


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
MODELING OF PARTICLE KINEMATICS WITH MULTI-KNIVES TOOLS DURING PROCESSING OF RUBBER PRODUCTS

В соответствии с Федеральным классификационным каталогом отходов [1] изношенные покрышки относятся по степени вредного воздействия на окружающую природную среду к 4-му классу опасности. Поэтому автомобильные покрышки подлежат обязательной утилизации с разделением на составные элементы.
Существует несколько методов утилизации резины: пиролиз; регенерат резины (паровоздушный, паровой высокотемпературный, водонейтральный, нейтральный, термомеханический и др.). Наиболее широко используемый метод – это механическое измельчение в устройствах различных конструкций [2, 3], в том числе при воздействии на покрышку всевозможным многолезвийным инструментом для вторичного использования полученного продукта, в виде крошки менее 7 мм, хлопьев, слайсов. Указанные продукты измельчения используют: при изготовлении бесшовных и плиточных покрытий, покрытий «искусственная трава», в приповерхностных слоях асфальта; в шумоизоляционных материалах; в наливной кровле; резиновой черепице; во всевозможных защитных конструкциях; в битумных мастиках в виде высокодисперсных порошков и др. [4].
Анализ оборудования для механического измельчения резинотехнических изделий показал, что основным их недостатком является невысокое качество измельчаемого материала, связанное с широким диапазоном разброса размеров готового продукта [2]. Для решения указанной задачи предложена новая конструкция двухстадийного измельчителя [3], в котором на второй стадии измельчения используется наборный многолезвийный инструмент (рис. 1).
Цель исследования – провести моделирование кинематики частиц готового продукта на второй стадии измельчения, установить влияние конструктивных особенностей рабочих поверхностей камеры доизмельчения и инструмента на траекторию, скорость перемещения частиц, их потенциальной и кинетической энергий.
Материалы и методы исследования
Для моделирования измельчения покрышек на второй стадии [5, 6] использовался программный комплекс EDEM, основанный на методе дискретных элементов. В программном продукте EDEM Analyst [7] созданы цифровые модели двухстадийного измельчителя и камеры доизмельчения (рис. 1). В камере размещается вращающийся вал, выполненный в виде ротора с набором плоских зубчатых фрез, которые образуют усеченный конус, расположенный в цилиндрическом корпусе, в котором закреплена рубашка с противорежущими вставками в виде зубьев [3].
Производилось моделирование характера перемещения частиц при изменении частоты вращения вала (100 и 150 мин-1), при вертикальной загрузке с подачей материала по всей площади верхней части камеры доизмельчения.
Результаты исследования и их обсуждение
Установлено, что скорости заданных размеров частиц в 6 и 6,5 мм примерно равны при 100 и 150 мин-1. Анализ моделей скоростей показал:
1. После первой секунды работы модели:
− скорости частиц изменяются в диапазоне от 0,52 до 1,3 м/с при 100 мин-1, при этом частицы, попадая на режущие кромки инструмента, замедляются (рис. 2, а) и приобретают вращательное движение, продвигаясь к зоне выгрузки;
− скорости частиц изменяются в диапазоне 0,8 до 1,35 м/с при 150 мин-1 (рис. 2, б), частицы режущим инструментом отбрасываются на зубья рубашки, что замедляет их перемещение к зоне выгрузки, создавая перегруз частиц в зоне их контакта с инструментом и зубьями рубашки, путем их задержки, проворачивания и других негативных явлений.
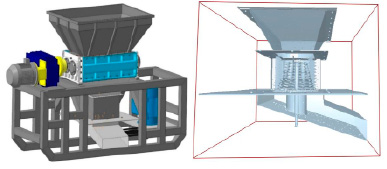
Рис. 1. Цифровые модели:а – двухстадийный измельчитель; б – вторая стадия – камера домола с наборным многолезвийным инструментом и зубчатой рубашкой
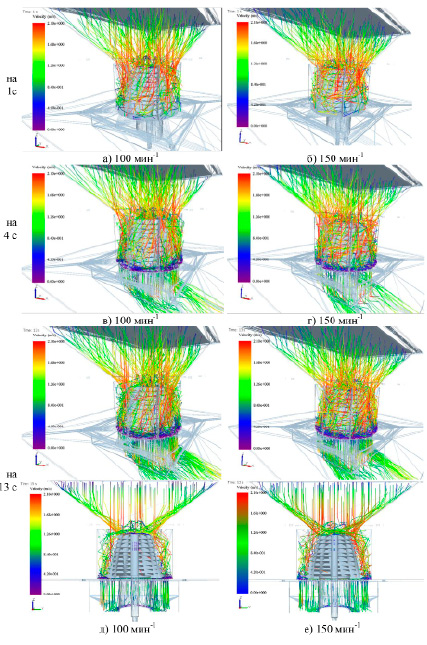
Рис. 2. Модели изменения скоростей перемещения частиц: а, б – после 1 с; в, г – после 4 с (установившийся режим работы); д, е – после 13 с
2. На 4 с установившийся режим – на что указывает то, что после 13 с работы скорости и траектории частиц аналогичны (рис. 2, д, е):
− при 100 мин-1 (рис. 2, в) скорости частиц изменяются от 1,2 до 1,7 м/с, попадая на режущие кромки, теряют скорость до 0,84 м/с и, попадая в зону выгрузки, просыпаются в выгрузочный бункер;
− при 150 мин-1 (рис. 2, г) частицы ускоряются в верхней части ротора от 1,7 до 2,1 м/с (выше примерно на 30 %, чем при 100 мин-1) попадают на инструмент, при этом происходит снижение их скорости до 0,84 м/c (более чем в 2 раза) и, замедляясь, частицы проворачиваются по ходу вращения ножей, скапливаясь в зоне выгрузки, и под напором поступающего материала продавливаются из зоны выгрузки в бункер.
Потенциальная энергия частиц размером 6 и 6,5 мм при исследуемых частотах вращения инструмента (рис. 3) показала, что на 1 с ее минимальное значение у частиц, скапливающихся в зоне выгрузки, а после попадания частиц в зону контакта с инструментом и зубьями рубашки потенциальная энергия частиц существенно снижается. При установившемся режиме и дальнейшей работе после 4 с значения потенциальной энергии остаются неизменными, причем она равна для частиц разных размеров.
Анализ изменения значений кинетической энергии при перемещении частиц (рис. 4) показал, что:
− при 100 мин-1 (рис. 4, а) частицы с размером 6,5 мм имеют энергию больше, чем у частиц 6 мм, примерно на 7–13 % и изменяются в пределах от 1,4∙10-5 до 2∙10-5 Дж и от 1,3∙10-5 до 1,6∙10-5 Дж соответственно;
− при 150 мин-1 (рис. 4, б) кинетическая энергия для частиц с размером 6 мм больше, чем для частиц 6,5 мм, и изменяется в пределах от 1,85∙10-5 до 2,61∙10-5 Дж и от 1,7∙10-5 до 2,3∙10-5 Дж соответственно, что примерно на 50 и 30 % больше, чем при 100 мин-1.
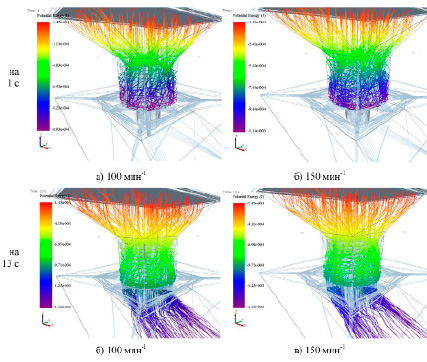
Рис. 3. Модели изменения значений потенциальных энергий при перемещении частиц: а, б – после 1 с; в, г – после 13 с
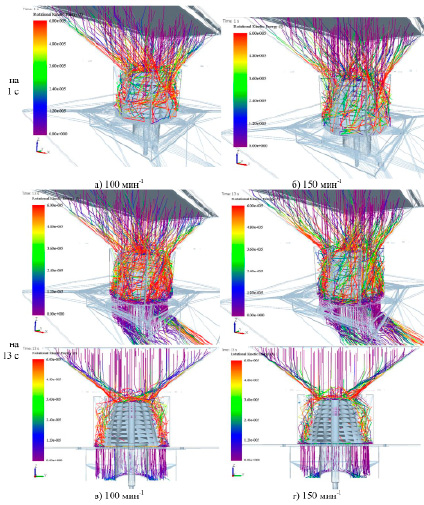
Рис. 4. Модели изменения значений кинетической энергии при перемещении частиц: а, б – после 1 с; в, г – после 13 с
Кинетическая энергия у частиц 6 мм больше, чем у частиц 6,5 мм при 150 мин-1, что можно объяснить тем, что они чаще контактируют с зубьями рубашки камеры и кромками инструмента, при этом частицы захватываются зубьями и прокручиваются по ходу вращения вала, что удлиняет их траекторию. Это и приводит к увеличению кинетической энергии при 150 мин-1 . Тут нужно отметить, что увеличение угловой скорости повышает энергоемкость процесса.
Заключение
В программном продукте EDEM Analyst были созданы цифровые модели двухстадийного измельчителя и камеры домола (вторая стадия).
В результате анализа установлено, что при работе устройства наиболее целесообразно использовать частоту вращения вала равную 100 мин-1, так как при частоте 150 мин-1 скорости перемещения частиц больше примерно на 30 %, что увеличивает хаотичность их движения и замедляет их перемещение к зоне выгрузки. Это снизит скорость переработки материала, создавая перегруз зоны контакта его с зубьями рубашки и инструментом и зоны выгрузки, из-за его проворачивания и других негативных явлений. Так же повышение частоты вращения вала увеличивает энергоемкость процесса.
При моделировании использовались частицы с конечными размерами, при этом наблюдается их застой в зоне выгрузки, таким образом, при измельчении на натурной модели реального материала возможно заполнение неизмельченным материалом пространства между зубьями рубашки и наборным режущим инструментом, что остановит измельчение.
Для снижения хаотичности движения частиц и стабилизации их перемещения цилиндрическую зубчатую рубашку рабочей камеры [5] целесообразно заменить на цилиндрическую рубашку со сквозным коническим отверстием с противорежущими ребрами, расположенными в ней равноудаленно по окружности. Они могут быть образованы за счет стенки рубашки, при этом максимальный диаметр конуса внутренней поверхности располагается вверху камеры.
Библиографическая ссылка
Лозовая С.Ю., Афонин А.Н., Кравченко В.М., Топчий Я.П. МОДЕЛИРОВАНИЕ КИНЕМАТИКИ ЧАСТИЦ С НАБОРНЫМ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ ПРИ ПЕРЕРАБОТКЕ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ // Современные наукоемкие технологии. 2023. № 12-1. С. 40-45;URL: https://top-technologies.ru/en/article/view?id=39858 (дата обращения: 03.07.2026).
DOI: https://doi.org/10.17513/snt.39858