



На металлургическом предприятии могут применяться несколько различных технологических процессов, которые постоянно необходимо усовершенствовать, при этом прогресс может быть достигнут для каждой операции. Комбинация методов управления качеством выбирается для конкретного технологического процесса с учетом его особенностей. Поэтому актуальным является выбор различных методов управления качеством, используемых на различных этапах усовершенствования технологического процесса.
В данной работе осуществлен выбор методов управления качеством применительно к процессу производства проката сортового горячекатаного круглого. Новизна проведенного исследования заключается в разработке поэтапного совершенствования процесса производства проката, базирующегося на комбинации методов управления качеством и инструментов бережливого производства, наиболее рациональных для данного вида изделий [1].
Целью настоящего исследования является выбор наиболее рациональных методов управления качеством применительно к производству проката сортового горячекатаного круглого.
Задачи исследования – оценка потерь, возникающих в ходе производственного процесса изготовления металлопроката; анализ методов управления качеством и проблем при их внедрении; обоснование их выбора.
Материалы и методы исследования
Для совершенствования технологического процесса производства проката сортового горячекатаного круглого проведен анализ потерь, возникающих в ходе производства и реализации с использованием экспертной оценки. Степень выраженности каждого из факторов установлена по заранее выбранной шкале оценок [2, 3]. Определим виды потерь для процесса производства проката сортового горячекатаного круглого (рис. 1).
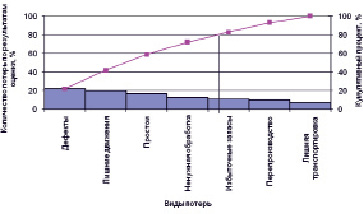
Рис. 1. Виды потерь производства проката сортового горячекатаного круглого
Таким образом, установлено, что в производственном процессе преобладают потери, связанные с производством дефектной продукции, лишними движениями сотрудников на рабочем месте, связанными с выбором инструментов и приспособлений, а также простоями в работе оборудования.
Необходимо предложить набор наиболее рациональных методов управления качеством для устранения выявленных видов потерь.
Результаты исследования и их обсуждение
Применим экспертную оценку для выбора методов управления качеством и совершенствования технологического процесса производства проката [3]. Результаты экспертной оценки методов управления процессами представлены на рис. 2. В составе экспертной комиссии приняли участие технологи, инженеры по качеству и метрологи в количестве семи человек одного из металлургических комбинатов Центрально-Черноземного района.
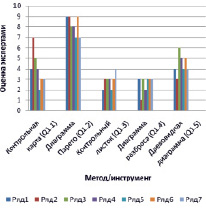
Рис. 2. Применение основных методов управления качеством и инструменты контроля качества
Анализ рисунка показал, что наиболее предпочтительными в данном случае являются: диаграммы Парето, контрольные карты, диаграмма разброса и древовидная диаграмма. Диаграмма Парето позволит выявить наиболее значимый вид дефектов проката; контрольные карты позволят осуществить статистическое управление процессами и своевременное определение необходимости разработки и внедрения корректирующих мероприятий; диаграмма разброса позволит определить взаимосвязь параметров технологического процесса и параметров качества продукции; древовидная диаграмма – для систематизации и детализации на различных уровнях показателей качества проката, наиболее значимых для потребителей.
С помощью древовидной диаграммы проведен детальный анализ технических требований к прокату и методов, используемых для их контроля. Данная диаграмма имеет древовидную структуру, элементами которой являются различные способы и методы контроля качества (рис. 3).
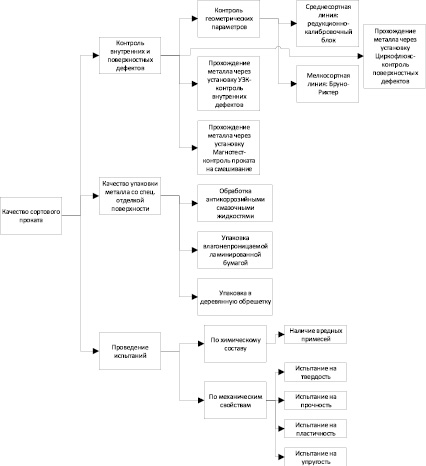
Рис. 3. Древовидная диаграмма качества проката сортового горячекатаного круглого
Анализ древовидной диаграммы показал, что для потребителей наиболее важными являются внутренние и поверхностные дефекты проката, определяемые в ходе визуального и инструментального контроля, а также в процессе ультразвукового и Магнотест-контроля.
С помощью контрольной карты проанализированы все этапы технологического процесса с целью выявления их статистической стабильности.
Метод контрольных карт представляет графический метод оценки степени статистической управляемости процесса с помощью сравнения отдельных статистических данных из групп выборок или подгрупп с контрольными границами. Преимущество контрольных карт заключается в том, что они просты в применении, общедоступны, нетрудоемки в обработке, легки в понимании, оценке и интерпретации. Контрольные карты обеспечивают наглядное представление данных и позволяют отличить изменения, присущие устойчивому процессу, от изменений, вызванных неслучайными причинами [4]. Кроме того, на график карт может наноситься любая переменная, исследуемая характеристика изделия или процесса. В работе выбран вид контрольной карты для качественных признаков: р – карта, в которой используется удельный вес бракованных изделий [5].
Долю бракованных изделий в генеральной совокупности в условиях контролируемого технологического процесса оценивают на основе большого числа выборок:
p = N/n,
где N – общее число изделий во всех выборках;
n – общее число изделий, подвергнутых контролю.
Результаты выборок штанг с дефектом «плена» для проката сортового горячекатаного круглого представлены в табл. 1.
Таблица 1
Результаты выборок штанг с дефектом «плена» проката сортового горячекатаного круглого
|
Номер выборки |
Число штанг с дефектом «плена», на каждые 150 штанг |
Номер выборки |
Число штанг с дефектом «плена», на каждые 150 штанг |
|
1 |
4 |
11 |
2 |
|
2 |
1 |
12 |
4 |
|
3 |
6 |
13 |
8 |
|
4 |
3 |
14 |
3 |
|
5 |
4 |
15 |
5 |
|
6 |
7 |
16 |
4 |
|
7 |
3 |
17 |
6 |
|
8 |
9 |
18 |
5 |
|
9 |
6 |
19 |
3 |
|
10 |
5 |
20 |
2 |
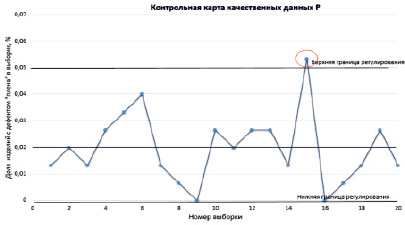
Рис. 4. Контрольная карта качественных данных по дефекту «плена» проката сортового горячекатаного круглого
Определены контрольные границы для аппроксимации биномиального распределения, используя нормальное распределение. По результатам расчета построена контрольная карта (рис. 4).
Анализ p-карты позволяет сделать вывод о том, что процесс производства проката сортового не находится в статистически устойчивом состоянии. Точка, соответствующая 15-й выборке, вышла за верхнюю контрольную границу, поэтому необходимо определить причину такого состояния и предпринять корректирующие и предупреждающие действия. В результате исследования было выявлено, что выход точки обусловлен нарушением температурного режима.
Для сбора данных при контроле, как по качественным, так и по количественным признакам, применяются контрольные листки, которые оформляются в виде бланков, заполняемых на рабочих местах при наступлении событий, учет которых ведется. Они служат для проверки определенных нормативных признаков, регистрации возникновения отдельных проблем (дефектов, поломок), отображения частоты наступления измеряемой величины в определенных пределах. В нашем случае контрольный листок заполнялся на наличие таких дефектов, как прокатная плена, раскатанная трещина, риска, закат, заусенец. Данный контрольный листок заполнялся с 1 декабря 2017 г. по 7 декабря 2017 г. (табл. 2).
Таблица 2
Контрольный листок по видам дефектов проката сортового горячекатаного круглого
|
ГОСТ 1050-2013 |
Контрольный листок по видам дефектов |
|
|
Предприятие: АО ОЭМК Цех: СПЦ-2 Участок: отделки вне потока |
Изделие: прокат сортовой горячекатаный круглый Операция: приемочный контроль Контролер: А.В. Калинина |
Количество штанг |
|
Типы дефектов |
Данные контроля |
ИТОГО |
|
Прокатная плена |
/// ///// // / /// ///// / |
20 |
|
Раскатанная трещина |
// /// / / / |
8 |
|
Риска |
// //// //// /// // |
15 |
|
Закат |
/ |
1 |
|
Заусенец |
// /// //// /// |
12 |
|
Прочие |
//// |
4 |
|
Всего |
//////////////////////////////////////////////////////////// |
60 |
С помощью диаграммы Парето (рис. 5) установлены основные причины возникновения дефектов прокатной продукции – «плены»: раскатка рванин, глубокая зачистка дефектов, грубое механическое травмировние.
Анализ проведен экспертным методом, в результате сформирована таблица (табл. 3).
Таблица 3
Виды дефектов
|
№ п/п |
Причины дефектов |
Число несоответствий |
Кумулятивный процент несоответствий, % |
|
1 |
Раскатка рванин |
69 |
56,56 |
|
2 |
Глубокая зачистка дефектов |
32 |
82,79 |
|
3 |
Грубое механическое травмировние |
11 |
91,80 |
|
4 |
Некачественная огневая зачистка |
5 |
95,90 |
|
5 |
Прочие |
5 |
100 |
Согласно ГОСТ 21014-88 «Прокат черных металлов. Термины и определения дефектов поверхности» рванина представляет собой дефект поверхности в виде раскрытого разрыва, расположенного поперек или под углом к направлению наибольшей вытяжки металла при прокатке или ковке, образовавшийся вследствие пониженной пластичности металла. Основной причиной появления рванин является неправильный режим нагрева исходной заготовки.
Для выявления взаимосвязи между поверхностными дефектами проката и технологическими режимами построена диаграмма разброса, для построения которой взята конкретная марка стали, определены необходимые режимы нагрева исходной заготовки перед прокаткой: выбрана подшипниковая сталь ШХ15-ПВ. Данная марка стали нагревается по четвертому режиму в печах нагрева. Максимальная температура для этого режима 1230 °С. Проверим зависимость появления прокатных «плен» от температуры нагрева с помощью диаграммы разброса, которая представлена на рис. 6.
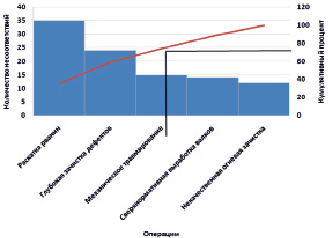
Рис. 5. Диаграмма Парето по причинам возникновения дефекта «плена»
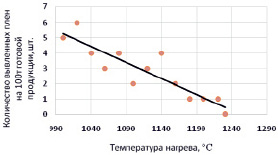
Рис. 6. Диаграмма рассеяния
Анализ полученной диаграммы позволяет сделать следующий вывод о том, что между анализируемыми переменными наблюдается тесная взаимосвязь. Количественная оценка тесноты связи определена при помощи корреляционного анализа, коэффициент линейной корреляции rху = 0,8718.
Выводы
Таким образом, наиболее предпочтительными для анализа производственного процесса изготовления проката сортового горячекатаного являются такие выбранные методы и инструменты управления качеством, как древовидная диаграмма, контрольная карта, контрольный листок, диаграмма Парето, диаграмма рассеяния. Все используемые методы управления качеством обеспечивают устранение причин выявленных потерь продукции в производственном процессе.
Библиографическая ссылка
Калинина А.В., Дворянинова О.П., Клейменова Н.Л., Назина Л.И., Орловцева О.А. ОБОСНОВАНИЕ ВЫБОРА КОМБИНАЦИИ МЕТОДОВ УПРАВЛЕНИЯ КАЧЕСТВОМ ПРИ ПРОИЗВОДСТВЕ ПРОКАТА СОРТОВОГО ГОРЯЧЕКАТАНОГО КРУГЛОГО // Современные наукоемкие технологии. 2018. № 10. С. 38-43;URL: https://top-technologies.ru/ru/article/view?id=37191 (дата обращения: 04.07.2026).