



Бензиловый спирт (БС) пользуется широким спросом в различных отраслях промышленности, например в производствах пластмасс, дезинфицирующих средств, пищевых добавок, ликероводочных изделий, а также в косметологии, фармацевтике и др.
Основными производителями БС являются Германия, Китай, США, Россия и Франция. Российская Федерация обеспечивает БС внутренний рынок и является экспортером этого продукта в такие страны, как Индия, Украина, Казахстан, Молдова, Финляндия, Азербайджан [1, 2].
Одним из известных способов получения бензилового спирта является омыление хлористого бензила. Производство БС включает в себя стадии карбонизации; синтеза бензилового спирта [3]; отпарки азеотропа и ректификации бензилового спирта-сырца. Ректификация – наиболее энергозатратный процесс. Из-за высоких температур разделяемых компонентов на стадии выделения БС процесс проводится под вакуумом, и основными направлениями энергосбережения являются оптимизация давления в колоннах, определение оптимального флегмового числа [4], при котором снижаются затраты на теплоносители, применяемые в теплообменниках (дефлегматоре и кипятильнике).
От правильного выбора контактных элементов в ректификационных колоннах зависит эффективность проведения самого процесса ректификации и габаритные размеры массообменных аппаратов (диаметр и высота), что также влияет на энерго- и ресурсосбережение. Разработанные за последние годы в России различные конструкции насадок [5–7] и массообменных тарелок [8, 9] имеют высокие эксплуатационные показатели, не уступающие зарубежным аналогам. Это способствует их широкому внедрению в производства химической и нефтехимической промышленности и решает вопрос импортозамещения [10].
Цель исследования – уменьшение энергозатрат на стадии ректификации БС за счет оптимизации режимов работы в ректификационных колоннах и выбора наиболее эффективной насадки для определения конструктивных размеров.
Материалы и методы исследования
Выполнено моделирование блока ректификации БС, состоящего из двух колонных аппаратов, с помощью программы PRO-II и программы, разработанной авторами [11], и обзор научной, технической и патентной литературы по современным насадкам [12].
Результаты исследования и их обсуждение
В данной работе выполнено моделирование установки ректификации БС, представленной на рис. 1.
Сырец БС, очищенный от легколетучих примесей, стадии перегонки БС-сырца направляется в сборник 3. Массовая доля бензальдегида (БАД) в сырце БС должна быть не более 0,03 % мас. Из сборника 3 сырец БС насосом поз. 9 непрерывно подается в отпарную ректификационную колонну 1 через подогреватель 4. Температура низа колонны 1 обеспечивается подачей водяного пара давлением до 8,0 кгс/см² в межтрубное пространство кипятильника 5. Отпарная колонна 1 работает без флегмы.
Пары из верхней части колонны 1, содержащие в своем составе в основном БС, очищенные от дибензилового эфира (ДБЭ), непрерывно направляются в ректификационную колонну 2 на дальнейшее выделение технического БС. Кубовые из низа колонны 2 непрерывно выводятся на отпарку остаточного БС из кубовых с целью получения дибензилового эфира (ДБЭ). Колонна 2 снабжена кипятильником 8, куда подается пар с давлением до 8,0 кгс/см² для подогрева.
Пары, содержащие БС и легколетучие компоненты, из верхней части колонны 2 попадают в теплообменник-конденсатор 6 и конденсируются подачей хладагента (оборотная вода) в трубное пространство. Далее конденсат из фазоразделителя 7 поступает в сборник 10. Конденсат, поступающий в сборник 10, представляет собой фракцию БС, отвечающую при анализе качественным показателям технического БС (ТУ 2632-206-0576348-95).
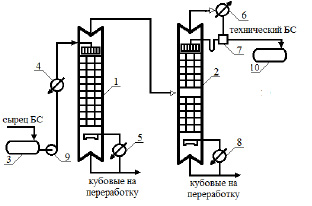
Рис. 1. Двухколонная ректификационная система получения БС
Таблица 1
Температуры кипения компонентов (расчетные) [11]
|
Компоненты исходной смеси |
Температуры кипения (T), °С |
|||||
|
P1 |
P2 |
P3 |
P4 |
P5 |
P6 |
|
|
1. ОХТ |
160,80 |
74,86 |
79,67 |
82,61 |
87,41 |
90,64 |
|
2. ХБ |
179,00 |
94,02 |
98,79 |
101,70 |
106,46 |
109,66 |
|
3. БАД |
178,85 |
91,92 |
96,75 |
99,71 |
104,54 |
107,79 |
|
4. БС |
205,50 |
121,22 |
125,99 |
128,91 |
133,65 |
136,85 |
|
5. ДБЭ |
288,30 |
194,63 |
200,02 |
203,31 |
208,65 |
212,24 |
|
6. Вода |
100,00 |
36,16 |
39,87 |
42,14 |
45,81 |
48,28 |
Примечание. P1 = 760 мм рт. ст., P2 = 45 мм рт. ст., P3 = 55 мм рт. ст., P4 = 62 мм рт. ст., P5 = 75 мм рт. ст., P6 = 85 мм рт. ст.
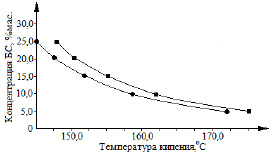
Рис. 2. Влияние состава кубовой жидкости на температуру кипения (2-я колонна): ● – при давлении верха колонны 45 мм рт. ст.; ■ – при давлении верха колонны 55 мм рт. ст.
Так как в состав сырца БС входят 6 высококипящих компонентов (о-хлортолуол (ОХТ), хлористый бензил (ХБ), бензальдегид (БАД), бензиловый спирт (БС), дибензиловый эфир (ДБЭ) и вода), с температурой кипения от 100 до 288 °С, процесс ректификации технического БС проводится под вакуумом. Очевидно, что основным параметром, определяющим энергозатратность процесса, является выбор давления в каждой колонне, при котором энергетические затраты будут минимальными. В табл. 1 приведены расчетные значения температур кипения ОХТ, ХБ, БАД, БС, ДБЭ и воды при давлениях ниже атмосферного.
Были проанализированы данные табл. 1 по температурам кипения чистых компонентов (T), входящих в исходную смесь при различных давлениях (P1, P2, P3, P4, P5, P6). Сделанные предварительные расчеты составов (потоки дистиллята и кубовых остатков с каждой колонны) в разных соотношениях позволили выбрать давления для проведения процесса ректификации БС в 1-й колонне – 75 и 62 мм рт. ст., во 2-й колонне – 55 и 45 мм рт. ст.
Так как на 2-й колонне выделяется товарный продукт, для этого необходимо установить диапазон устойчивой работы для получения заданного качества БС.
На рис. 2 показана зависимость температуры кипения в кубовой части 2-й колонны от концентрации БС. Повышение температуры кипения до 159 °C нежелательно, так как при этом средняя движущая сила теплового процесса в кипятильнике уменьшается, что неизбежно будет приводить к увеличению расхода теплоносителя.
Для проведения процесса моделирования выбраны исходные данные, приведенные в табл. 2. Исследование выполнено для двух вариантов, и входной поток на 2-ю колонну подается в паровой фазе.
Таблица 2
Исходные данные
|
Входные параметры |
I вариант |
II вариант |
|
1. Подача сырца БС, кг/ч |
1600,00 |
1600,00 |
|
2. Концентрация компонентов в сырце БС, % мас. – ОХТ – ХБ – БАД – БС – ДБЭ – Вода |
0,010 0,007 0,025 88,98 10,96 0,023 |
0,010 0,007 0,025 88,98 10,96 0,023 |
|
3. Давление в колонном аппарате, мм рт. ст. – 1-я колонна – 2-я колонна |
75 55 |
62 45 |
|
Выходные параметры |
I вариант |
II вариант |
|
1. Состав технического БС,% мас. (по ТУ 2632-206-0576348-95) – БС – ДБЭ (не более) – Вода (не более) |
99,90 0,02 0,10 |
|
Большое влияние на режимы работы ректификационной колонны оказывает точка ввода исходного потока и его температура. При моделировании процесса ректификации в качестве параметра оптимизации выбиралась температура подачи исходной смеси. Установлено, что при увеличении температуры питания снижается тепловая нагрузка на кипятильник, при этом изменяется число теоретических тарелок для укрепляющей и исчерпывающей части колонны. Для заданного разделения исходной смеси необходимо в 1-й колонне – 8 теоретических тарелок, во 2-й колонне – 10 теоретических тарелок.
Сравнение результатов моделирования по двум вариантам представлено в табл. 3.
Установлено также, что при снижении давления на двух колоннах (сравнение проводится для двух вариантов) уменьшаются энергозатраты в теплообменниках: на кипятильниках на 1-й и 2-й колоннах при использовании пара с температурой 169,80 °С на 75 т/год и оборотной воды в дефлегматоре на 2-й колонне на 456 т/год.
В последнее время при проектировании и реконструкции в ректификационных колоннах все чаще устанавливается регулярная насадка с разнообразной структурой. Применение такой насадки позволяет не только увеличить производительность и уменьшить размеры оборудования, но и снизить гидравлическое сопротивление и таким образом изменить температурные режимы и, соответственно, сократить расходы теплоносителей.
Для выявления узких мест на действующем производстве при эксплуатации производственного оборудования с целью энерго- и ресурсосбережения необходим комплексный подход [13], включающий технологический аудит, проведение необходимых экономических и технологических расчетов, подтверждающих целесообразность принятых технических решений по модернизации; для разработки новых энергоэффективных аппаратов должна быть создана производственная база с мощным научным потенциалом.
В работе [14] описаны особенности распределения газового и жидкостного потоков в насадочной колонне при пленочном режиме и влияние неравномерности распределения фаз по сечению аппарата на эффективность массообмена. Предложена математическая модель для слоя насадки, разделенного на продольные зоны, с разной структурой потоков.
Для эффективной работы массообменного аппарата с различными типами насадок и распределительными устройствами необходимо знать его удерживающую способность. Разработана методика [15] расчета задерживания жидкой фазы в распределителях для колонн разного диаметра с учетом переходных процессов, возникающих при подаче в аппарат.
Важным при работе колонны является не только выбор и правильная установка регулярной насадки [16], но и размещение необходимой конструкции распределителей для жидкого и парового потоков для создания равномерности распределения.
Таблица 3
Параметры проведения процесса ректификации при разных давлениях
|
I вариант |
II вариант |
|||
|
1-я колонна 75 мм рт. ст. |
2-я колонна 55 мм рт. ст. |
1-я колонна 62 мм рт. ст. |
2-я колонна 45 мм рт. ст. |
|
|
1. Материальный баланс, кг/ч – поток на входе – поток дистиллята – кубовый поток |
1600,00 1399,22 200,78 |
1399,22 1382,22 17,00 |
1600,00 1398,60 201,60 |
1398,60 1382,18 16,42 |
|
2. Температура, °С – верха колонны – на входе – низа колонны |
135,80 124,00 155,40 |
126,10 134,92 155,70 |
131,20 122,00 150,90 |
121,50 130,20 151,90 |
|
3. Флегмовое число |
– |
0,33 |
– |
0,30 |
|
4. Тепловая нагрузка, Мккал/ч – на дефлегматор – на кипятильник |
– 0,1877 |
0,2133 0,0293 |
– 0,1847 |
0,2127 0,0276 |
|
5. Расход воды на дефлегматор, кг/ч (вода tвх = 25 °С, tвых = 35 °С) 6. Поверхность теплообмена, м2 (расчетная) |
– |
21329,64 11,35 |
– |
21272,61 11,93 |
|
7. Расход пара на кипятильник, кг/ч (пар t = 169,80 °С) 8. Поверхность теплообмена, м2 (расчетная) |
382,88 43,17 |
59,72 5,97 |
376,90 35,05 |
56,32 4,80 |
Созданная в ГИПХ перекрестноточная насадка [17] обеспечивает регулирование прохождения потоков пара и жидкости при разных нагрузках через специальные сечения за счет секционирования. Описано новое контактное устройство [17], при установке которого улучшается работа распределителя и обеспечивается равномерность орошения насадки при изменяющихся нагрузках жидкости.
Были проведены исследования регулярной насадки [18], в которой пар распределяется по кольцевым каналам и равномерно контактирует со стекающей пленкой жидкости, не образуя застойных зон, за счет чего сопротивление в насадке уменьшается.
Авторами [19–21] разработаны новые конструкции насадок, выполненные из материалов с изменяющимися свойствами при различных температурах, что позволяет изменять режимы работы оборудования и увеличивать производительность.
Для установки в ректификационных колоннах на стадии ректификации БС выбрана регулярная насадка ИВЦ «Инжехим» – Ingechim Regular Gofr. Высота эквивалентная теоретической тарелки (ВЭТТ) для этой насадки равна 0,6 м [22]. По исходным данным (табл. 2) для II-го варианта определены высота насадки в 1-й колонне H = 4,8 м и диаметр D = 1,0 м; высота насадки во 2-й колонне H = 6,0 м (подача исходного потока в среднюю часть аппарата) и диаметр D = 1,0 м.
Заключение
С помощью программы PRO-II и программы [11] проведены исследования работы стадии ректификации БС. На основании анализа полученных результатов моделирования выбраны оптимальные режимы работы и рассчитаны необходимые диаметры и высота регулярной насадки Ingechim Regular Gofr в колоннах в соответствии с исходными данными для получения БС заданного качества. Выбранный наименее энергозатратный вариант позволяет сократить расход пара на 75 т/год и оборотной воды на 456 т/год.
Библиографическая ссылка
Шибитова Н.В., Луговой С.С., Мурушкин Д.В., Черикова К.В. ОСНОВНЫЕ НАПРАВЛЕНИЯ СНИЖЕНИЯ ЭНЕРГОЗАТРАТ НА СТАДИИ РЕКТИФИКАЦИИ В ПРОИЗВОДСТВЕ БЕНЗИЛОВОГО СПИРТА // Современные наукоемкие технологии. 2022. № 2. С. 170-175;URL: https://top-technologies.ru/ru/article/view?id=39053 (дата обращения: 15.07.2026).
DOI: https://doi.org/10.17513/snt.39053