием не может рассматриваться в качестве информационного канала для оперативной оценки режущих свойств инструмента.
Библиографическая ссылка
Крайнев Д.В., Тихонова Ж.С., Рогачев А.В., Нилидин Д.А., Чигиринская Н.В. ВОЗМОЖНОСТЬ ОЦЕНКИ РЕЖУЩИХ СВОЙСТВ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА С ПОКРЫТИЕМ ПО ТЕПЛОФИЗИЧЕСКИМ СВОЙСТВАМ // Современные наукоемкие технологии. 2024. № 5-1. С. 64-70;URL: https://top-technologies.ru/ru/article/view?id=40006 (дата обращения: 01.08.2026).
DOI: https://doi.org/10.17513/snt.40006