



Выявление причин производственного брака в условиях длинных производственных цепочек с большим количеством операций и параметров продукции, что характерно для металлургического производства, при использовании традиционных методов анализа часто оказывается очень трудоемким, а иногда и невозможным. Переход к фазе «Индустриия 4.0» предусматривает внедрение новых информационных технологий, включающих повсеместную, в рамках всего жизненного цикла, в реальном масштабе времени датификацию продуктов и работы технологического оборудования, использование методов больших данных, прогнозирования процессов в реальном масштабе времени и т.п. Комплексное применение указанных технологий должно позволить трансформировать процессы управления качеством, снизить их трудоемкость, повысить качество анализа и определения мер, направленных на снижение брака.
Цель исследования: определение новых типовых бизнес-процессов управления качеством продукции металлургического предприятия и соответствующих регламентов работы персонала, основанных на сборе в реальном масштабе времени информации об изменении состояния продуктов и технологического оборудования в рамках всего производственного цикла, использовании методов больших данных, для анализа причин брака, прогнозирования брака единицы продукта в реальном масштабе времени. В качестве средств поддержки указанных процессов предполагается использовать модули не имеющей аналогов автоматизированной системы выпуска металлургической продукции (АС ВМП), предназначенные для слежения [1–2], контроля [3], имитационного моделирования, анализа [4–5] и выдачи рекомендаций по оптимизации полного цикла выпуска металлургической продукции в условиях «больших данных».
Существующими стандартами (ГОСТ Р ИСО 9001-2015) [6–7] введено понятие «Типы несоответствующей продукции» (брака). К несоответствующей продукции относятся: сырье и материалы, свойства и характеристики которых не соответствуют установленным требованиям; продукция на выходе из участков производственных цехов, не соответствующая требованиям технической документации; готовая продукция, испорченная в процессе хранения на складе; бракованная продукция, поступившая от клиентов. События, связанные с появлением брака, рассматриваются как инциденты, требующие реакции – выявления причин и возможного принятия мер по их дальнейшему недопущению или снижению процента в общем объеме выпущенной продукции. Несоответствующая продукция определяется на основе следующих данных [8]: результатов входного контроля качества сырья и материалов, используемых для производства продукции; промежуточного контроля; результатов контроля качества готовой продукции; данных о порче продукции на складе; результатов рассмотрения рекламаций клиентов к качеству продукции.
Мониторинг качества процессов производства обычно осуществляется в ходе регулярных совещаний по вопросам: контроля своевременности, полноты, результатов и качества выполнения работ процесса доставки продукции клиентам; устранения причин существующих и потенциальных несоответствий продукции и процессов деятельности и предупреждения их возникновения в дальнейшем.
По выявленным несоответствиям (инцидентам) проводятся корректирующие и предупреждающие действия (мероприятия). Указанные действия выполняются в следующих случаях: при поступлении рекламаций от заказчиков, относящихся к качеству продукции; по результатам анализа удовлетворенности потребителей; по результатам контроля и анализа качества работы поставщиков; при выпуске продукции несоответствующего качества; по результатам анализа выполнения планов производства продукции; по результатам анализа отказов и простоев в работе производственно-технологического оборудования; по результатам контроля выполнения требований регламентирующей документации.
Исходными данными для процесса совершенствования производства являются: статистические характеристики (параметры) качества единиц продукции (ЕП); диагностируемые инциденты и предложения по изменению и совершенствованию процессов; структура и параметры ЕП, производственных агрегатов, транспорта и персонала, задействованных в производственном процессе. Выходы процесса совершенствования – мероприятия и рекомендации по изменению (совершенствованию и улучшению) производственного процесса. Место процесса совершенствования в общем процессе производства показано на рис. 1.
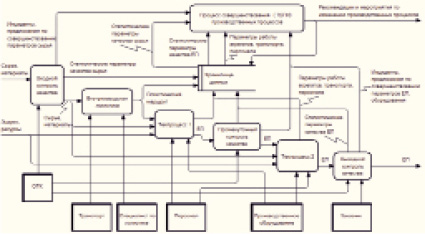
Рис. 1. Внешние связи процесса изменения (совершенствования) производства
В связи с различием структур и показателей эффективности выделено три наиболее сложных процесса управления качеством, для которых предлагаются типовые решения по изменению (совершенствованию): технологического процесса; логистического процесса; организационного (бизнес) процесса.
Частные цели каждого процесса могут быть определены следующим образом:
1) процесс совершенствования технологического процесса – повышение качества выпускаемой продукции;
2) процесс совершенствования логистического процесса – обеспечение своевременности, скорости, повышения гибкости и снижения затрат;
3) процесс совершенствования организационного (бизнес) процесса – ускорение реализации и повышение качества решений по совершенствованию и изменениям производства.
Предложены следующие режимы запуска изменений указанных процессов на предприятии: технологического процесса – не реже одного раза в неделю; логистического процесса – не реже двух раз в год; организационного (бизнес) процесса – не реже одного раза в квартал. Как следует из указанных сроков, рассматриваемые процессы направлены не только на управление текущими инцидентами, возникающими на производстве, но и на решение проблем, накопленных за время периода между запусками процесса.
Для поддержки типовых процессов совершенствования производства могут быть использованы следующие программные модули АС ВМП [9], реализующие технологию Big Data [1–2]:
1) конструктор запросов (КЗ) – для создания и выполнения запросов к хранилищу данных обо всех процессах и единицах продукции металлургического предприятия и визуализации полученных ответов;
2) модуль создания моделей производства (СМП) – для построения мультиагентных имитационных моделей технологических, логистических и бизнес-процессов предприятия на стороне веб-сервера, а также визуализации его функционирования;
3) модуль оптимизации процессов (ОПП) – для оптимизации процессов предприятия на стороне веб-сервера.
Регламентация типовых бизнес-процессов управления изменениями позволяет получить четкие, управляемые процессы, для которых указаны: цели, показатели и результаты бизнес-процесса; владелец бизнес-процесса, все исполнители процесса и их функции; входы-выходы и границы процесса, его взаимодействие с другими бизнес-процессами; условия запуска процесса; графическая диаграмма бизнес-процесса; подробное описание процесса: содержание каждой операции, исполнитель, требования к срокам, входящая и исходящая информация; документооборот по бизнес-процессу: все документы, используемые в бизнес-процессе, и совершаемые над ними действия.
Для представления решений по структурам процесса управления изменениями использована нотация BPMN [9]. На рис. 2 представлен типовой процесс управления изменениями технологического процесса (ТП). Типовые процессы управления изменениями логистики и организационных процессов построены аналогично.
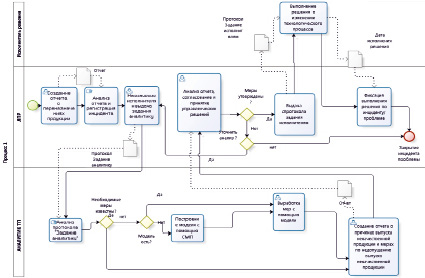
Рис. 2. Структура процесса управления изменениями ТП

Рис. 3. Форма отчета о переназначениях продукции
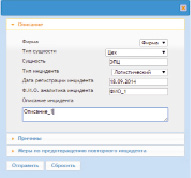
Рис. 4. Интерфейс описания инцидента
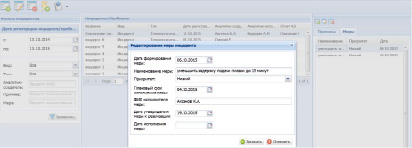
Рис. 5. Форма назначения исполнителей и сроков
Результатом проведенных исследований является автоматизация типовых регламентов изменений, использующих в качестве средств поддержки модули АС ВМП, адаптируемые к конкретным условиям производства. Учет инцидентов и мер программно реализован в АРМ Персонала АС ВМП, формы отчета о переназначениях продукции, инерфейса описания инцидента и назначения исполнителей и сроков приведены соответственно на рис. 3–5.
На рис. 6 показан вид трехмерной сцены мультиагентной модели конвертерного производства в подсистеме моделирования АС ВМП [10].
Рис. 6. Вид трехмерной сцены модели конвертерного производства
Основные функции АС ВМП (подсистема моделирования)
|
№ п/п |
Параметр |
Plant Simulation |
Simio |
AnyLogic |
АС ВМП |
|
1 |
Создание модели процессов предприятия |
||||
|
1.1 |
Аппарат систем массового обслуживания |
Да |
Да |
Да |
Да |
|
1.2 |
Мультиагентное моделирование |
Нет |
Да |
Да |
Да |
|
1.3 |
Экспертное моделирование |
Нет |
Нет |
Нет |
Да |
|
2 |
Оптимизация процессов предприятия |
||||
|
2.1 |
Планирование экспериментов |
Да |
Да |
Да |
Да |
|
2.2 |
Детальная статистика по заявкам (экземплярам), узким местам |
Нет |
Нет |
Нет |
Да |
|
2.3 |
Выдача рекомендаций по изменению процессов |
Да |
Нет |
Нет |
Да |
|
3 |
Работа с базой данных модели |
||||
|
3.1 |
Импорт и экспорт данных, результатов |
Да |
Только текстовый файл |
Да |
Да |
|
3.2 |
Открытый доступ к базе модели |
Нет |
Нет |
Да |
Да |
|
3.3 |
Поддержка БД Oracle |
Да |
Нет |
Да |
Да |
|
4 |
Интегрируемость СИМ с КИС предприятия |
||||
|
4.1 |
Встроенные программные помощники |
Нет |
Нет |
Да |
Да |
|
4.2 |
Обмен данными модели и КИС предприятия |
Да |
Только текстовый файл |
Да |
Да |
|
4.3 |
Работа с данными в реальном масштабе времени |
Нет |
Нет |
Нет |
Да |
|
5 |
Удобство интерфейса |
||||
|
5.1 |
Интерфейс пользователя (GUI / web) |
GUI |
GUI |
GUI |
web |
|
5.2 |
Интерфейс предметного специалиста |
Нет |
Да |
Нет |
Да |
Опытная эксплуатация и приёмочные испытания АС ВМП проводились на основе данных и реальных задач металлургического производства, предоставленных партнерами проекта (АО «Ай-Теко» и ООО «ДатаЦентрАвтоматика»). Так, в течение месяца опытной эксплуатации в хранилище данных АС ВМП поступила информация о 1428405 единицах продукции. Модули АС ВМП [11] проходят апробацию в ПАО «Северсталь». Ближайшими аналогами на мировом рынке являются следующие системы моделирования (таблица): Plant Simulation; Simio; AnyLogic.
Применение модулей АС ВМП повышает эффективность процессов управления изменениями сложных производственных процессов за счет предоставления оперативного доступа модели к реальным данным производства, когда количество состояний и параметров единиц продукции в жизненном цикле измеряется десятками и сотнями тысяч.
Заключение
В рамках проведенного исследования разработаны новые типовые регламенты управления качеством, основанные на применении модулей АС ВМП, обеспечивающие анализ больших объемов производственной информации и на его основе совершенствование сложных процессов металлургического предприятия: технологии, логистики и бизнес-процессов.
Работа выполнена в рамках договора № 02.G25.31.0055 (проект 2012-218-03-167) при финансовой поддержке работ Министерством образования и науки Российской Федерации.
Библиографическая ссылка
Аксенов К.А., Клебанов Б.И., Белан С.Б., Перескоков С.А. РЕАЛИЗАЦИЯ ТИПОВЫХ БИЗНЕС-ПРОЦЕССОВ УПРАВЛЕНИЯ КАЧЕСТВОМ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ МОДУЛЕЙ АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ ВЫПУСКА МЕТАЛЛУРГИЧЕСКОЙ ПРОДУКЦИИ // Современные наукоемкие технологии. 2018. № 12-1. С. 9-14;URL: https://top-technologies.ru/ru/article/view?id=37254 (дата обращения: 07.06.2026).