


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
SYNTHESIS OF THE STRUCTURE OF A SYSTEM FOR RECOGNITION OF PRODUCTION SITUATIONS IN LEAN MANUFACTURING

Введение
Современный мир характеризуется трансформацией производственных процессов, обусловленной быстрым научно-техническим развитием. Для сохранения конкурентоспособности предприятиям необходимо переосмыслить классические производственные системы и внедрить новые подходы к трансформации своих производственных процессов [1]. Сложившаяся ситуация требует применения концепций, направленных на анализ производственных циклов и, как следствие, оптимизацию ключевых операций для достижения максимальной эффективности производственных процессов. Данное обстоятельство касается всех сфер деятельности и позволяет решать задачи повышения прибыльности и сокращения расходов предприятия [2].
Одним из лидирующих подходов является концепция бережливого производства. Суть концепции заключается в максимальном сокращении всех возможных потерь (ресурсов, времени, финансовых средств и т.д.) на каждом этапе производственного цикла [3]. Важным инструментом бережливого производства является карта потока создания ценности. Каждое производственное предприятие или его подразделение заинтересовано в максимально качественном отображении изучаемого процесса на карте потока, поскольку от качественного отображения зависит дальнейшая оптимизация данного процесса [4]. Карта потока создания ценности позволяет визуализировать весь производственный процесс от поставки сырья до получения готовой продукции, выявляя потери и неэффективные этапы. В процессе создания карты потока команда специалистов визуализирует производственный процесс, отмечая на ней ключевое оборудование, материальные и информационные потоки, а также запасы ресурсов [5]. Данный подход к визуализации ставит своей целью выявление непроизводительных затрат времени и ресурсов на каждом этапе производственного процесса. Для достижения этой цели необходимо точное распознавание производственных ситуаций, являющихся источниками потерь, с последующим структурированием и количественной оценкой всех выявленных неэффективностей. Каждый поток анализируется отдельно, не учитывая внешние процессы предприятия, кроме поставки ресурсов со склада [6].
В процессе реализации карты потока создания ценности возникает множество ситуаций, влияющих на скорость протекания производственных процессов. Подобные ситуации могут быть представлены нечетко и представляют известную сложность в учете временны затрат. Данное обстоятельство значительно нарушает производственный цикл, усложняет процесс оставления расписаний и грозит полным срывом производственного плана [7]. Первым шагом устранения подобных ситуаций является их распознавание – то есть определение случаев нештатного протекания процессов с дальнейшим предсказанием развития ситуации. Определив ситуацию и определив процесс ее развития, руководство может предпринять конкретные шаги с целью нивелирования негативных последствий возникновения подобной ситуации. Для больших производственных комплексов, где выполняются тысячи производственных и технических операций, актуальной задачей является процесс машинного распознавания производственных ситуаций, которое позволяет быстро и эффективно выявить помехи и устранить их [8]. Карты потока создания ценностей строятся исходя из производственных ситуаций. Производственная ситуация – это любое событие или условие, возникающее в процессе производства и влияющее на эффективность работы. Это может быть отказ оборудования, задержка поставок материалов, несоответствие качества продукции, перебои в работе персонала и т.д. Распознавание производственной ситуации означает ее установление, определение причин и выбор действий для решения проблемы [9].
Распознавание производственных ситуаций играет ключевую роль в бережливом производстве по следующим причинам: распознавание ситуаций позволяет выявить потери в производстве (потери времени, материалов, качества), что помогает сфокусировать усилия на устранении самых значительных потерь; правильное распознавание ситуации позволяет принять верные решения для ее исправления, что может включать в себя изменение процесса, переобучение персонала, замену оборудования и т.д.; оптимизация процессов и устранение потерь приводит к повышению производительности труда, сокращению затрат и улучшению качества продукции; распознавание ситуаций требует эффективной коммуникации между всеми участниками производственного процесса, что способствует улучшению командной работы и общей организации [10].
Синтез структуры в широком смысле представляет собой процесс разработки поэтапной интеграции системы, которая должна обладать желаемыми свойствами [11]. Задача синтеза заключается в обосновании выбора элементов структуры, отношений между ними, а также их характеристик, которые в совокупности обеспечивают наилучшее соответствие заданным требованиям. В данной работе под синтезом понимается совмещение структурных процессов предприятия, представленных в виде семантической сети взаимодействий и поэтапной реализации метода карт потока создания ценностей. Данное сопоставление позволяет определить, на какой именно объект или процесс направлен тот или иной этап построения карты потока [12].
Цель исследования – изучение синтеза структуры системы машинного распознавания производственных ситуаций и выполнение математической интерпретации задачи повышения эффективности производства с помощью карты потока создания ценности.
Материалы и методы исследования
При решении задач распознавания производственных ситуаций часто используются байесовские правила. В групповых задачах составные байесовские правила демонстрируют более высокую вероятность правильного распознавания, чем индивидуальные алгоритмы. Это происходит, когда статистическая природа измерений признаков отдельных объектов приводит к ложным результатам при их индивидуальном распознавании, и составное правило позволяет выбрать групповой состав решающих правил [13].
Основой байесовских правил является отнесение ситуаций к какому-либо классу. Это предполагает реализацию базы знаний, которая содержала бы в себе набор показателей и взаимных связей, однозначно определяющих степень влияния одних элементов на другие. Каждая подобная база знаний уникальна для создающего его предприятия, задача ее создания требует рассмотрения в рамках отдельного научного исследования [14]. Любые производственные ситуации, за исключением запланированных рабочих циклов оборудования, имеют стохастическую природу. Стохастичность природы предопределяется большим количеством разнообразных возмущений, могущих оказывать существенное влияние на производственный процесс. Исследования показали [15], что учет влияния совокупности воздействий может быть приближенно описан логарифмических отношением, которое характеризует вероятности возникновения конкретной производственной ситуации.
В случае применения байесовских правил учет времени исполнения операций (с учетом распознавания) представляет собой классы производственной ситуации  для каждого класса
для каждого класса  каждого производственного объекта
каждого производственного объекта  , в некой статистической проекции. Для этих целей осуществляется нахождение решающей статистики Sr, расчет которой производится по следующей формуле [16]:
, в некой статистической проекции. Для этих целей осуществляется нахождение решающей статистики Sr, расчет которой производится по следующей формуле [16]:
 . (1)
. (1)
Важной составляющей является то, что параметр решающей статистки r = arg max (Sr).
В указанной выше формуле (1) применены следующие обозначения:
N,M – общее количество конкретных единиц оборудования и расчетное количество различных возникающих ситуаций, определенных в базе знаний, для проведения итоговой процедуры распознавания;
 – расчетная модель, определяющая вероятность q для каждой конкретной ситуации, с учетом действия фактора времени t и учтенного класса i, при использовании логарифмического распределения;
– расчетная модель, определяющая вероятность q для каждой конкретной ситуации, с учетом действия фактора времени t и учтенного класса i, при использовании логарифмического распределения;
δijr, δtq – переменные которые представляют собой вероятностные оценки соответствия i-го класса ситуации j-му определению в составе производства r, учтенные на момент времени t; оценки дискретизированы и выражаются в виде q градаций, принадлежащих множеству Qt;
P(r) – расчетная вероятность возникновения ситуаций, которые могли бы быть распознаны при помощи оборудования r.
Результаты исследования и их обсуждение
Семантическая сеть может описать организацию производственного процесса, включающую персонал, инструменты, склады, оборудование, продукцию и все операции. Она отражает взаимосвязи между компонентами и связывает их с этапами создания карты потока ценности, обеспечивая связь модели с реальным производством (рис. 1).
Формулировка задачи в математическом виде предполагает определение времени, затрачиваемого на производство одной единицы продукции. Время обработки k-го изделия на m-м оборудовании обозначается tkm. Для исходного состояния системы зависимость имеет следующий вид [17]:
 . (2)
. (2)
Разделим общее время производства на две составляющие: tui – время, необходимое для выполнения производственных операций, и thi – время, необходимое для транспортных операций (доставка, перекладка, загрузка и разгрузка); тогда общее время производства
 . (3)
. (3)
Целью улучшения Y будет условие снижение времени, то есть
 . (4)
. (4)
Выбор семейства продуктов означает выбор определенного производственного процесса, транспортных и вспомогательных операций, для которых рассчитываются собственные времязатраты, то есть
 . (5)
. (5)
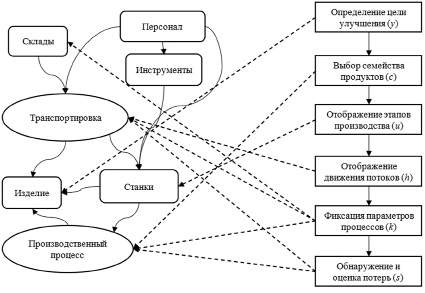
Рис. 1. Отображение соответствия между элементами семантической сети производственного процесса и этапами построения карты потока создания ценности
Производственный этап u характеризуется суммой затрачиваемого на производство времени tui, потоки движения h реализуются через время транспортных операций thi.
Параметры процессов k представляют собой в первую очередь затраты времени на каждую конкретную операцию: каждый процесс k имеет свое соответствие по времени производственной tu или транспортной th операции, то есть k⁓t. Тогда обнаружение потерь заключается в сопоставлении теоретически достаточного времени tl ко времени, реально затрачиваемому на выполнение тех или иных операций tr:
 . (6)
. (6)
Разработанное соотношение позволяет оценивать производственную ситуацию с учетом ключевых факторов производственной деятельности.
Приведем пример расчетов на примере производственного предприятия. Согласно схеме, приведенной на рис. 1, первым этапом построения карты потока создания ценности является определение цели улучшения. Рассмотрим участок для производства трубы бурильной. В рамках данного примера цель улучшения звучит как «выявление и устранение потерь при производстве». Семейство продуктов (второй этап) – труба бурильная. Для реализации третьего этапа – отображения этапов производства необходимо описать все производственные операции: рихтовка и контроль, отрезка, сварка, ТВЧ шва, ТВЧ трубы, контроль, упаковка. Далее все производственные операции наносятся на карту, на ней же отображается движение потоков и фиксация параметров. Карта для представленного примера приведена на рис. 2.
Согласно формуле (6) для оценки потерь необходимо вычислить теоретически необходимые и реальные затраты времени. Сумма значений, отображенных в нижней части карты, дает возможность вычислить потери. При суммарном времени циклов, затрачиваемом на непосредственную обработку заготовок, равном 3741 с или 62,35 мин – чуть более часа, реальные затраты времени составили 29,44 дня, то есть почти месяц. Основные потери на предприятии происходят во время их движения от одной единицы оборудования к другой, на данном этапе зачастую заготовки задерживаются на несколько дней. Причина – неоптимальность производственного расписания, при котором существуют значительные задержки времени при передаче заготовки от станка к станку.
Рис. 2. Карта потока создания ценности для производства трубы бурильной
Заключение
Таким образом, в работе изучен синтез структур системы машинного распознавания производственных ситуаций и выполнение математической интерпретации задачи повышения эффективности производства с помощью карты потока создания ценности. С ростом востребованности идей экономного и бережливого отношения к природе методология карт потока является актуальным методом для модернизации промышленных предприятий. Она позволяет выявить потоки производства и оценить их эффективность. Синтез позволяет совместить структурные процессы предприятия, представленные в виде семантической сети взаимодействий и поэтапной реализации метода карт потока создания ценностей. Однако любые производственные ситуации, за исключением запланированных рабочих циклов оборудования, имеют стохастическую природу. При решении задач распознавания производственных ситуаций часто используются байесовские правила, которые демонстрируют более высокую вероятность правильного распознавания, чем индивидуальные алгоритмы. В работе выведено соотношение, обеспечивающее синтез структуры системы машинного распознавания производственных ситуаций в бережливом производстве.
Библиографическая ссылка
Трипкош В.А., Акимов С.С. СИНТЕЗ СТРУКТУРЫ СИСТЕМЫ РАСПОЗНАВАНИЯ ПРОИЗВОДСТВЕННЫХ СИТУАЦИЙ В БЕРЕЖЛИВОМ ПРОИЗВОДСТВЕ // Современные наукоемкие технологии. 2025. № 3. С. 53-58;URL: https://top-technologies.ru/en/article/view?id=40323 (дата обращения: 08.08.2026).
DOI: https://doi.org/10.17513/snt.40323