



Механическое брикетирование твердых бытовых отходов (ТБО) является одним из основных методов уменьшения их объёма с целью более рационального использования автомобильного транспорта, перевозящего отходы к местам их утилизации и складирования. Брикетирование не только уменьшает объём отходов, но и в ряде случаев повышает рациональность использования полигонов [1].
На перерабатывающих предприятиях процесс брикетирования происходит в 4 стадии прессования ТБО в горизонтальном прессе под давлением до 20 МПа с увеличением плотности материала от 190 кг/м3 до 1100–1200 кг/м3, без предварительной сортировки, и в качестве вынужденной меры – армированной обвязки 4–5 рядами армированной проволоки. В процессе брикетирования изменяется форма и размер дисперсного материала, каким является ТБО, также из него удаляется избыточная влага до 65 %.
Брикетирование ТБО представляет собой сложный физико-механический процесс взаимодействия разобщенных твердых частиц. Структура брикетов образуется путем непосредственных контактов разнодисперсных фракций между собой или через прослойки связующих и влаги за счет прилагаемых усилий прессования. При брикетировании плоским торцом пуансона дисперсных материалов ТБО в замкнутой форме давление в брикете из-за внешнего контактного трения снижается от пуансона к поддону (стенке) матрицы [1]. Формирование структуры брикетов с введением связующего следует рассматривать как один из видов связывания (сцепления) твёрдых фракций ТБО с помощью связующего (адгезивов).
Процесс прессования происходит в специальной пресс-форме, с открытыми торцевыми гранями, обычно поперек волокон. Учитывая, что размер длинной стороны образца во много раз превосходит его поперечные размеры, полагая, что вдоль оси x3 – распределение нагрузки в зоне контакта пресса и образца практически равномерно, будем считать реализованным состояние плоской деформации. Материал предполагается ортотропным, главные оси анизотропии параллельны осям координат. Температура образца не изменяется в процессе прессования. Деформации вдоль длинной оси образца считаются пренебрежимо малыми.
Технология брикетирования со связующим веществом должна учитывать физико-механические свойства компонентов морфологического состава ТБО (табл. 1), взаимодействие частиц между собой и со связующим веществом, а также заданные свойства готовых брикетов [2].
Цель работы заключается в нахождении оптимального связующего вещества и разработке методики безобвязочного брикетирования ТБО с применением (добавлением) связующего вещества.
Одним из ключевых вопросов в технологии брикетирования является выбор связующего вещества, в большей степени зависящий от морфологического состава ТБО (табл. 1), фракционного состава (табл. 2), влажности (табл. 3) физико-механических свойств компонентов, а также включает операции дозирования, смешивания компонентов ТБО, активации связующего и уплотнения ТБО.
Исходя из данных, приведённых в табл. 1, морфологический состав ТБО в основном не изменяется на протяжении всего года. Из этого следует, что на протяжении всего года технологическая линия процесса брикетирования ТБО с добавлением связующего вещества не нуждается в дополнительных изменениях, вызванных сменой сезонов.
Таблица 1
Морфологический состав ТБО по сезонам, % по массе
|
Материал |
состав ТБО % |
Химический состав |
Формула |
|||
|
Зима |
Весна |
Лето |
Осень |
|||
|
Бумага, картон |
32…35 |
30…32 |
22…26 |
26…30 |
Целлюлоза |
[С6Н7О2(OH)3]n |
|
Кости |
1…2 |
1…2 |
1…2 |
1…2 |
Гидроксилапатит |
Ca10(PO4)6(OH)2 |
|
Коллаген (белок) |
C40H62N10O12 |
|||||
|
Пищевые отходы |
32…35 |
35…40 |
40…43 |
45…49 |
Белки |
C40H62N10O12 |
|
Стекло |
4…6 |
2…3 |
2…3 |
2…3 |
Стекло |
Na2O·CaO·6SiO2 |
|
Металл |
3,5–5,5 |
3,5–5,5 |
2,5–4,5 |
2,5–4,5 |
Металлы |
Fe, Al, Cu, Zn |
|
Керамика и камни |
1…3 |
0,5…1 |
1 |
1 |
Алюмосиликатная керамика |
SiO2-А12О3 |
|
Пластмассы |
3…4 |
3…4 |
3…6 |
3…6 |
Полиэтилен |
(—CH2—CH2—)n |
|
Кожа и резина |
1 |
0,5…1 |
1 |
1 |
Изопреновые каучуки |
(—C5H8—)n |
|
Текстиль |
3…5 |
3…5 |
3…5 |
3…5 |
Полиэстер |
(C10H8O4)n |
|
Хлопок |
[С6Н7О2(OH)3]n |
|||||
|
Дерево |
1…2 |
1…2 |
1…2 |
1…2 |
Целлюлоза |
[С6Н7О2(OH)3]n |
|
Отсев |
4…6 |
5…7 |
4…6 |
6…8 |
– |
– |
Таблица 2
Ориентировочный фракционный состав ТБО, % по массе
|
Компоненты ТБО |
Размер фракций, мм |
ИТОГО |
|||||
|
> 250 |
250–200 |
200–150 |
150–100 |
100–50 |
< 50 |
||
|
Бумага офисная, А |
1,67 1,245 0,835 |
1,5 1,11 0,76 |
3,01 2,24 1,5 |
4,71 3,5 2,35 |
3,35 2,49 1,67 |
1,52 1,13 0,76 |
35,35 |
|
Картон, Б |
|||||||
|
Бумага газетная, В |
|||||||
|
Пищевые отходы |
0,00 |
0,00 |
0,79 |
5,00 |
10,14 |
19,00 |
36,03 |
|
Дерево, листья |
0,40 |
0,12 |
0,24 |
0,28 |
0,58 |
0,26 |
1,89 |
|
Металлы: черный |
0,00 |
0,53 |
0,27 |
0,92 |
1,60 |
0,74 |
4,07 |
|
цветной |
0,00 |
0,04 |
0,26 |
0,08 |
0,15 |
0,00 |
0,53 |
|
Кости |
0,00 |
0,00 |
0,00 |
0,19 |
0,44 |
0,60 |
1,23 |
|
Кожа, резина |
0,00 |
0,30 |
0,10 |
1,20 |
0,72 |
0,10 |
2,43 |
|
Текстиль |
0,53 |
0,76 |
0,63 |
0,71 |
0,83 |
0,29 |
3,31 |
|
Стекло |
0,00 |
0,11 |
0,05 |
0,56 |
1,49 |
1,02 |
3,24 |
|
Камни, керамика |
0,00 |
0,00 |
0,00 |
0,48 |
0,94 |
0,95 |
2,36 |
|
Полимерные материалы |
0,07 |
0,57 |
0,65 |
1,22 |
1,29 |
0,52 |
4,32 |
|
Отсев менее 50 мм |
0,07 |
0,10 |
0,13 |
0,20 |
0,13 |
5,72 |
6,36 |
|
ИТОГО |
4,82 |
5,46 |
9,86 |
21,41 |
25,83 |
32,62 |
100,00 |
Таблица 3
Влажность компонентов отходов по сезонам года, % по массе
|
ТБО |
весна |
лето |
осень |
зима |
среднее |
|
Бумага |
25,0 |
21,0 |
25,0 |
32,0 |
26,0 |
|
Пищевые отходы |
70,0 |
56,0 |
70,0 |
80,0 |
69,0 |
|
Дерево |
25,0 |
10,0 |
25,0 |
30,0 |
22,5 |
|
Металл |
0,8 |
0,6 |
0,8 |
1,2 |
0,9 |
|
Стекло |
0,8 |
0,6 |
0,8 |
1,2 |
0,9 |
|
Кости |
25,0 |
18,6 |
25,0 |
27,0 |
23,9 |
|
Кожа, резина |
3,0 |
0,3 |
3,0 |
11,0 |
4,3 |
|
Текстиль |
25,0 |
13,0 |
25,0 |
35,0 |
25,0 |
|
Камни |
3,0 |
1,0 |
3,0 |
5,0 |
3,0 |
|
Прочие |
5,0 |
1,0 |
5,0 |
10,0 |
5,3 |
|
Отсев менее 15 мм |
27,7 |
17,3 |
27,7 |
43,2 |
29,0 |
Фракции ТБО не одноразмерны – их размер варьируется от 0 до 250 мм и более, данные приведены в табл. 2.
Анализ показал, что наиболее приемлемыми (оптимальными) являются материалы крупностью 0–50 мм, так как наличие в сырье крупных фракций приводит к образованию структуры брикетов с большими пустотами, которые необходимо заполнить связующим.
Та же основное количество «твёрдых» фракций ТБО, исключая пищевые отходы, имеет размер от 50 до 150 мм. В процессе прессования таких частей ТБО плоским пуансоном в брикете образуются пустоты, по причине отсутствия контакта фаз между частями ТБО. Это явление уменьшает его малоцикловую усталость, что оказывает негативное воздействие на прочность брикета, при применении к нему механических нагрузок плоским торцом пуансона. Из этого следует, что брикет при погрузке, разгрузке и транспортировке будет разваливаться на части. Чтобы предотвратить этот процесс, в брикет вводится связующее вещество, которое заполняет пустоты, а также связывает части ТБО, не давая ему рассыпаться (развалиться).
Свойства ТБО изменяются не только от морфологического состава, фракционного состава, но и от влажности. Влажность бытовых отходов (табл. 3) зависит от соотношения содержащихся в них основных компонентов – бумаги и пищевых отходов – и их влажности, а также от воздействия атмосферных воздействий (дождь, снег).
Повышенная влажность (> 40 %) оказывает сильное влияние на результирующую плотность ТБО.
При брикетировании ТБО пищевые и бумажные отходы с диаметром фракции до 50 мм проявляют свойства связующего, но недостаточно скрепляющего остальные фракции. При достижении 55 % влажности происходит растекание фракций ТБО. Средняя влажность ТБО составляет 60 %, в результате между циклами брикетирования образуются пустоты по причине отсутствия контакта фаз между частями ТБО. Вследствие чего брикет разрушается при погрузке и транспортировке, если он не проходит стадию обвязки [3].
Проанализировав изменения морфологического состава ТБО, вычислив средний размер фракций ТБО, а также определив среднюю влажность ТБО можно сделать следующий вывод: мощностных характеристик прессов без введения связующего, производящих давление в 20 МПа, не хватает для полного сжатия фракций ТБО (50–150 мм), а повышенная влажность (60 %) способствует растеканию мелких фракций ТБО (бумага и пищевые отходы), в результате чего образуются пустоты.
Был проведен анализ связующих веществ, используемых в промышленности, для сцепления отдельных фракций, таких как бумага, картон, текстиль, пластмассы, полимеры и в производстве горноугольной промышленности.
В различных отраслях промышленности находят применение множество связующих веществ (для пластмассы – жидкое стекло, для бумаги – клеи, для текстиля – латекс, в горной промышленности – битумы и гудроны).
Связующее вещество для брикетирования должно удовлетворять ряду существенных требований:
- обладать хорошей связующей способностью и придавать брикетам достаточную прочность при их небольшом расходе;
- иметь хорошие спекающие свойства и придавать брикетам необходимую термическую устойчивость при горении;
- быть устойчивым к влаге;
- быстро затвердевать и придавать брикетам устойчивость в летнее время года;
- быть безвредным как при производстве брикетов, так и при их употреблении;
- быть недорогим и не усложнять процесс брикетирования;
- быть недефицитным и применяться при малом расходе.
В процессе брикетирования создаются условия, не удовлетворяющие образованию необходимой адгезии связующих веществ на водной основе или на растворителях, высыхающих веществ, отвердевающих при химической реакции, полимеров и сополимеров.
Из-за необходимости наличия дополнительного оборудования невозможно использовать горячие расплавы, термопластики, вещества, термостабилизирующиеся при нагревании, и растворимое стекло.
По экономическому и физико-механическому критерию оставшиеся связующие вещества (битум, песко-бетонная смесь и силиконовые компаунды) подходят для дальнейших лабораторных экспериментов.
Исследования по брикетированию ТБО проводились с использованием следующих связующих веществ:
- горячие расплавы;
- ССБ;
- песко-бетонная смесь;
- битумы;
- силиконовые компаунды.
Анализ проводился по свойствам адгезии, когезии, влажности и необходимости в дополнительных стадиях и показал, что при добавлении битума и песко-бетонной смеси в качестве связующего вещества в брикет ТБО достигается наибольшая прочность брикета, равная 3800–4400 кПа.
Необходимо использовать связующее, которое не будет разбавляться выделяющейся при брикетировании влагой и будет проникать в тело брикета при брикетировании. Предложено применять вязко-пластичные вещества. Такими связующими веществами является песко-бетонная смесь и битум.
Добавление связующего вещества между стадиями брикетирования позволяет заполнить образующиеся пустоты. Также связующее вещество проникает в тело брикета, пропитывая и укрепляя его изнутри. Благодаря этому у полученного брикета динамической прочности не требуется армирование его железной нитью [4].
Полученные зависимости прочности брикета от расхода связующего приведены на рисунке. С целью проверки повторяемости полученных данных изготавливалось по пять брикетов на каждую экспериментальную точку. Значения прочности брикетов сходились в пределах 3 %.
Прослеживается общая тенденция для всех связующих: с увеличением расхода связующего прочность брикета растет по экспоненте до определенного максимума – 4200–4400 кПа. Дальнейшее увеличение расхода связующего нецелесообразно, так как не дает существенного прироста прочности, а еще большее увеличение расхода приведет к снижению прочности из-за проявления пластифицирующих свойств связующего. В связи с этим целесообразно выбирать оптимальный расход связующего (9 %), руководствуясь необходимой и достаточной прочностью брикета и экономическими затратами на его изготовление [5].
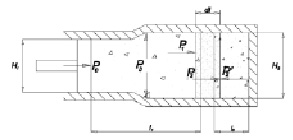
Схема проникновения связующего вещества в ТБО при брикетировании: Р0 – давление пуансона на первую порцию ТБО; Р1 – давление на связующее; Р2 – давление, оказываемое на вторую порцию ТБО; Р3 – давление на стенки пресс-камеры; Р’2 – давление на связующее первой порцией ТБО; H2 – высота прессующей камеры; l1 – длина прессующей камеры; l2 – длина связующего; dl – глубина проникновения связующего в ТБО
На рисунке представлена схема проникновения связующего вещества в ТБО при брикетировании плоским торцом пуансона.
Связующее вещество засыпается (добавляется) между стадиями брикетирования ТБО. Пуансон оказывает давление на вторую порцию ТБО, равное Р0, на связующее вещество Р1 и на вторую порцию Р2. Также вторая порция ТБО давит на стенки пресс-камеры Р3. Сбрикетированная первая порция ТБО оказывает давление Р’2 на связующее вещество. Под оказываемыми давлениями Р2 и Р’2 связующее вещество проникает в сбрикитерованные ТБО и брикетируемые ТБО, где Р1 = Р0 – dР1 – dР3, Р2 = Р1 – dР2, Р3 = Р0 – dР3.
По ориентировочным данным, расход связующего вещества составляет 7 % от массы брикета, что в пересчёте на массу связующего будет равняться 80 кг на 1 брикет ТБО, чтоне значительно меняет конечный вес продукта (брикета).
Добавление связующего вещества в процесс брикетирования улучшает прочностные характеристики брикета ТБО [6]. Это достигается тем, что связующее вещество проникает в образующиеся пустоты, заполняя их и связывая фракции ТБО между собой. При введении связующего вещества необходимость в обвязке брикета отпадает. Полученный брикет не теряет своих прочностных характеристик и не разрушается в процессе погрузки на автотранспорт и транспортировки на полигон.
Библиографическая ссылка
Владимиров С.Н., Ермакова Л.С., Патрикеев И.А. ПРИМЕНЕНИЕ СВЯЗУЮЩЕГО ВЕЩЕСТВА В БЕЗОБВЯЗОЧНОМ БРИКЕТИРОВАНИИ ТБО // Современные наукоемкие технологии. 2016. № 10-2. С. 238-242;URL: https://top-technologies.ru/ru/article/view?id=36312 (дата обращения: 07.07.2026).