


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
METHOD OF CALCULATION OF THE DURABILITY OF THE CONSTITUENT ELEMENTS OF VEHICLE BODIES MADE OF STEEL AND ALUMINUM ALLOYS

Для снижения массы транспортных средств (легковые автомобили, автобусы) с целью обеспечения максимального запаса хода их в городском режиме при полной заправке используются новые материалы, а также легкие металлы, такие как алюминий и магний, составляющие в сумме около 50 % всей снаряженной массы автомобилей [1]. Кроме того, стальной облицовочный материал заменяется на алюминиевые листы, которые закрепляются на каркасах из стального металлопроката, что уменьшает собственную массу автомобиля, а также к снижению расхода топлива эксплуатационных расходов при обеспечении прочности элементов конструкции при действии эксплуатационных нагрузок [2].
Соединение алюминиевых панелей на стальном каркасе в современном производстве автобусов и легковых автомобилей осуществляемое либо с помощью различного рода клеев или сваркой. При последнем способе соединения происходит нагрев соединяемых деталей, что приводит к появлению в них остаточных напряжений после остывания [3–5]. Даже если в эксплуатации облицовка кузова испытывает переменные напряжения невысокого уровня от действующих нагрузок, то влияние остаточных напряжений в сварных соединениях на пределы выносливости оказывается высоким [6, 7]. В связи с этим проблема повышения надежности элементов кузова транспортных средств, состоящих из листов алюминиевых сплавов, сваренных на каркасе из стали, прогнозирование ее долговечности является актуальной задачей.
Цель исследования: разработка методики расчета на долговечность элементов кузовов транспортных средств со сварными соединениями из стали и алюминиевых сплавов, что позволит прогнозировать их надежность в эксплуатации.
Материалы и методы исследования
Объектом исследования является долговечность сварных составных элементов кузовов транспортных средств из стали и алюминиевых сплавов под действием инерционных нагрузок при эксплуатации с учетом остаточных напряжений в соединении после сварки. В качестве предмета исследования принята опытная крышка смотрового люка отсека силовой установки электробуса Волгабас 5270E.
Основные положения предлагаемой методики расчета на долговечность составных элементов кузовов из стали и алюминия, работающих под действием инерционных нагрузок при наличии остаточных напряжений, которые возникают в конструкции после сварки стального каркаса с алюминиевым листом, представлены в виде блок-схемы на рис. 1.
Численные методы расчета проводятся с использованием метода конечных элементов (МКЭ), и для всей конструкции конечно-элементная модель (КЭМ) должна быть достаточно громоздкой, так как состоит из значительного количества элементов и узлов, что скажется на эффективности расчета. Поэтому отработка методики проводится на контрольных образцах (рис. 2), а результаты этого исследования будут перенесены на реальную конструкцию.
После выбора способа соединения листов из алюминия со стальным каркасом для элементов конструкции на контрольных образцах проводится его экспериментальная отработка. В нашем случае в качестве способа соединения была выбрана лазерная сварка [8].
Рассмотрим исследования, проводимые в соответствии c блок-схемой на рис. 1.
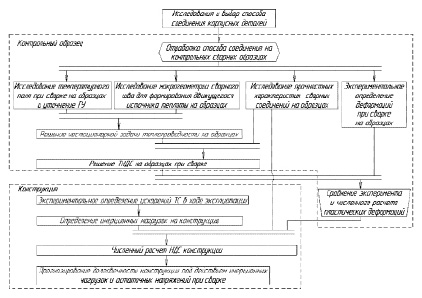
Рис. 1. Блок-схема методики прогнозирования долговечности сварных элементов кузова
При сварке температурное поле в окрестностях сварного шва регистрируется хромель-алюмелевыми термопарами, что позволяет выбрать способ сварки с наименьшим тепловым потоком, а также для формирования начальных и граничных условий теплообмена с целью проверки сходимости расчетных и экспериментальных температур при решении нестационарной задачи теплопроводности в процессе лазерной сварки [9].
Для определения геометрии сварочной ванны и ее влияния на остаточные напряжения изготавливаются макрошлифы сварных соединений из сварных образцов, что позволяет определить объем сварочной ванны, а также характер передачи теплоты при движении лазерного луча [9]. В объеме сварочной ванны из-за воздействия лазерного луча за время сварки происходит перемешивание металлов, что позволяет принять температуру расплава равной температуре плавления стали. Такая формализация источника теплоты упрощает задание начальных и граничных условий теплообмена в процессе сварки. Расчет температурных полей в процессе лазерной сварки стальных и алюминиевых листов внахлест более подробно рассмотрен в работе [9].
Для исследования прочности сварных соединений и уточнения ГУ в качестве объекта исследования принят контрольный сварной образец (рис. 2), полученный лазерной сваркой по разработанному способу и состоящий из двух стальных и двух алюминиевых пластин, соединенных четырьмя сварными швами (прямолинейными или кольцевыми). Длина рабочей части образца составляет l0 = 120 мм, ширина рабочей части образца b = 30 ± 0,5 мм, согласно ГОСТ 6996-66.
Для определения временного сопротивления σv контрольные сварные образцы были испытаны по ГОСТ 6996-66 при статическом растяжении на разрывной машине WDW-100E, скорость нагружения составляла 5 мм/мин (что составляло в ходе экспериментов рост напряжения не более 6 МПа/с, а по ГОСТ 1497-84 для цветных металлов допускается его рост от 1 до 10 МПа/с) [10].
На контрольных образцах экспериментально проводится измерение деформации под действием тепловой нагрузки при сварке, например, с помощью рычажного тензометра.
После проведения указанных выше исследований и уточнения ГУ, решается задача нестационарной теплопроводности, а также проводится расчет МКЭ теплового напряженно-деформированного состояния МКЭ на контрольных образцах с определением величины остаточных напряжений, возникающих после процесса сварки [2].
Для оценки достоверности полученных результатов значение остаточных напряжений после численного расчета МКЭ сравнивается с результатами эксперимента, а результаты численного расчета на контрольных образцах – с результатами расчета МКЭ части конструкции.
В эксплуатации на кузов транспортного средства (ТС) действуют различные силы [11, 12]. Так как в качестве предмета исследования принята опытная крышка смотрового люка отсека силовой установки электробуса Волгабас 5270E, то основной нагрузкой на него являются силы инерции, возникающие при ускорении и торможении ТС. Экспериментальное определение ускорений ТС в ходе эксплуатации и определение инерционных нагрузок на элементы кузовов рассмотрено в нашей работе [2].
После проведения указанных выше операций проводится численный расчет НДС конструкции с вычислением эквивалентных напряжений [13].
Поскольку в нашем случае имеем сложное напряженное состояние, то при вычислении эквивалентного напряжения [2] вклад величины остаточных напряжений в усталостную долговечность в соответствии с рекомендациями И.А. Биргера [14] следует учесть путем добавления их к наибольшему постоянному напряжению цикла [2].
По результатам численных расчетов МКЭ проводится расчет надежности и прогнозирование долговечности по гипотезе Кортена – Долана [14, 15]:
 , (1)
, (1)
где (Ng)f – общее число циклов до разрушения в условиях действия напряжений с изменяющейся амплитудой; d – постоянная материала (для алюминиевого сплава dср.ал = 6); N1 – число циклов до разрушения при действии напряжений с наибольшей амплитудой σ1 (N1 = 100000, для малоцикловой нагрузки); α1, α2, … αn, – относительные доли числа циклов нагружений с амплитудами σ1, σ2, …, σn, соответственно.
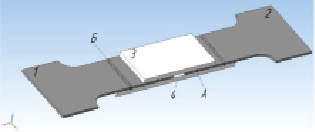
Рис. 2. Контрольный сварной образец: 1 и 2 – листы стали 20 толщиной 1,5 мм; 3 и 4 – листы алюминиевого сплава АМг2М толщиной 3,0 мм; А и Б – места сварных соединений
Как отмечается в [15], во многих практических приложениях напряжения меняются квазислучайно, сумма вероятностей возникновения этих напряжений может изменяться от 0,6 до 1,6, т.е. в знаменателе формулы (1)  , что следует учитывать при прогнозировании нагружения автобусов от действия инерционных нагрузок.
, что следует учитывать при прогнозировании нагружения автобусов от действия инерционных нагрузок.
Результаты исследования и их обсуждение
В ходе экспериментальных исследований были изготовлены серии контрольных сварных образцов с целью определения временного сопротивления сварных соединений σsv.sh и коэффициент ослабления прочности сварного соединения k = σsv.sh/σ относительно основного материала. Поскольку разрушение контрольных сварных образцов происходило путем смятия сварных соединений в зоне термического влияния (ЗТВ) алюминиевого листа от нормальных напряжений, в качестве σ применяется временное сопротивление смятию алюминиевого сплава равное 270 МПа. Граница смятия в поперечном сечении определялась по макрошлифам сварных соединений. Результаты механических испытаний приведены в таблице.
Определение расчетных остаточных напряжений в зоне термического влияния алюминиевых листов для контрольных сварных образцов исходило из следующих предположений. После нагрева в ходе лазерной сварки высокую прочность и пластичность алюминиевые сплавы приобретают при температуре ниже 300 °С. Начиная с данной температуры начинает формироваться значительная часть остаточных напряжений.
Расчетное температурное поле, полученное путем решения уравнений нестационарной теплопроводности с использованием модифицированной модели сварочной ванны на стадии остывания, для задачи ТНДС в сварочном шве должно соответствовать началу формирования твердых фаз и остаточных напряжений, т.е. 300 °С.
Применяя метод переменных параметров упругости И.А. Биргера [14], определяется ТНДС в КЭ исследуемой области для расчетного температурного поля в упругопластической постановке с использованием свойств материалов (модуля упругости E), характерных для принятой в расчете температуры. Расчет ТНДС контрольных сварных образцов проводился с использованием программы Solidworks Simulation в упругопластической постановке с использованием критерия пластичности Мизеса.
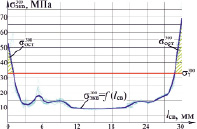
Распределение эквивалентных напряжений в ЗТВ алюминиевого листа по длине прямолинейного и кольцевого сварных швов [8] в расчетной точке приведено на рис. 3, которое позволяет получить необходимые данные для расчета остаточных напряжений  в расчетной точке:
в расчетной точке:
 (2)
(2)
где  – эквивалентные напряжения, вычисленные МКЭ с учетом температуры 300 °С;
– эквивалентные напряжения, вычисленные МКЭ с учетом температуры 300 °С;  – предел текучести по справочным данным при температуре 300 °С.
– предел текучести по справочным данным при температуре 300 °С.
Далее, используя обобщенные кривые деформирования при растяжении образцов для температур 300 °С и 20 °С, проводится расчет процесса теплового нагружения при остывании (ломаная линия ACB, рис. 4) с отысканием остаточных напряжений после остывания по формуле
 (3)
(3)
где  – остаточные напряжения при температуре 20 °С;
– остаточные напряжения при температуре 20 °С;  – остаточные напряжения при температуре 300 °С;
– остаточные напряжения при температуре 300 °С;  и
и  – касательные модули упругости при температурах 20 °С и 300 °С соответственно [14];
– касательные модули упругости при температурах 20 °С и 300 °С соответственно [14];  – эквивалентные деформации при температуре 300 °С; α = 23,8·10-6 1/град – коэффициент линейного расширения алюминиевого сплава АМг2М; ΔT – перепад температур (280 °С).
– эквивалентные деформации при температуре 300 °С; α = 23,8·10-6 1/град – коэффициент линейного расширения алюминиевого сплава АМг2М; ΔT – перепад температур (280 °С).
Результаты механических испытаний контрольных сварных образцов
|
Тип шва |
Мощность лазерного излучения P, Вт |
Скорость сварки v, мм/с |
Усилие разрушения Pmax.sr, кН |
Начальная площадь поперечного сечения F0, мм2 |
Временное сопротивление σsv.sh, МПа |
k |
|
Прямолинейный |
2900 |
18 |
8,09 |
51,22 |
158,19 ± 14,27 |
0,59 |
|
2900 |
20 |
7,56 |
47,72 |
157,94 ± 5,61 |
0,58 |
|
|
3000 |
18 |
8,03 |
33,04 |
242,99 ± 19,68 |
0,90 |
|
|
3000 |
20 |
8,12 |
36,65 |
221,59 ± 9,52 |
0,82 |
|
|
Кольцевой |
2900 |
20 |
8,99 |
51,04 |
176,09 ± 7,90 |
0,65 |
|
2900 |
22 |
8,11 |
45,73 |
177,39 ± 4,73 |
0,66 |
|
|
3000 |
20 |
12,57 |
49,80 |
252,42 ± 7,30 |
0,93 |
|
|
3000 |
22 |
10,03 |
52,05 |
192,70 ± 3,16 |
0,71 |
а) б)
Рис. 3. Распределение эквивалентных напряжений в ЗТВ алюминиевого листа в расчетной точке по длине: а – прямолинейного; б – кольцевого сварных швов
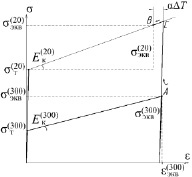
Рис. 4. К определению пластических деформаций на стадии остывания
Подставив в формулу (3) вычисленные и справочные известные величины, остаточные напряжения в зоне термического влияния алюминиевого листа для прямолинейного сварного шва составили 47,26 МПа, для кольцевого шва – 28,54 МПа.
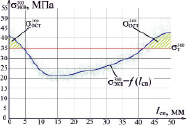
Сравнение результатов расчета остаточных напряжений проводилось на облицовочной поверхности алюминиевого листа, где может быть установлен тензометр Гугенбергера, поскольку определение деформаций в ЗТВ алюминиевого листа не представляется возможным (рис. 5). Результаты экспериментального определения деформаций приведены на рис. 6. Расчетное значение остаточных напряжений по формуле (2) составляет – 6,87 МПа, что хорошо согласуется с величиной остаточных напряжений, полученных экспериментально на облицовочной поверхности алюминия:

 (4)
(4)

Рис. 5. Стенд для определения деформаций с использованием тензометра Гугенбергера (а) и результаты измерения (б): 1 – стальной лист Ст20, 2 – лист алюминиевого сплава АМг2М; 3 – тензометр Гугенбергера; 4 – сварное соединение
Последним этапом методики является расчет долговечности по гипотезе Кортена – Долана по формуле (1):

где  , напряжения σ2, σ3, …, σn соответствуют амплитуде интенсивности напряжений σia в [2] с вероятностями αn, соответствующими частоте появления каждой группы циклов во время регистрации ускорений ТС,
, напряжения σ2, σ3, …, σn соответствуют амплитуде интенсивности напряжений σia в [2] с вероятностями αn, соответствующими частоте появления каждой группы циклов во время регистрации ускорений ТС,  Мпа,
Мпа, 
 Мпа.
Мпа.
Полученное значение циклов соответствует 20,77 лет эксплуатации при нормативном сроке в 7 лет.
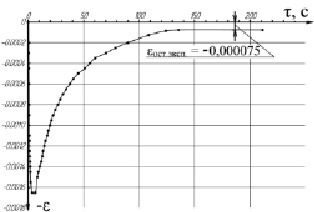
Рис. 6. Результаты замеров деформации при сварке: εост.эксп – величина остаточных пластических деформаций (знак «–» соответствует сжатию образцов в месте измерения)
Заключение
В статье предложена методика расчета на долговечность алюминиевых панелей, соединенных со стальным каркасом лазерной сваркой. Рассмотрен выбор граничных условий для теплового напряженно-деформированного состояния при сварке, что позволяет корректно определить остаточные напряжения, возникающие при этом. Полный расчет предлагается под действием инерционных нагрузок, возникающих при ускорении и торможении транспортного средства во время движения по дорогам общего пользования. Полученные исходные данные позволяют провести расчет на долговечность элементов кузовов транспортного средства на действие переменного нагружения инерционными силами с использованием с учетом влияния остаточных напряжений.
Работа выполнена при финансовой поддержке Министерства образования и науки Российской Федерации. Соглашение о предоставлении субсидии № 14.577.21.0158 от 28 ноября 2014 г. Уникальный идентификатор ПНИЭР RFMEFI57714X0158.
Библиографическая ссылка
Гоц А.Н., Гусев Д.С., Гуськов В.Ф., Люхтер А.Б. МЕТОДИКА РАСЧЕТА НА ДОЛГОВЕЧНОСТЬ СОСТАВНЫХ ЭЛЕМЕНТОВ КУЗОВОВ ТРАНСПОРТНЫХ СРЕДСТВ ИЗ СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ // Современные наукоемкие технологии. 2019. № 9. С. 64-69;URL: https://top-technologies.ru/en/article/view?id=37667 (дата обращения: 15.06.2026).