


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
MODELING OF A MULTIPHASE QUEUEING SYSTEM FOR ROBOTIC COMPLEXES WITH ADAPTIVE QUALITY CONTROL

Введение
Современная промышленность переходит к гибкому автоматизированному производству с широким внедрением робототехнических комплексов (инвестиции «АвтоВАЗа» – свыше 12 млрд руб., «Камаза» – более 500 роботов). Эффективность таких систем, представляющих собой многофазные системы массового обслуживания (СМО) со станциями контроля, зависит от баланса между тщательностью проверки и пропускной способностью.
В многофазных робототехнических системах с распределенными узлами контроля возникает конфликт: увеличение времени контроля повышает вероятность обнаружения дефектов, но снижает производительность [1–3]. Традиционные подходы к проектированию таких систем не учитывают нелинейные эффекты и пороговые явления [4–6].
Анализ литературных источников показывает ограничения существующих моделей: упрощенное представление операций контроля, отсутствие учета адаптивных характеристик фильтров отбраковки и недостаточное внимание к пороговым эффектам [7; 8].
Цель исследования – разработка имитационной модели и методики выбора параметров времени контроля, обеспечивающих минимизацию вероятности отказа в многофазных робототехнических системах с адаптивными фильтрами качества.
Для достижения этой цели решаются следующие задачи: разработка имитационной модели многофазной СМО с фильтрами контроля качества, проведение экспериментов по анализу влияния времени контроля на вероятность отказа, выявление критических порогов времени контроля для различных интенсивностей входного потока и процентов браковки, а также разработка практических рекомендаций для настройки робототехнических систем.
Материалы и методы исследования
Для проведения исследований была использована оригинальная программа для ЭВМ «Многофазная система массового обслуживания с адаптивными фильтрами», официально зарегистрированная в реестре программ для ЭВМ (свидетельство о государственной регистрации № 25556 от 30.10.2025) [9]. Данный программный комплекс, реализованный на языке Python с использованием библиотек tkinter, matplotlib, numpy и pandas, позволяет проводить комплексный анализ системы и визуализацию результатов в режиме реального времени. Использование запатентованного программного обеспечения гарантирует воспроизводимость результатов и подтверждает новизну примененного алгоритмического подхода.
Математическая модель многофазной системы массового обслуживания с адаптивными фильтрами контроля качества формализована в виде кортежа параметров
S = ⟨λ, M, K, Q, p, τ⟩,
где λ представляет интенсивность входящего потока заявок, М – матрицу интенсивностей обслуживания каналов различных фаз, К – вектор количества каналов в каждой фазе, Q – вектор максимальных длин очередей, p – вероятность отбраковки на фильтре контроля качества, а τ – время операции контроля, выраженное как процент от среднего времени обслуживания. Поведение системы описывается системой уравнений баланса интенсивностей потоков между фазами, где каждая последующая фаза получает поток, уменьшенный на вероятность отбраковки и вероятность отказа предыдущей фазы. Вероятность отказа системы в модели оценивается как единица минус произведение вероятностей принятия заявок на всех фазах. Вероятность простоя, в свою очередь, оценивается как отношение суммарного времени простоя всех элементов системы к общему потенциальному времени их работы за период моделирования. Представленная на рис. 1 схема визуализирует архитектуру моделируемой системы, где входной поток с интенсивностью λ последовательно проходит через две фазы обслуживания с межфазными фильтрами контроля качества. Каждая фаза содержит по два канала обслуживания с интенсивностями μ₁ и μ₂ соответственно, очереди ограниченной длины и фильтры контроля качества с вероятностью браковки p и временем контроля τ. Межфазные фильтры обеспечивают удаление бракованных изделий после каждой фазы обработки, что позволяет минимизировать затраты на дальнейшую обработку дефектной продукции [10, с. 45–60].
Для реализации модели был разработан дискретно-событийный алгоритм, обрабатывающий четыре типа событий: поступление заявки, генерируемое по экспоненциальному закону с параметром λ; обработка на фильтре контроля качества длительностью τ×t_обслуживания; обслуживание в канале с длительностью, распределенной по экспоненциальному закону с параметром μ; и переход между фазами через межфазные фильтры.
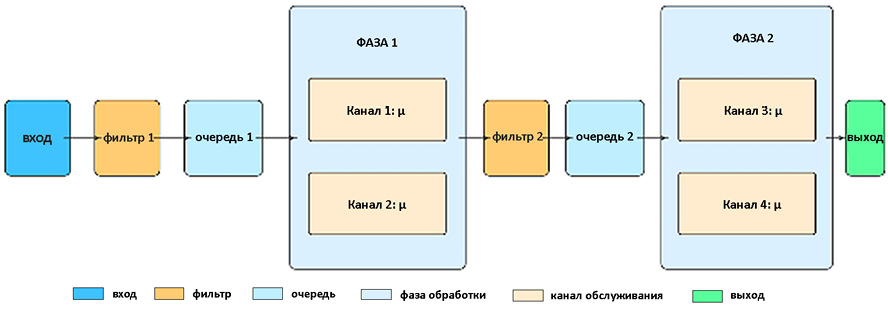
Рис. 1. Схема многофазной системы массового обслуживания с адаптивными фильтрами контроля качества Примечание: составлен авторами по результатам моделирования
Особенностью алгоритма является точный учет времени занятости каждого элемента системы и корректная обработка очередей с использованием структур данных типа двусторонней очереди (deque), обеспечивающей добавление и извлечение элементов с обоих концов за константное время и, следовательно, эффективное моделирование операций поступления и ухода заявок [11, 12].
Программная реализация выполнена на Python 3.12 с использованием библиотек numpy для генерации случайных величин и статистических расчетов, matplotlib для визуализации результатов, pandas для обработки и экспорта данных, а также tkinter для создания интерактивного графического интерфейса. Архитектура программного комплекса включает модули управления моделированием, анализа результатов, визуализации и экспорта данных, что позволяет проводить комплексные исследования с оперативным получением результатов [13, 14].
Параметры исследования были определены таким образом, чтобы обеспечить верификацию модели и анализ пороговых эффектов в широком диапазоне условий. Время моделирования, 200 000 единиц времени, обеспечивает достижение стационарного режима работы системы и достаточную для данного исследования точность результатов. Интенсивность входного потока варьировалась от 1 до 17 с шагом 2, что охватывает режимы от низкой до экстремально высокой нагрузки системы. Исследовались два сценария вероятности браковки – 10 и 20 %, отражающие практические диапазоны производственных систем. Время отбраковки задавалось в пределах от 0 до 150 % среднего времени обслуживания с шагом 5 %. Такой режим варьирования параметра позволил оценить его влияние на ключевые вероятностные показатели системы. Авторы анализировали систему с двумя фазами, двумя каналами в каждой фазе и очередью максимальной длиной 5 заявок, что отражает типичную структуру робототехнических линий в промышленности.
Модель была проверена на корректность: при увеличении продолжительности моделирования значения показателей сходятся, а потоки между фазами остаются сбалансированными. Расчетные данные, полученные по имитационной модели, согласуются с теоретическими результатами для ряда частных случаев, приведенных в работе, многократные прогоны демонстрируют устойчивость основных характеристик. Табличные данные с вероятностями отказа при различных наборах параметров отчетливо отражают наличие пороговых эффектов, которые далее анализируются более подробно.
Результаты исследования и их обсуждение
Проведенные вычислительные эксперименты показали, что время отбраковки и интенсивность входного потока совместно определяют величину вероятности отказа системы. В исследовании рассмотрены два уровня брака продукции – 10 и 20 %, что соответствует типичным диапазонам жесткости контроля качества на промышленных предприятиях.
Анализ системы с вероятностью браковки 10 %
В табл. 1 видно четкие пороги. При слабой нагрузке (λ = 1–5) вероятность отказа принимает значения на уровне 0,189–0,191, почти не зависят от времени отбраковки – запас мощности большой, контроль можно растягивать без потерь.
Таблица 1
Вероятность отказа системы Р_отк при вероятности браковки 10 %
|
Время контроля |
0 % |
5 % |
10 % |
15 % |
20 % |
25 % |
30 % |
35 % |
40 % |
45 % |
50 % |
55 % |
60 % |
65 % |
70 % |
75 % |
|
λ = 1 |
0,189 |
0,190 |
0,189 |
0,191 |
0,190 |
0,190 |
0,189 |
0,190 |
0,191 |
0,189 |
0,192 |
0,191 |
0,190 |
0,189 |
0,190 |
0,190 |
|
λ = 3 |
0,190 |
0,191 |
0,190 |
0,190 |
0,190 |
0,190 |
0,190 |
0,191 |
0,191 |
0,191 |
0,191 |
0,192 |
0,194 |
0,194 |
0,196 |
0,197 |
|
λ = 5 |
0,191 |
0,191 |
0,190 |
0,191 |
0,191 |
0,191 |
0,191 |
0,193 |
0,196 |
0,199 |
0,203 |
0,210 |
0,218 |
0,229 |
0,241 |
0,253 |
|
λ = 7 |
0,197 |
0,197 |
0,197 |
0,197 |
0,197 |
0,199 |
0,202 |
0,207 |
0,217 |
0,230 |
0,247 |
0,267 |
0,291 |
0,316 |
0,342 |
0,369 |
|
λ = 9 |
0,237 |
0,237 |
0,238 |
0,237 |
0,238 |
0,240 |
0,245 |
0,254 |
0,270 |
0,293 |
0,323 |
0,357 |
0,390 |
0,423 |
0,456 |
0,485 |
|
λ = 11 |
0,323 |
0,323 |
0,323 |
0,323 |
0,322 |
0,323 |
0,327 |
0,334 |
0,351 |
0,378 |
0,411 |
0,448 |
0,483 |
0,517 |
0,546 |
0,574 |
|
λ = 13 |
0,414 |
0,415 |
0,414 |
0,414 |
0,413 |
0,414 |
0,416 |
0,422 |
0,434 |
0,457 |
0,490 |
0,526 |
0,558 |
0,588 |
0,615 |
0,639 |
|
λ = 15 |
0,490 |
0,490 |
0,490 |
0,490 |
0,490 |
0,490 |
0,491 |
0,495 |
0,504 |
0,524 |
0,554 |
0,586 |
0,616 |
0,642 |
0,666 |
0,687 |
|
λ = 17 |
0,549 |
0,550 |
0,550 |
0,549 |
0,549 |
0,549 |
0,550 |
0,553 |
0,560 |
0,579 |
0,605 |
0,634 |
0,661 |
0,684 |
0,705 |
0,723 |
|
Время контроля |
75 % |
80 % |
85 % |
90 % |
95 % |
100 % |
105 % |
110 % |
115 % |
120 % |
125 % |
130 % |
135 % |
140 % |
145 % |
150 % |
|
λ = 1 |
0,190 |
0,189 |
0,190 |
0,191 |
0,189 |
0,190 |
0,191 |
0,191 |
0,190 |
0,191 |
0,190 |
0,190 |
0,190 |
0,191 |
0,191 |
0,191 |
|
λ = 3 |
0,197 |
0,200 |
0,203 |
0,206 |
0,210 |
0,215 |
0,220 |
0,226 |
0,233 |
0,241 |
0,249 |
0,258 |
0,268 |
0,278 |
0,289 |
0,300 |
|
λ = 5 |
0,253 |
0,270 |
0,286 |
0,304 |
0,323 |
0,344 |
0,363 |
0,383 |
0,402 |
0,422 |
0,441 |
0,458 |
0,477 |
0,493 |
0,510 |
0,525 |
|
λ = 7 |
0,369 |
0,396 |
0,424 |
0,448 |
0,473 |
0,496 |
0,518 |
0,538 |
0,557 |
0,574 |
0,591 |
0,606 |
0,620 |
0,633 |
0,646 |
0,658 |
|
λ = 9 |
0,485 |
0,513 |
0,539 |
0,563 |
0,585 |
0,604 |
0,622 |
0,639 |
0,654 |
0,668 |
0,681 |
0,693 |
0,704 |
0,715 |
0,725 |
0,734 |
|
λ = 11 |
0,574 |
0,599 |
0,620 |
0,641 |
0,659 |
0,675 |
0,690 |
0,704 |
0,716 |
0,728 |
0,739 |
0,749 |
0,758 |
0,767 |
0,775 |
0,782 |
|
λ = 13 |
0,639 |
0,660 |
0,679 |
0,695 |
0,711 |
0,725 |
0,738 |
0,750 |
0,760 |
0,770 |
0,779 |
0,788 |
0,795 |
0,803 |
0,809 |
0,816 |
|
λ = 15 |
0,687 |
0,705 |
0,721 |
0,736 |
0,750 |
0,761 |
0,773 |
0,783 |
0,792 |
0,801 |
0,808 |
0,816 |
0,822 |
0,829 |
0,835 |
0,840 |
|
λ = 17 |
0,723 |
0,740 |
0,754 |
0,767 |
0,779 |
0,790 |
0,799 |
0,808 |
0,816 |
0,824 |
0,831 |
0,837 |
0,843 |
0,849 |
0,854 |
0,859 |
Примечание: составлена авторами по результатам вычислительных экспериментов.
Таблица 2
Вероятность отказа системы Р_отк при вероятности браковки 20 %
|
Время контроля |
0 % |
5 % |
10 % |
15 % |
20 % |
25 % |
30 % |
35 % |
40 % |
45 % |
50 % |
55 % |
60 % |
65 % |
70 % |
75 % |
|
λ = 1 |
0,359 |
0,359 |
0,360 |
0,359 |
0,361 |
0,361 |
0,359 |
0,357 |
0,362 |
0,362 |
0,361 |
0,360 |
0,359 |
0,362 |
0,360 |
0,360 |
|
λ = 3 |
0,359 |
0,359 |
0,360 |
0,360 |
0,359 |
0,360 |
0,361 |
0,360 |
0,360 |
0,361 |
0,362 |
0,360 |
0,361 |
0,362 |
0,364 |
0,365 |
|
λ = 5 |
0,360 |
0,360 |
0,360 |
0,360 |
0,360 |
0,360 |
0,361 |
0,363 |
0,363 |
0,367 |
0,369 |
0,375 |
0,381 |
0,388 |
0,397 |
0,409 |
|
λ = 7 |
0,361 |
0,360 |
0,361 |
0,361 |
0,362 |
0,363 |
0,365 |
0,370 |
0,378 |
0,387 |
0,400 |
0,416 |
0,435 |
0,454 |
0,476 |
0,498 |
|
λ = 9 |
0,369 |
0,369 |
0,369 |
0,369 |
0,370 |
0,374 |
0,380 |
0,391 |
0,408 |
0,430 |
0,455 |
0,483 |
0,511 |
0,539 |
0,565 |
0,590 |
|
λ = 11 |
0,400 |
0,400 |
0,400 |
0,400 |
0,401 |
0,406 |
0,415 |
0,431 |
0,457 |
0,489 |
0,521 |
0,554 |
0,584 |
0,612 |
0,638 |
0,660 |
|
λ = 13 |
0,456 |
0,456 |
0,455 |
0,456 |
0,456 |
0,459 |
0,467 |
0,485 |
0,514 |
0,548 |
0,583 |
0,616 |
0,644 |
0,670 |
0,691 |
0,712 |
|
λ = 15 |
0,517 |
0,517 |
0,517 |
0,516 |
0,517 |
0,519 |
0,524 |
0,539 |
0,567 |
0,601 |
0,635 |
0,665 |
0,691 |
0,713 |
0,733 |
0,750 |
|
λ = 17 |
0,571 |
0,570 |
0,570 |
0,571 |
0,572 |
0,572 |
0,576 |
0,588 |
0,613 |
0,645 |
0,676 |
0,704 |
0,726 |
0,746 |
0,764 |
0,779 |
|
Время контроля |
75 % |
80 % |
85 % |
90 % |
95 % |
100 % |
105 % |
110 % |
115 % |
120 % |
125 % |
130 % |
135 % |
140 % |
145 % |
150 % |
|
λ = 1 |
0,360 |
0,360 |
0,361 |
0,360 |
0,363 |
0,360 |
0,360 |
0,359 |
0,360 |
0,359 |
0,358 |
0,360 |
0,361 |
0,360 |
0,361 |
0,360 |
|
λ = 3 |
0,365 |
0,368 |
0,370 |
0,372 |
0,376 |
0,379 |
0,384 |
0,390 |
0,395 |
0,401 |
0,406 |
0,413 |
0,422 |
0,429 |
0,438 |
0,447 |
|
λ = 5 |
0,409 |
0,420 |
0,434 |
0,448 |
0,464 |
0,479 |
0,495 |
0,512 |
0,528 |
0,543 |
0,557 |
0,574 |
0,586 |
0,599 |
0,612 |
0,624 |
|
λ = 7 |
0,498 |
0,520 |
0,542 |
0,562 |
0,582 |
0,601 |
0,618 |
0,634 |
0,649 |
0,663 |
0,677 |
0,688 |
0,700 |
0,711 |
0,721 |
0,729 |
|
λ = 9 |
0,590 |
0,613 |
0,633 |
0,653 |
0,670 |
0,686 |
0,700 |
0,714 |
0,726 |
0,737 |
0,747 |
0,757 |
0,766 |
0,774 |
0,782 |
0,790 |
|
λ = 11 |
0,660 |
0,680 |
0,699 |
0,714 |
0,729 |
0,742 |
0,754 |
0,766 |
0,776 |
0,785 |
0,793 |
0,801 |
0,809 |
0,816 |
0,822 |
0,828 |
|
λ = 13 |
0,712 |
0,729 |
0,744 |
0,758 |
0,771 |
0,782 |
0,792 |
0,802 |
0,810 |
0,818 |
0,825 |
0,832 |
0,838 |
0,844 |
0,850 |
0,854 |
|
λ = 15 |
0,750 |
0,765 |
0,779 |
0,790 |
0,801 |
0,811 |
0,820 |
0,828 |
0,835 |
0,842 |
0,849 |
0,854 |
0,860 |
0,864 |
0,869 |
0,874 |
|
λ = 17 |
0,779 |
0,792 |
0,804 |
0,815 |
0,825 |
0,833 |
0,841 |
0,848 |
0,855 |
0,861 |
0,866 |
0,871 |
0,876 |
0,881 |
0,885 |
0,888 |
Примечание: составлена авторами по результатам вычислительных экспериментов.
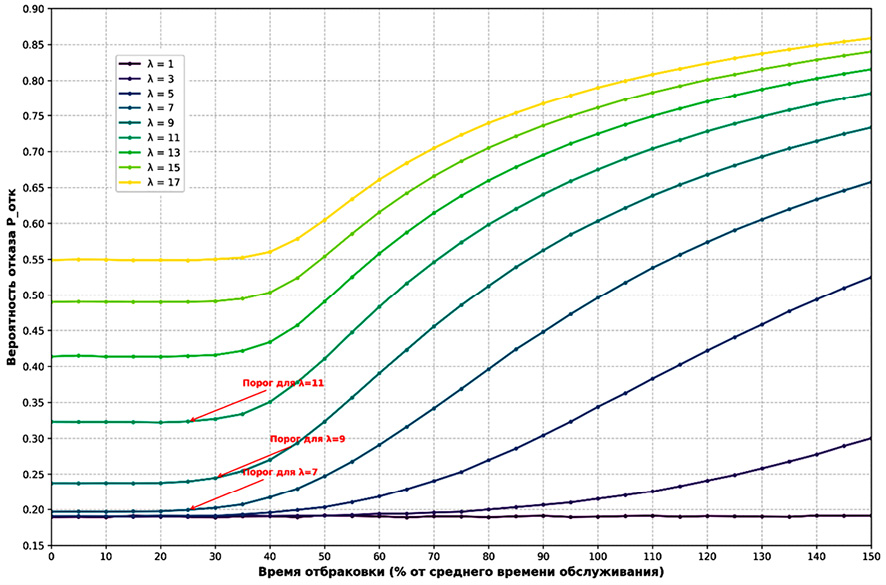
Рис. 2. Зависимость P_отк от времени отбраковки при p = 10 % Примечание: составлен авторами по результатам моделирования
Но на λ = 7 картина меняется: с 25 % отбраковки вероятность отказа начинает расти – от 0,199 до 0,658 при 150 %, с пиком скачка на 30–50 %.
С ростом λ пороги сдвигаются левее. Для λ = 9 критично 30–35 % (рост с 0,245 до 0,254), для λ = 11 – 25–30 % (с 0,323 до 0,327). Под пиковыми нагрузками эффект ярче: на λ = 15 отказы подскакивают с 0,490 до 0,840, на λ = 17 – с 0,549 до 0,859.
Рисунок 2 передает S-образные кривые: сначала плато, потом резкий подъем после порога. Точка перегиба уходит влево по мере роста λ.
Анализ системы с вероятностью браковки 20 %
Таблица 2 демонстрирует аналогичные, но более выраженные закономерности. Уже при λ = 1 вероятность отказа принимает значения порядка 0,359 (против 0,189 при 10 % брака), что указывает на заметное влияние увеличения доли бракованной продукции на эффективность системы. С увеличением интенсивности входного потока критические значения времени контроля смещаются в сторону меньших долей от среднего времени обслуживания. Так, для λ = 7 пороговый интервал составляет примерно 20–25 %, а для λ = 9 – уже около 25–30 %.
Графическое представление полученных зависимостей при вероятности браковки 20 % приведено на рис. 3.
Сравнение рассмотренных сценариев показывает, что увеличение вероятности брака до 20 % приводит не только к смещению критических значений времени контроля в сторону меньших величин, но и к росту вероятности отказа системы при тех же значениях λ и времени контроля. Так, при λ = 11 и времени контроля 50 % вероятность отказа составляет 0,521 против 0,411 для варианта с 10 % брака, а при λ = 17 – 0,676 против 0,605. Эти данные подтверждают нелинейный характер зависимости: увеличение доли брака и продолжительности контроля взаимно усиливает эффект роста вероятности отказа.
Полученные результаты позволяют сформулировать практические рекомендации по выбору времени контроля. При значениях λ > 9 целесообразно ограничивать время контрольных операций интервалом не более 25–30 % среднего времени обслуживания, тогда как при более умеренной нагрузке (λ ≤ 9) допустимы большие значения времени контроля без существенного увеличения вероятности отказа.
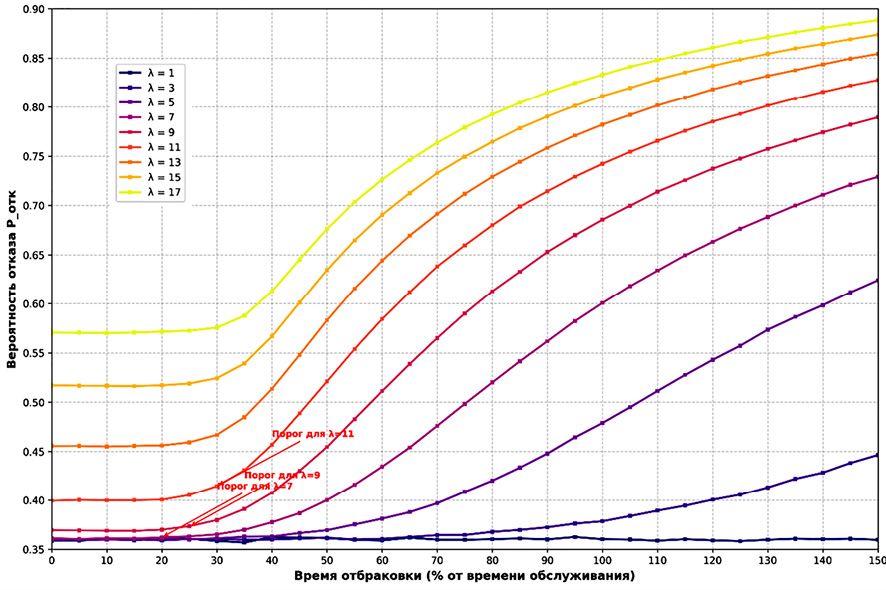
Рис. 3. Зависимость P_отк от времени отбраковки при p = 20 % Примечание: составлен авторами по результатам моделирования
Заключение
В ходе исследования разработана и проверена имитационная модель многофазной робототехнической системы с механизмами контроля качества, пригодная для решения задач оптимизации современных производственных линий в условиях промышленной роботизации. Модель позволила выявить выраженные пороговые эффекты, имеющие принципиальное значение при проектировании и эксплуатации таких комплексов.
При вероятности брака 10 % оптимальные интервалы времени контроля составляют 25–30 % от основного технологического времени при нагрузке λ = 7–9 (характерной для сборочных линий), 20–25 % при λ = 11–13 (для высокоскоростных режимов) и 15–20 % при экстремальных нагрузках λ = 15–17. Повышение вероятности брака до 20 % приводит к ужесточению ограничений: до 20–25 % в стандартных режимах, 15–20 % для скоростных линий и 10–15 % при пиковых нагрузках. Увеличение строгости контроля с 10 до 20 % приводит к снижению пропускной способности системы ориентировочно в 1,5–2 раза, что необходимо учитывать при расчете требуемых производственных мощностей.
На практике это означает, что для роботизированных сборочных комплексов автомобильной промышленности время контрольных операций не следует превышать 25–30 % средней длительности основной операции. Для высокоскоростных линий производства электронной продукции целесообразен более жесткий диапазон 15–20 %. Линии с повышенными требованиями к качеству требуют дифференцированной настройки параметров контроля вблизи выявленных пороговых значений. Разработанное программное обеспечение для параметрической настройки может быть интегрировано в системы управления технологическими процессами. Перспективными направлениями развития являются создание адаптивных алгоритмов контроля для роботизированных манипуляторов, включение критериев энергоэффективности и исследование распределенных роботизированных систем.
Conflict of interest
Financing
Библиографическая ссылка
Габдрахманов Б.М., Нуриев Н.К. МОДЕЛИРОВАНИЕ МНОГОФАЗНОЙ СИСТЕМЫ МАССОВОГО ОБСЛУЖИВАНИЯ РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ С АДАПТИВНЫМ КОНТРОЛЕМ КАЧЕСТВА // Современные наукоемкие технологии. 2026. № 4. С. 48-55;URL: https://top-technologies.ru/en/article/view?id=40728 (дата обращения: 25.06.2026).
DOI: https://doi.org/10.17513/snt.40728