


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
ESTABLISHMENT THE REGULARITIES OF INCREASING THE STRENGTH PROPERTIES OF HOT-FORMED POWDER STEEL

Введение
В результате проведенных исследований в работе [1] автор доказал, что увеличение механических свойств и качество интеркристаллитного сращивания зависит от содержания % масс. доли введенных микродобавок алюминия, натрия и кальция в горячедеформированные порошковые стали (ГДПС). В данной работе рассмотрены методы увеличения основных прочностных свойств горячедеформированных порошковых сталей от количественного и качественного соотношения микродобавок.
Цель исследования заключается в выявлении основных закономерностей увеличения прочностных свойств ГДПС с микролегирующими добавками.
Материалы и методы исследования
Материалами исследования являются железные порошки: распыленный водой ASC 100.29, восстановленные ПЖВ 2.160.26, ПЖВ 4.160.26 и микролегирующие порошки ферроалюминия, бикарбоната натрия и карбоната кальция.
Методы исследования базируются на выполнении экспериментальных работ, натурных наблюдений и проведении анализа процесса структурообразования, которые позволили установить закономерности интеркристаллитного, транскристаллитного разрушения и структурообразования материала заготовок при термическом и динамическом воздействии на ГДПС.
Результаты исследования и их обсуждение
Используется технология изготовления экспериментальных образцов на основе распыленных водой и восстановленных железных порошков, с введением ферроалюминия, бикарбоната натрия и карбоната кальция, где 0,27 % масс. доли легирующего элемента, предложенной автором в работе [1] (схемы 1, 2). Последеформационное термическое упрочнение осуществляется по схемам 1, 2.
Полученные экспериментально значения прочностных характеристик образцов от содержания углерода (ССМ) в заготовках представлены на рис. 1, где на графиках обозначены: KC(ССМ) – ударная вязкость, К1с(ССМ) – трещиностойкость, σв(ССМ) – предел прочности при растяжении образцов. Трещиностойкость образцов достигает максимума при 0,2 % масс. содержания углерода из-за влияния на усиление интеркристаллитного сращивания (рис. 1, а) кривые 1–4, а при увеличении содержания углерода в образце появляется эффект хрупкого разрушения интеркристаллитных зон, которому способствуют продукты распада аустенита, что хорошо коррелируется с результатами работы [2]. После процедуры отжига по второй схеме зафиксированы рафинирование поверхностей образовавшихся пор, стабилизация микроструктуры, способствующие максимальному рафинированию интеркристаллитных зон из-за перехода кислорода вовнутрь частиц и образования оксидов натрия или кальция. Поэтому трещиностойкость испытываемых образцов больше, чем в предыдущем эксперименте (рис. 1, б).
На графике (рис. 1, а, б) видно, что кривая ударной вязкости от содержания углерода KC(ССМ) описывается монотонной функцией, пластичность материала падает с увеличением содержания углерода и матрица материала становится более прочной. При закалке образцы, микролегированные алюминием, демонстрируют увеличение показателей ударной вязкости, а при отжиге, наоборот, значения KC(ССМ) понижаются. В образцах с микродобавками натрия или кальция прослеживается закономерность увеличения KC горячедеформированных порошковых сталей – кривые 6, 7 и 8 (рис. 1). При повышении содержания углерода в матрице материала до 0,8 % масс. доли достигается максимум предела прочности на растяжение σв, что непосредственно связано с упрочнением материала, кривые 9–11 (рис. 1).
Анализ полученных значений механических характеристик горячедеформированной порошковой стали на основе распыленных и восстановленных железных порошков показал, что различаются только значения трещиностойкости и ударной вязкости. В образцах на основе распыленного железного порошка, уменьшая % примесей, увеличили значение трещиностойкости К1с (0,2) на 20 %, а ударную вязкость при том же содержании углерода ССМ = 0,2 % масс. доли на 65 %, что согласуется с работами [3, 4].
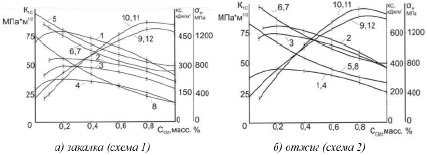
Рис. 1. Графики значений К1с(ССМ) – трещиностойкость, KC(ССМ ) – ударная вязкость, σв(ССМ ) – предел прочности при растяжении ГДПС; кривые: 1, 5, 9 – Al; 2, 6, 10 – Na; 3, 7, 11 – Ca; 4, 8, 12 – образцы без легирования; 1–4 – К1с; 5–8 – KC; 9–12 – σв
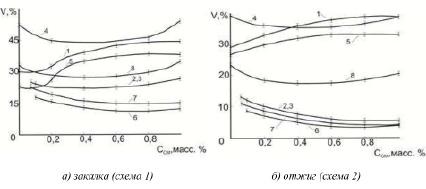
Рис. 2. Графики зависимости механических свойств от содержания углерода V(CCM ); кривые: 1–4 – восстановленный, 5–8 – распыленный железные порошки; 1, 5 – Al; 2, 6 – Na; 3, 7 – Ca; 4, 8 – образцы без легирования; а, б – К1С
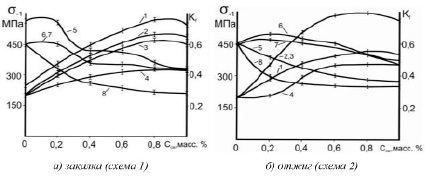
Рис. 3. Графики значений σ–1 – предел выносливости, Kf (Ccм) – коэффициент выносливости образцов ГДПС; а) 1–4 – σ–1(Ccм); 5–8 – Kf(Ccм); б) 1, 5 – 0,27 % Al; 2, 6 – 0,27 % Са; 4, 8 – образцы без легирования
Улучшение интеркристаллитного, транскристаллитного сращивания и однородности железной матрицы способствовало увеличению показателей трещиностойкости относительно образцов-свидетелей (рис. 2).
Закономерности, полученные при исследовании зависимости усталостных свойств σ-1(ССМ) горячедеформированных порошковых материалов от содержания углерода, имеют немонотонный вид (рис. 3). Увеличение содержания углерода до 0,8 из-за количества мартенсита в железной матрице приводит к увеличению показателей σ-1(ССМ). Зарождению трещин в материале будет мешать увеличивающаяся микротвердость матрицы.
По мере увеличения процентного содержания углерода увеличивается предел выносливости (σ-1) и, соответственно, коэффициент выносливости (Кf) ГДПМ. Добавки натрия, кальция улучшают рафинированность интеркристаллитных зон от инородных включений, особенно после отжига, и способствуют увеличению показателей предела выносливости ГДПМ, что вызвано со сфероидизацией пор (рис. 3). В таких порах концентрация напряжений меньше (шар) и распространение трещин затрудняется [5, 6].
Следовательно, микролегирующие добавки улучшают качество сращивания горячедеформированных порошковых материалов, рафинируя транскристаллитные и интеркристаллитные зоны от сегрегаций инородных включений, и способствуют формированию сфероидальной формы примесей. Отжиг заготовки, проводимый после прессования, придает шарообразную форму образующимся порам, включениям, содержащим Na, Са, и адсорбирует последние в транскристаллитные зоны.
Для выявления закономерностей улучшения прочностных характеристик горячедеформированных порошковых материалов при термодинамическом ударе (спекание + прессование) добавляли графит, что будет способствовать увеличению гомогенизации углерода в заготовке. Методом Оже рассматривались границы изломов образцов до и после травления аргоном, образец спекался при Т – 1000 ºС в течение 1 ч. В области скола обнаружено неравномерное содержание углерода в структуре (рис. 4). Данная область в виде включения сформировалась под воздействием диффузии атомов Fe → C в процессе 1 ч. спекания заготовки и характеризует собой неравновесный карбид. Атомарная концентрация углерода при травлении аргоном вглубь зерна на 10-7 м примерно составляет 45 % от общего количества атомов. Разрушение данной области проходило в виде скола как при хрупком разупрочнении, которое способствует ухудшению прочностных механических характеристик.
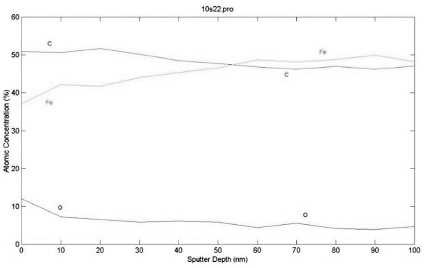
Рис. 4. Графики концентрации атомов C – углерода, O – кислорода, Fe – железа от глубины травления
Прочность материала также зависит от концентрации пор, на которую влияет растворимость углерода в заготовке. Для полного растворения углерода и достижения ≈ «0 %» пористости, дополнительно применили термодинамическое воздействие на заготовку при Т – 1100 ºС.
Для нелегированных горячедеформированных порошковых сталей внесение графита не изменит технологию горячей штамповки, в отличие от легированных ГДПС. С увеличением процентного содержания углерода понижается пористость [7].
Исследовано влияние температуры спекания и прессования (термодинамический удар) на изменение значений модуля упругости (Е), плотности (ρ) и пористости для восстановленного железного порошка ПЖВ 2.160.26 с содержанием С = 0,5 % масс. доли, что наглядно представлено в таблице.
Из таблицы видно, что максимальное беспористое состояние достигается при термодинамическом ударе: Т – 900ºС, удельная работа уплотнения W – 180 МДж/м3; Т – 1000ºС, W – 120 МДж/м3; Т – 1100ºС, W – 100 МДж/м3.
Рассматривается зависимость модуля упругости от пластической деформации для ПЖВ 2.160.26 и ПЖВ 4.160.26 (рис. 5).
Характеристики ГДПС при различных режимах горячей штамповки на основе железного порошка ПЖВ 2.160.26
|
Температура спекания, °С |
Удельная работа уплотнения W, МДж/м3 |
Плотность ρ, кг/м3 |
Модуль упругости E, ГПа |
Пористость, % |
|
900 |
60 |
6450 |
110 |
0,44 |
|
100 |
7250 |
190 |
0,06 |
|
|
120 |
7550 |
193 |
0,04 |
|
|
160 |
7700 |
194 |
0,035 |
|
|
180 |
7790 |
195 |
0,03 |
|
|
1000 |
60 |
7250 |
180 |
0,1 |
|
80 |
7550 |
192 |
0,04 |
|
|
100 |
7750 |
195 |
0,03 |
|
|
120 |
7800 |
196 |
0,025 |
|
|
1100 |
60 |
7550 |
189 |
0,055 |
|
80 |
7740 |
195 |
0,025 |
|
|
100 |
7800 |
197 |
0,02 |
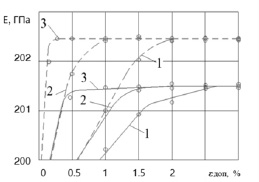
Рис. 5. Графики значений модуля упругости для порошков ПЖВ 2.160.26 – сплошная линия и ПЖВ 4.160.26 – штрихпунктирная линия при деформации εдоп %: 1) Т – 900 °С, 2) Т – 1000 °С, 3) Т – 1100 °С
Если придать заготовке дополнительную пластическую деформацию εдоп %, относительно начального геометрического размера в процессе спекания, то при определенных значениях температуры максимум модуля упругости достигается при εдоп = 0,2 % для стального порошка ПЖВ 4.160.26 (Т – 1100 °С), при εдоп = 2,5 % для стального порошка ПЖВ 2.160.26 (Т – 900 °С), что дает широкий выбор технологических режимов горячей штамповки.
Получены следующие научно-практические результаты:
− установлены закономерности влияния температуры спекания с последующим прессованием на показатели модуля упругости, плотности и пористости для ПЖВ 2.160.26;
− выявлена зависимость процесса рафинирования интеркристаллитных областей от сегрегаций инородных включений при синтезировании сложных оксидов микролегирующих компонентов;
− определены закономерности интеркристаллитного, транскристаллитного разрушений и структурообразования материала заготовок при термодинамическом ударе образцов;
− установлено влияние дополнительной пластической деформации на прочность внутрикристаллитного сращивания.
Таким образом, если в технологический процесс горячей штамповки заготовок дополнительно включить операцию пластической деформации, то в транскристаллитной зоне проявится эффект увеличения прочности сращивания.
Заключение
В процессе исследования выявлены зависимости прочностных характеристик образцов: ударная вязкость, трещиностойкость, предел прочности при растяжении от содержания углерода в заготовках. Доказано, что добавки натрия, кальция увеличивают рафинированность интеркристаллитных зон от инородных включений, особенно после отжига, и способствуют увеличению значений предела выносливости горячедеформированных порошковых материалов, вызванного сфероидизацией пор.
Библиографическая ссылка
Кочкарова Х.С. УСТАНОВЛЕНИЕ ЗАКОНОМЕРНОСТЕЙ УВЕЛИЧЕНИЯ ПРОЧНОСТНЫХ СВОЙСТВ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ СТАЛЕЙ // Современные наукоемкие технологии. 2024. № 10. С. 55-60;URL: https://top-technologies.ru/en/article/view?id=40172 (дата обращения: 02.08.2026).
DOI: https://doi.org/10.17513/snt.40172