


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
EXPERIMENTAL DETERMINATION OF THE CONTACT PRESSURE OF THE LIP SEAL ON THE WALLS OF THE WORKING CHAMBER

Известно, что силы трения, определяющие в значительной степени интенсивность износа деталей цилиндропоршневой группы и потери энергии на преодоление трения, возникают под действием давления газа между уплотнительными кольцами и стенкой цилиндра, последнее, как следствие, оказывает непосредственное влияние на к.п.д. компрессорных машин. При этом потери на трение, в частности в узлах, функционирующих без смазки, достигают существенного значения, и поэтому изучение их заслуживает пристального внимания. Учитывая вышеизложенное, проблема трения поршневых бессмазочных уплотнений не утратила своей актуальности и является одной из ключевых проблем в области поршневых машин. Исследование обозначенной выше проблемы направлено на возможность снижения энергетических потерь, износа и увеличения срока службы уплотнений, что, в свою очередь, приведет к межремонтному пробегу машин [1].
В трибологии существует ряд фундаментальных методик для расчета коэффициента трения, линейного износа и прогнозирования ресурса работы узлов трения из полимерных материалов. Далее представлены некоторые базовые методики для расчета величины износа и скорости изнашивания материала.
Одним из основных уравнений, посредством которого в зарубежной практике рассчитываются величины линейного износа (Δb, мм), как полимерных уплотнительных колец, является уравнение Арчарда [2]. Данное уравнение позволяет учитывать и скорость скольжения (ϑ, м/с), и среднее нормальное контактное давление (Рк.ср, МПа), и время работы сопряжения (τ, ч):
Δb = K•ϑ•Рк.ср•τ, (1)
где параметр K (коэффициент изнашивания) определяется экспериментально и зависит от нагрузки, плотности материала и его твердости [2].
Используя расчетные уравнения в работе [3], можно дать инженерный расчет на износ для различных случаев контакта, с учетом нормального контактного давления (pk), модуля упругости (E), коэффициента трения (fтр), параметра прочности (Go), коэффициента гистерезисных потерь (αг), коэффициентов, зависящих от природы трения (t, t0, ty) и эмпирических коэффициентов (K2, Ktv, K). В частности, приводится зависимость для приработанных деталей любой конфигурации, которая в случае упругого контакта имеет вид:

 (2)
(2)
Анализ достаточно большого числа научных исследований износостойкости различных материалов в условиях граничного трения и трения без смазки показывает, что в общем случае скорость изнашивания (I) может быть выражена эмпирической зависимостью (k – коэффициент изнашивания, характеризующий материал пары и условия изнашивания; m = 0,5–3, n = 1 для большинства пар трения), учитывающей режим эксплуатации узла (Pk и v – нормальное контактное давление и скорость скольжения соответственно), вида:
 (3)
(3)
Из формул, приведенных выше, очевидно, что одним из основных составляющих является контактное давление (pk). Здесь следует подчеркнуть, что именно от точности определения контактного давления зависит правильность расчета износа и определения ресурса работы уплотнения. В связи с этим приоритетным становятся исследование давление газа, действующего на каждый из элементов уплотнения, и взаимосвязь давления с силой, прижимающей элемент к цилиндру, и определяющей его износ. Ниже приведены основные известные методики по определению контактного давления в цилиндропоршневой группе.
Материалы и методы исследования
Уплотнительный эффект колец основан как на плотном прилегании их к внутренней поверхности цилиндра и к стенкам поршневых канавок, так и на лабиринтном действии набора колец. Давление, действующее на внутреннюю поверхность кольца, превышает среднее давление, действующее на внешнюю поверхность кольца, и создает основное усилие, прижимающее кольцо к зеркалу цилиндра. Чем больше перепад давления на поршневом кольце, тем сильнее оно прижимается к рабочей поверхности цилиндра. В первом приближении можно считать, что сила прижатия i-го кольца к стенке цилиндра определяется по формуле [4].
pпр.i =  (4)
(4)
где pпр.i – сила прижатия к рабочей поверхности цилиндра;
pi – pi+1 – давления до и после уплотнения.
При исследовании контактного давления уплотнительных колец в работе [5] экспериментально была доказана необходимость введения поправочного коэффициента β, который учитывает распределение давления по высоте кольца и определяется по формуле:
 (5)
(5)
где k – коэффициент, учитывающий свойства материала и характер изменения давления в цилиндре при постоянном и переменном давлении, равен 1,0 и 1,5 для непропитанного графита типа АО-1500 и 2П-1000; 2,0 и 3,0 для пропитанного графита типа АО-1500С05; 2,5 и 3,5 для фторлоновых композиций типа Ф4К20 и Ф4К15М5.
Учитывая поправочный коэффициент β, перепад давления на поршневом кольце определяется по формуле:
pпр.i =  (6)
(6)
где β – коэффициент распределения давления по высоте уплотнения.
В работе [6] автор при расчете контактного давления, помимо перепада давления на поршневое кольцо, учитывает давление сил от собственной упругости, которое зависит от свойств материала кольца, с учетом последнего формула имеет вид:
pk = pe + 0,5Δpд, (7)
где pe – давление от сил собственной упругости колец, pд – перепад давления на кольцо.
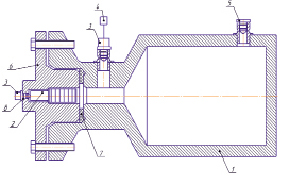
Рис. 1. Принципиальная схема экспериментального стенда: 1 – рабочая камера; 2 – испытуемый поршень; 3 – датчик давления; 4 – микрометр; 5 – датчик давления; 6 – крышка; 7 – уплотнение; 8 – отверстие для выхода газа
Величина контактного давления определяется напряжениями, возникающими при деформации уплотнительного элемента, устанавливаемого с натягом на герметизируемую поверхность, усилием упругого элемента и воздействием давления рабочей среды. В общем виде расчет контактного давления осуществляется по формуле:
Pk = Pп.д. + Pe+ PД, (8)
где Pп.д. – полуразность давлений, Pe – давление от сил собственной упругости колец, PД – напряжения, возникающие при деформации.
В теории манжетного уплотнения автор [5, с. 350] приводит формулу для расчета контактного давления манжетного уплотнения:
Pk = π*D*b*Δp, (9)
где D – диаметр цилиндра, b – ширина трущейся части манжеты, Δp – перепад давления.
Наружный диаметр борта манжеты в свободном состоянии несколько больше диаметра цилиндра D, и рабочая поверхность манжеты имеет небольшую конусность. При введении поршня с манжетой в цилиндр манжета деформируется и прижимается силой собственной упругости к рабочей поверхности цилиндра, создавая начальную герметичность.
Результаты исследования и их обсуждение
В целях экспериментального определения контактного давления манжетного уплотнения на стенки цилиндра был разработан экспериментальный стенд (рис. 1). Суть эксперимента заключалась в следующем: в крышку (6) устанавливался поршень с одним манжетным уплотнением. Затем в рабочую камеру (1) нагнетался газ до 5,2 МПа. В момент достижения давления газа в рабочей камере 5 МПа фиксировалось давление газа после манжеты при помощи датчиков давления (4). Эксперимент повторялся для поршня с двумя и с тремя манжетными уплотнениями.
По результатам экспериментального определения контактного давления цилиндропоршневого уплотнения были построены графики изменения перепада давления по высоте поршня, при давлении газа в цилиндре: 10, 5 и 3 МПа.
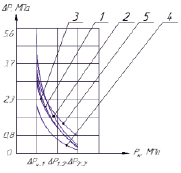
Рис. 2. График изменения перепада давления на манжетное уплотнение при давлении в цилиндре 10 Мпа: 1 – кривая, построенная по формуле (4); 2 – кривая, построенная по формуле (6); 3 – кривая, построенная по формуле (7); 4 – кривая, построенная по формуле (8); 5 – кривая, построенная по формуле (9)
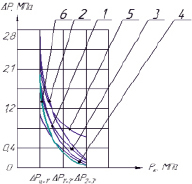
Рис. 3. График изменения перепада давления на манжетное уплотнение при давлении в цилиндре 5 Мпа: 1 – кривая, построенная по формуле (4); 2 – кривая, построенная по формуле (6); 3 – кривая, построенная по формуле (7); 4 – кривая, построенная по формуле (8); 5 – кривая, построенная по формуле (9); 6 – кривая, полученная экспериментально
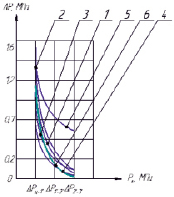
Рис. 4. График изменения перепада давления на манжетное уплотнение при давлении в цилиндре 3 Мпа: 1 – кривая, построенная по формуле (4); 2 – кривая, построенная по формуле (6); 3 – кривая, построенная по формуле (7); 4 – кривая, построенная по формуле (8); 5 – кривая, построенная по формуле (9)

Рис. 5. Типичное распределение давления газа в уплотнении поршня простого действия
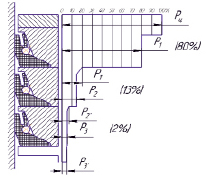
Рис. 6. Типичное распределение давления газа в уплотнении поршня простого действия
Дополнительно был проведен сравнительный анализ типичного распределения давления газа в уплотнении при использовании поршневых колец, согласно экспериментальным данным, полученным в работе [6, с. 333] (рис. 5), и при использовании манжетного уплотнения, согласно данным, полученным экспериментально при помощи стенда, описанного выше (рис. 6). Мы видим, что при использовании манжеты в качестве уплотнения газ теряет 80 % энергии, что в 5 % больше при использовании поршневого кольца в качества уплотнения.
Заключение
Как видно из построенных выше графиков, значения контактного давления отличны друг от друга в зависимости от методики расчета. Это свидетельствует о том, что для получения более точного значения контактного давления необходимо проводить натурный эксперимент. При этом дополнительно стоит учесть, что величина контактного давления в процессе износа будет изменяться (а именно, уменьшаться), так как площадь контакта будет увеличиваться.
Библиографическая ссылка
Бусаров С.С., Недовенчаный А.В., Бусаров И.С., Кобыльский Р.Э. Экспериментальное определение контактного давления манжетного уплотнения на стенки рабочей камеры // Современные наукоемкие технологии. 2020. № 7. С. 19-23;URL: https://top-technologies.ru/en/article/view?id=38127 (дата обращения: 06.07.2026).
DOI: https://doi.org/10.17513/snt.38127