


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
INVESTIGATION OF THE KINETIC CHARACTERISTICS OF THE FORMATION OF A HARDENED SURFACE LAYER, STRUCTURE AND PHASE COMPOSITION ON THE OT4 TITANIUM ALLOY IN THE PROCESS OF ELECTROSPARK DOPING

Титановые сплавы на сегодняшний день широко используются в различных отраслях, в том числе и для изготовления рабочих лопаток паровых турбин. Однако вследствие тяжелых условий работы лопатки из таких сплавов имеют склонность к износу вследствие различных факторов, в том числе происходит и разрушение кромок [1–3]. Поэтому для повышения их прочности и износостойкости широко применяются различные методы, например метод электроискрового легирования, отличающийся простотой и экономической выгодой [4–6].
Цель исследования – исследование кинетики формирования упрочненного поверхностного слоя, его структуры и фазового состава на титановом сплаве ОТ4 в процессе электроискрового легирования.
Материалы и методы исследования
Нанесение покрытий осуществлялось на титановый сплав ОТ4 электродами из самофлюсующихся сплавов никеля системы Ni-Cr-Si-B-C типа ПГ-12Н-03 с помощью установки ЭЛФА 541 с системой позиционирования, которая контролирует перемещение анода в зависимости от типа детали по трем или пяти координатам. Температуру анода контролирует специальная система слежения и встроенная система охлаждения. Термопары служат для контроля температуры анода в конкретных точках [7]. Покрытия изучались с помощью микроскопа МИМ-8. Коэффициент трения и скорость изнашивания покрытий изучались на машине трения СМЦ-2 весовым методом.
Результаты исследования и их обсуждение
Технология процесса ЭИЛ определяется двумя основными взаимосвязанными совокупностями факторов [8, 9]:
– факторы, которые обусловлены режимами электроискрового легирования;
– факторы, определяющие состояние поверхностного слоя (эксплуатационные свойства, такие как микрогеометрия, уровень и знак остаточных напряжений, наличие и характер дефектов, а также элементный и фазовый состав электрода).
Основные сведения о кинетике нанесения покрытий на установке «ЭЛФА-541» показывают, что в сумме эрозия изучаемых материалов нелинейно изменяется с увеличением времени легирования.
Зависимости эрозии указанных сплавов от времени снижаются в течение трех минут процесса ЭИЛ и становятся стабильными при удельной длительности легирования, составляющей τуд > 8…10 мин/см2 [10, 11]. Эта зависимость объясняется тем, что при ЭИЛ длительностью (2,0…3,0) мин/см2 исходное состояние определяет эрозию материала электрода, применяемого для легирования, которая соответствует физическим и химическим свойствам материала электрода для легирования. При увеличении продолжительности легирования на поверхности анода образуется слой, обладающий измененной структурой (вторичная структура). Указанная структура возникает из-за обратного переноса материала подложки – катода на электрод – анод и является истинным объектом эрозии, существенно влияющим на формирование ЛЭНП, до окончательного расхода легирующего электрода [12].
Возникновение вторичной структуры происходит за счет действия межэлектродной фазы, импульсных термомеханических нагрузок искрового разряда и обратного переноса материала. Преобладающим влиянием какого-либо из перечисленных выше факторов определяется вид кинетической эрозии, а следовательно, условия образования модифицированного поверхностного слоя и покрытия. Разрушению вторичных структур способствуют внешние термомеханические воздействия, а разрушение осуществляется в основном в подслое, имеющем явные признаки пластической деформации (рис. 3, а–в).
Таким образом, на подложку наносится не исходное вещество сплава для легирования, а сложный композиционный материал, образующийся при действии на него искровых разрядов, межэлектродной среды и обратного массопереноса.
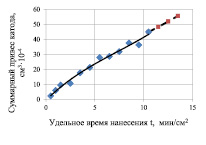
Рис. 1. Экспериментальные данные зависимости суммарного привеса катода от удельного времени нанесения покрытий
а)
б)
в)
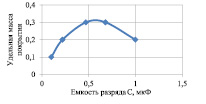
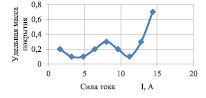
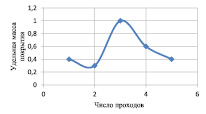
Рис. 2. Экспериментальные данные зависимости массы покрытия от величины емкости разряда (а), силы тока (б) и числа проходов (в)
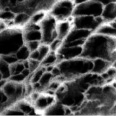
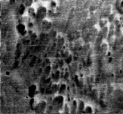

а (х800) б (х1600) в (х3200)
Рис. 3. Электронная вторичная микроструктура анода после ЛЭН: катод – спеченный сплав ОТ4, анод – самофлюсующийся сплав системы Ni-Cr-Si-B-C типа ПГ-12Н-03 с добавкой порошка ВК8
Улучшению, по сравнению с материалом основы, механических свойств вторичной структуры способствует ударнотепловое воздействие разряда, которое ускоряет процессы диффузии, динамическую и фазовую перекристаллизацию материалов. Образующаяся вторичная структура обладает повышенной микротвердостью, равной (8…10) ГПа.
На процесс электроискрового легирования большое влияние оказывает смачиваемость катода жидкой фазой материала анода. Поэтому в данной работе были изучены продукты эрозии, образованные в процессе ЛЭН на изучаемом материале. В продуктах эрозии жидкая фаза составляла (25…27) % с размером частиц (6…8) – 76/13 мкм, а твердая – (73…75) % с размером частиц (20…25) – 760/75 мкм. В знаменателе указан размер частиц, составляющий более 50 % от общего количества.
Предпосылки для образования метастабильных кристаллических и аморфных фаз при ЭИЛ создает быстрое расплавление электродного материала и сверхбыстрое охлаждение расплава в слоях толщиной (5…25) мкм.
Для качественной оценки прочности легированных слоев использовалась нормальная нагрузка, вызывающая разрушение покрытия из-за скольжения индентора сферической или пирамидальной формы. Оценка параметров процесса разрушения упрочненного слоя осуществлялась с помощью оптического микроскопа по сколам и трещинам в краях канавки, образовавшейся в результате действия индентора. Указанный метод является косвенным, так как по нему нет возможности получить истинные значения характеристик сцепления и прочности покрытий, но он удобен для применения с целью сравнения и качественной оценки адгезионной прочности покрытий.
Была проведена оптимизация процесса нанесения покрытий ЭИЛ на титановый сплав ОТ-4 путем полного факторного эксперимента. Независимыми переменными являлись: х1 – емкость разряда; х2 – сила тока; х3 – число проходов; х4 – скорость переноса вещества. В результате составлено следующее уравнение регрессии:
У = 0,513 + 0,044х2 + 0,072х3 + 0,031х4 + 0,052х1х4 – 0,054х2х3 + 0,052х1х2х3 +
+ 0,042х1х3х4 + 0,052х1х2х3х4.
Проведя анализ полученного уравнения, можно сказать, что основное влияние на качество покрытий оказывает число проходов, сила тока, соотношение параметров емкости и частоты вращения электрода, силы тока и количества проходов, а также совокупность всех факторов, а оптимальным режимом ЭИЛ, характеризующимся минимальной шероховатостью поверхности и максимальным коэффициентом переноса, будет: С = 0,22 мкФ; I = 9,6 A; n = 4; η = 890 мин.
Металлографические исследования [13–15] показали, что после электроискрового легирования на порошковом сплаве ОТ-4 происходит формирование электроискрового покрытия, обладающего толщиной (60…80) мкм и имеющего микротвердость равную (11,8…12,2) Гпа, со слоистым строением, один из слоев которого является «белой» прослойкой, не поддающейся травлению.
В микроструктуру образовавшихся покрытий из порошка ПГ-10Н-01 входит твердый раствор, имеющий в своем составе γ-фазу никеля и эвтектическую смесь γ'-фазы, включающую бориды никеля Ni3B, Ni2B, NiB, хрома СrВ, силицида никеля Ni2Si5 и карбидов хрома Сr7С3, Сr23С6 имеющих пористость, равную (2…3) %. Этот твердый раствор имеет неоднородный состав с участками метастабильного раствора, образующегося за счет пересыщения бором, и раствора включающего ликвации растворенного хрома и железа. В результате нагрева пересыщенный твердый раствор распадается с выделением дополнительного количества NiB.
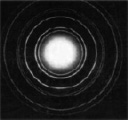
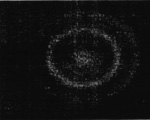
Наличие аморфной составляющей установлено в поверхностном слое покрытия путем применения метода косых рентгеновских съемок и просвечивающей электронной микроскопии. Электронограммы ЭИЛ покрытий показывают дифракционные отражения, характеризующие кристаллические фазы, на фоне размытых диффузионных максимумов интенсивности, которые характерны для материалов с аморфной составляющей (рис. 3, а, б).
Количество аморфных областей в слое составляет около (9…12) %, они имеют диаметры около (1,5…3,2) мкм, с кристаллами внутри, которые имеют размеры (0,08…0,12) – (0,28…0,33) мкм и в общей массе обладают шаровидной формой. Данные сведения были установлены путем количественной электронной микроскопии «белых слоев» за счет полного химического растворения сплава из титана и частичного растравливания покрытия. Отсюда следует, что при процессе легирования в результате неоднократных термовоздействий при единичном акте переноса электродного материала с анода на катод возникает частичная кристаллизация аморфной фазы.
Сформированная аморфоподобная структура границ зерен получается в результате аморфизирующего влияния кремния.
Далее рассмотрены зависимости механических свойств электроискровых титановых сплавов с электроискровыми покрытиями.
В воздухе минимальная скорость изнашивания (приблизительно в 25–30 раз меньше, чем у сплава ОТ4) обнаруживается после 1–1,5 ч воздействия трением, в это время завершается процесс приработки (рис. 5, 6). Однако следует отметить и небольшой износ контртела, а также низкое значение температуры приповерхностного слоя (25–30 °С), что говорит о наличии небольшой или вообще отсутствии пластической деформации и малом адгезионном взаимодействии карбида титана и рассматриваемых покрытий.
а) б)
Рис. 4. Электронограммы электроискровых покрытий ПГ – 10Н – 01: а) от кристаллической фазы; б) от аморфной фазы
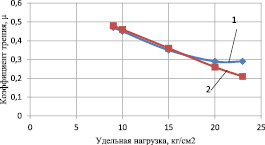
Рис. 5. Зависимость коэффициента трения покрытий и сплава ОТ4 (1) и сплава с покрытием (2) от нагрузки при трении на воздухе
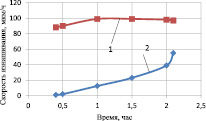
Рис. 6. Зависимость скорости изнашивания покрытий и сплава ОТ4 от времени испытания при трении на воздухе: сплав ОТ4 (1), сплав с покрытием (2)
Заключение
Таким образом, можно сделать вывод, что нанесение электроискрового покрытия существенно повышает износостойкость титанового сплава путем влияния на фазовый состав поверхностного слоя. А именно, на подложку происходит перенос не исходного легирующего сплава материала анода, а сложного композиционного материала с улучшенными механическими свойствами и повышенной микротвердостью.
Покрытие обладает повышенной твердостью за счет γ-фазы никеля и эвтектической смеси γ'-фазы, имеющих пористость не более 3 %.
Отмечается, что зависимость скорости изнашивания повышается почти в 2 раза, по сравнению с немодифицированным сплавом, а коэффициент трения сплава с покрытием снижается в 1,5 раза.
Библиографическая ссылка
Филонович А.В., Горлов А.Н., Ворначева И.В., Костюков П.В. ИССЛЕДОВАНИЕ КИНЕТИЧЕСКИХ ХАРАКТЕРИСТИК ФОРМИРОВАНИЯ УПРОЧНЕННОГО ПОВЕРХНОСТНОГО СЛОЯ, ЕГО СТРУКТУРЫ И ФАЗОВОГО СОСТАВА НА ТИТАНОВОМ СПЛАВЕ ОТ4 В ПРОЦЕССЕ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ // Современные наукоемкие технологии. 2019. № 9. С. 107-111;URL: https://top-technologies.ru/en/article/view?id=37675 (дата обращения: 15.06.2026).