



Пенобетоном называют разновидность ячеистого бетона, представляющего собой искусственный каменный материал пористой структуры, изготовленный из вяжущего, кремнеземистого компонента, порообразователя и воды [1]. Отличительной особенностью пенобетона, по сравнению с другими разновидностями легких и особо легких бетонов, является трудность достижения стабильных значений показателей качества. Зачастую это связано с необходимостью управления многочисленным количеством рецептурных и технологических факторов [2]. Наиболее распространенным методом решения данной задачи является применение аппарата математического моделирования с элементами статистического анализа.
Для объективного отображения технологического процесса приготовления пенобетона необходимо, чтобы его математическая модель включала все факторы, существенно влияющие на выходную величину [3]. Отсутствие в модели хотя бы одного из существенных факторов может повлечь за собой ошибочную интерпретацию явлений, происходящих в технологическом процессе.
Процесс приготовления и твердения пенобетона сопровождается параллельным протеканием ряда химических и физических процессов. Косвенными показателями этих процессов можно рассмотреть перечень рецептурных факторов. По оценкам многих исследователей, количество факторов, влияющих на свойства пенобетона, может быть достаточно обширным – от пяти до нескольких десятков [1, 4]. Степень влияния этих факторов на выходные данные весьма неоднозначна и зависит от типа исследуемых параметров: средняя плотность, прочность при сжатии, коэффициент теплопроводности, трещиностойкость, морозостойкость и т.д.
В анализе факторов и их оптимизации во многих отраслях промышленности используют так называемый принцип Парето. Принцип является своего рода условным эмпирическим правилом, названным в честь итальянского инженера и экономиста Вильфредо Парето. Сам принцип формулируется следующим образом: «20 % усилий дают 80 % результата, а остальные 80 % усилий – 20 % результата» [5]. В данном контексте это можно перефразировать так: «20 % факторов влияют на 80 % показателей, а остальные 80 % факторов – на 20 % показателей». Приведенная пропорция с математической точки зрения не является точной закономерностью, а служит некоторым обобщающим мнемоническим правилом. Ранжирование факторов по степени влияния на изменчивость показателей качества пенобетона можно достигнуть с использованием принципа Парето. В работе приводится анализ технологического процесса изготовления пенобетонных блоков автоклавного твердения плотностью D500-600 («D» показывает марку пенобетона по средней плотности, кг/м3). Задачей является получение математической модели без отрыва от действующего производства с использованием отработанной рецептуры.
В исследовательских работах по строительному материаловедению обычно применяют аппарат математического планирования эксперимента, либо другие смежные методы, основанные на принципах математической статистики: априорное ранжирование факторов, дисперсионный анализ, регрессионный анализ, комбинаторный анализ (греческие и латинские квадраты и др.), методы экспериментального отсеивания факторов с насыщенными матрицами, метод случайного баланса и т.п. [6]. Каждый из перечисленных методов обладает своими преимуществами и недостатками, а также рядом специфических условий, при соблюдении которых можно получить модель, адекватно отражающую значимость каждого фактора. Следует отметить, что большинство рассмотренных методов в той или иной степени пересекаются с принципами планирования эксперимента. Одним из известных недостатков планирования эксперимента является управление крайне ограниченным количеством входных факторов вследствие необходимости проведения большого количества опытов. Количество опытов N при полном факторном эксперименте рассчитывается по формуле
N = nt, (1)
где n – уровни варьирования факторов, ед.; t – количество факторов в эксперименте.
Например, при n = 3 и t = 2 количество опытов равно 9, при t = 3 количество опытов достигнет 27, а при t = 5 будет равно 243. Таким образом, при планировании эксперимента крайне трудно составить модели, учитывающие более 2–3 факторов. На основании изложенного перед исследователем стоит важная задача – выделить наиболее значимые факторы, так как в противном случае возрастает объем экспериментальной работы и, как следствие, трудоемкость исследовательского процесса. Наиболее целесообразным методом в приведенных ограничениях является регрессионный анализ, в частности элементы множественной регрессии. Назначение множественной регрессии состоит в анализе связи между несколькими независимыми переменными и зависимой переменной при относительно небольшом количестве экспериментов. Экспериментальные данные получены в процессе производства пенобетонных блоков на площадке опытно-экспериментального полигона «Стройкомпозит», г. Якутск.
Цель работы состоит в получении в цеховых (не в лабораторных) условиях достоверных оценок воздействия входных факторов на характеристики пенобетонной смеси и пенобетона при минимальном числе экспериментов.
Материалы и методы исследования
Пенобетонные блоки изготовлены с использованием следующих сырьевых компонентов: в качестве вяжущего – портландцемент класса прочности ЦЕМ I 32,5Б по ГОСТ 31108-2016 и молотая негашеная известь по ГОСТ 9179-2018; в качестве кремнеземистого компонента – механоактивированный кварцполевошпатовый песок из поймы р. Лена по ГОСТ 8736-2014; в качестве воды затворения – техническая вода по ГОСТ 23732-2011; в качестве порообразователя – Foamcem. Образцы размером 100х100х100 мм выпилены из пенобетонных блоков после завершения цикла автоклавной обработки. Физико-механические характеристики пенобетонной смеси и образцов пенобетона определены с использованием стандартных методов и аттестованных приборов лаборатории строительных материалов СВФУ им. М.К. Аммосова. Обработка экспериментальных данных выполнена методами математической статистики на платформах программ STATISTICA и MathCAD.
Результаты исследования и их обсуждение
Рассмотрим технологический процесс изготовления пенобетона как стандартную управляемую систему модели «черного ящика». Наиболее подробно модель «черного ящика» изложена в работах [6, 7]. Система как единый функционирующий «организм» выделена из окружающей среды и в то же время связана с внешними возмущениями от воздействия входных факторов. Система связана со средой посредством входных факторов X = {x1, x2, x3 … xn}, показывающих наблюдаемое влияние среды на систему, посредством возмущающих воздействий, а также выходными данными Y = {y1, y2 … yn}:
 (2)
(2)
Функцию (2) можно представить в форме линейного уравнения множественной регрессии вида
 (3)
(3)
где b0 – свободный член; b1, b2, b3 … bn – коэффициенты регрессии.
Оценка свободного члена и коэффициентов регрессии уравнения (3) производится методом наименьших квадратов [7]:
 (4)
(4)
где X – матрица значений входных факторов x1, x2, x3 … xn; XT – транспонированная матрица значений входных факторов x1, x2, x3 … xn; Y – вектор значений выходных данных y1, y2 … yn.
С учетом имеющегося научного задела [4, 8], а также на основании работ других исследователей [2, 3] нами приняты пять рецептурных факторов: x1 – содержание цемента, кг/м³; x2 – содержание извести, кг/м³; x3 – содержание шлама, кг/м³ (50 % массы шлама состоит из механоактивированного песка, остальная часть из воды); x4 – содержание воды, кг/м³; x5 – плотность пены, кг/м³. Рецептурные факторы заданы по расходу необходимого количества материала в кг на 1 м3. Для подбора выходных данных подобран ряд технологических и физико-механических показателей: y1 – расплыв раствора по Суттарду, см; y2 – плотность пенобетонной смеси, кг/м³; y3 – разница температур пенобетона перед резкой и в момент формования, °С; y4 – плотность пенобетона в сухом состоянии, кг/м³; y5 – прочность при сжатии, МПа.
Основной задачей экспериментальных работ является фиксирование условий производственного процесса (входных факторов) с использованием принятой рецептуры пенобетона. Отработанный номинальный состав пенобетонных блоков, кг/м3 [4]: D500: портландцемент – 190, известь – 40, песок – 290, вода – 210; D600: портландцемент – 200, известь – 75, песок – 320, вода – 235 (удельная поверхность песка 350–400 м2/кг). По приведенным составам выполнено сорок замесов (два дублирующих замеса по 20 опытов), где зафиксированы 400 значений входных и выходных данных. Полученные результаты после обработки приведены в таблице. Расход материалов (входные факторы x1 ...x4) показан на один цикл работы пенобетоносмесителя объемом 2,55 м3.
Состав и свойства пенобетонной смеси и образцов пенобетона
|
№ п/п |
Входные факторы |
Выходные данные |
||||||||
|
x1 |
x2 |
x3 |
x4 |
x5 |
y1 |
y2 |
y3 |
y4 |
y5 |
|
|
1 |
491 |
189 |
1387 |
298 |
73 |
25 |
750 |
25,4 |
520,20 |
2,03 |
|
2 |
495 |
190 |
1386 |
289 |
78 |
26 |
775 |
27,2 |
623,68 |
3,50 |
|
3 |
495 |
188 |
1388 |
288 |
74 |
27 |
730 |
16,8 |
738,22 |
3,38 |
|
4 |
493 |
186 |
1447 |
237 |
82 |
25,5 |
790 |
14,2 |
554,20 |
2,53 |
|
5 |
500 |
189 |
1486 |
250 |
86 |
24 |
803 |
14,7 |
604,64 |
2,63 |
|
6 |
493 |
197 |
1450 |
245 |
95 |
27 |
871 |
17,8 |
594,57 |
2,22 |
|
7 |
496 |
186 |
1451 |
285 |
94 |
25 |
825 |
19,6 |
576,00 |
2,43 |
|
8 |
504 |
189 |
1450 |
338 |
76 |
24 |
812 |
17,8 |
548,70 |
2,74 |
|
9 |
492 |
190 |
1391 |
298 |
95 |
25 |
799 |
13 |
352,02 |
2,18 |
|
10 |
494 |
186 |
1384 |
362 |
68 |
27 |
905 |
19,8 |
638,43 |
2,55 |
|
11 |
493 |
189 |
1388 |
398 |
89 |
29 |
810 |
15,8 |
540,46 |
2,24 |
|
12 |
493 |
186 |
1343 |
323 |
70 |
27 |
786 |
28 |
613,94 |
2,07 |
|
13 |
489 |
189 |
1385 |
231 |
73 |
27 |
748 |
29,7 |
538,84 |
1,19 |
|
14 |
496 |
187 |
1386 |
230 |
76 |
27 |
769 |
24,4 |
591,50 |
1,92 |
|
15 |
403 |
188 |
1389 |
228 |
74 |
24 |
764 |
23,7 |
525,15 |
2,16 |
|
16 |
495 |
190 |
1389 |
244 |
73 |
24 |
790 |
23,5 |
531,44 |
2,21 |
|
17 |
495 |
188 |
1386 |
238 |
78 |
24 |
720 |
30 |
540,31 |
2,23 |
|
18 |
441 |
169 |
1270 |
219 |
75 |
25 |
744 |
24 |
527,11 |
1,93 |
|
19 |
442 |
169 |
1270 |
223 |
69 |
25 |
900 |
23,5 |
507,08 |
1,94 |
|
20 |
449 |
170 |
1268 |
222 |
78 |
25 |
746 |
22,6 |
570,33 |
1,52 |
Данные таблицы обработаны с использованием выражения (4), результаты расчетов показаны в уравнениях
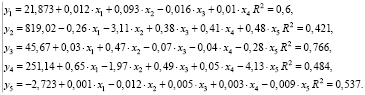 (5)
(5)
Для оценки адекватности полученных уравнений регрессии применен коэффициент детерминации [7]:
 (5)
(5)
где  сумма квадратов регрессионных остатков;
сумма квадратов регрессионных остатков;  общая дисперсия;
общая дисперсия;  фактические и расчетные значения выходных данных;
фактические и расчетные значения выходных данных;
Чем ближе коэффициент детерминации к единице, тем лучше и адекватнее модель приближает рассчитанные по уравнениям (5) значения к наблюдаемым экспериментальным данным (таблица). Коэффициенты детерминации уравнений регрессии также приведены в (5). При оценке корреляционной связи между входными и выходными данными необходимо исключать уравнения, у которых R2 < 0,5, соответственно, y2 и y4 в дальнейших расчетах не учитываем.
Составленные уравнения множественной регрессии (5) являются линейными моделями, описывающими наклонную гиперплоскость в факторном пространстве. Исходя из этого, если не принимать ограничения, то, анализируя модель, можно получить недостоверные данные. Поэтому в расчетах учитывается только та локальная область факторов, которая была изучена в ходе проведения экспериментальных работ (таблица), а именно:
 ;
;

 ;
;
 ;
;
 .
.
Следующим этапом является анализ уравнений y1, y3 и y5 по принципу Парето. Для этого применили специальный инструмент программы STATISTICA «график Парето». Полученные в результате анализа принципа Парето данные иллюстрированы в виде круговых диаграмм и показаны на рисунке.
|
|
|
|
|
а) расплыв раствора по Суттарду |
б) разница температур пенобетона перед резкой и в момент формования |
в) прочность при сжатии |
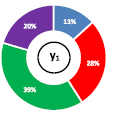
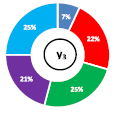
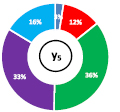
Удельный вес влияния входных факторов на выходные данные: синий – содержание цемента (x1), красный – содержание извести (x2), зеленый – содержание шлама (x3), фиолетовый – содержание воды (x4), голубой – плотность пены (x5)
Анализ диаграмм показывает, что наибольшее влияние на степень изменчивости всех трех выходных данных оказывает фактор x3 – содержание шлама. Для расплыва раствора по Суттарду на втором месте по силе влияния оказалось содержание извести x2 = 28 %. Расплыв по своей природе показывает реологию растворной составляющей, поэтому наличие в нем шлама и извести повышает его растекаемость. Это связано с тем, что шлам отчасти состоит из воды, а известь после гашения придает смеси пластичность. Однако стоит отметить и роль воды затворения x4 = 20 %, который занимает третью строчку по силе влияния на y1. Следует отметить, что факторы x3 и x4 производят некоторый синергетический эффект, который повышает суммарное содержание водной составляющей, тем самым увеличивая пластичность растворной смеси. Для перепада температур y3, так же как и у y1, наибольший вклад вносит x3 и только потом x5 = 25 % и x2 = 22 %. Такое ранжирование отчасти противоречит общепринятым принципам, то есть с увеличением количества извести, температура пенобетонного массива должна пропорционально увеличиваться (за счет взаимодействия СаО с Н2О). Возможно, это связано с особенностями морфологии воздушных пузырьков пенобетона, так как структура всех ячеистых бетонов напрямую зависит от характеристик порообразователя, в данном случае – плотности пены x5. Изменчивость y5 показала довольно-таки прогнозируемый результат, характеризуемый для большинства бетонов на основе вяжущих гидратационного твердения. На прочность при сжатии y5 наибольшее влияние оказывают x3 = 36 % и x4 = 33 %, так как их повышенное содержание увеличивает водовяжущее отношение и, как следствие, ухудшение прочностных показателей. Установлено, что на прочность при сжатии существеннее влияние оказывает плотность пены x5 = 16 %, чем содержание цемента или извести по отдельности. Это доказывает известную гипотезу, что для пенобетона главную роль в структурообразовании занимают тип и характеристики пены, а не расход вяжущего (в рассмотренных плотностях). Доминирующая роль фактора x3 на изменчивость всех выходных данных объясняется тем, что он занимает порядка 55 % всех вместе взятых исходных компонентов пенобетона (по массе). Таким образом, от колебания фактора x3 наблюдается сильная вариативность рассматриваемых выходных данных y1, y3 и y5.
Заключение
Переносить полученные результаты на другие типы ячеистых бетонов следует с достаточной осторожностью, наиболее подходящими являются пенобетоны автоклавного твердения с похожим диапазоном распределения плотностей. Тем не менее выявленные зависимости не противоречат известным зависимостям, а некоторые данные подтверждают ранее не рассматриваемые среди исследователей подходы и идеи. Следует отметить, что математические модели, полученные на основе уравнений регрессии, в большинстве случаев применяются только для описания поверхности отклика, а с использованием уравнения множественной регрессии в тандеме с принципом Парето можно более подробно анализировать исследуемые процессы и явления. Исследование планируется продолжить в области анализа нелинейных уравнений регрессии при моделировании технологических процессов изготовления ячеистых бетонов с более широким охватом средней плотности.
Библиографическая ссылка
Федоров В.И., Турантаев Г.Г. ОЦЕНКА ФАКТОРОВ, ВЛИЯЮЩИХ НА ХАРАКТЕРИСТИКИ ПЕНОБЕТОННОЙ СМЕСИ И ПЕНОБЕТОНА // Современные наукоемкие технологии. 2020. № 10. С. 108-113;URL: https://top-technologies.ru/ru/article/view?id=38263 (дата обращения: 03.07.2026).
DOI: https://doi.org/10.17513/snt.38263