


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
THE DIGITAL PROCESSING BLOCK OF A V-TYPE DIESEL 1А5D49 THROUGH PORTABLE MACHINING MODULE WITH OPTO-ELECTRONIC (LASER) SYSTEM DEPLOYMENT AND MEASUREMENT

Дизельный двигатель 1А5Д49 применяется в кораблестроении. В зависимости от количества цилиндров, мощность составляет 4000–6000 кВт. При поломках часто возникает необходимость капитального ремонта, что не всегда выполнимо во внезаводских условиях из-за отсутствия стационарного станочного оборудования.
Наиболее частый ремонт возникает в связи с нарушением соосности посадочных отверстий вкладышей коренных подшипников скольжения коленчатого вала и деформации блока дизеля.
Наиболее часто ремонт производится на заводе – изготовителе дизеля 1А5Д49. В ряде случаев возникает острая необходимость ремонта дизеля на базе дислокации кораблей вне заводского производства. Для проведения таких ремонтов без стационарного станочного оборудования необходимо иметь портативные средства измерения и обработки.
В настоящей работе представлены результаты исследования погрешностей соосности изношенных посадочных отверстий вкладышей подшипников скольжения и перпендикулярности осей гильз цилиндров относительно продольной оси коленчатого вала V-образного блока корабельного мощного дизеля 1А5Д49 мощностью более 4000 кВт посредством портативного станочного модуля с оптоэлектронной (лазерной) системой измерений и базирования [1].
Научной новизной исследований, представленных в настоящей статье, является научное обоснование замены аналоговой системы измерений на более точную цифровую систему измерений и базирования с использованием растровой системы преобразования линейных перемещений в цифровую информацию с обработкой результатов измерений, базирования и обработки на ПЭВМ, и применение портативного станочного модуля для обработки крупногабаритных изделий вне основного производства.
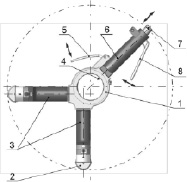
В отверстие вкладышей с одного из торцов блока дизеля устанавливается лазерный излучатель [2]. С другой стороны блока дизеля в отверстие устанавливается базовый центроуказатель. Для определения перпендикулярности отверстий гильз цилиндров в середине блока в промежуточные посадочные отверстия вкладышей устанавливается мост поворота лазерного пучка. А в отверстие гильзы цилиндры поочередно в правую и левую часть блока устанавливается центроискатель с фотоприемником (рис. 1).
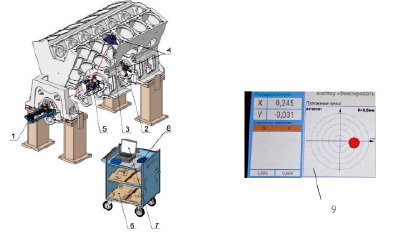
Рис. 1. Схема компоновки лазерной системы измерения размеров, формы и расположения посадочных отверстий вкладышей подшипников скольжения коленчатого вала V-образного блока корабельного мощного дизеля 1А5Д49 (условно показано только одно правое направление перпендикулярного лазерного пучка гильз цилиндров): 1 – излучающий модуль; 2 – центроуказатель; 3 – центроискатель; 4 – фотоприемник; 5 – мост оптический поворотный; 6 – тумбочка передвижная; 7 – персональный компьютер (ноутбук); 8 – блок сопряжения; 9 – интерфейс измерений центра осей постелей вкладышей подшипников скольжения коренных шеек коленчатого вала в блоке дизеля 1А5Д49
Лазерный пучок проходит через мост поворота лазерного пучка, где раздваивается на два перпендикулярно направленных лазерных пучка. Один пучок без преломления попадает на базовый центроуказатель отверстий постелей подшипников скольжения, тем самым определяется отклонение соосности отверстий пастелей от номинальной. Второй перпендикулярный пучок попадает в фотоприемник центроискателя, установленный в отверстии гильзы цилиндра, и определяет погрешность перпендикулярности оси цилиндров относительно продольной оси коленчатого вала. Измерение осей цилиндров левой и правой части блока выполняется поочередно при повороте пентапризмы моста и перестановки центроискателей. На рис. 1 условно показано только одно правое направление перпендикулярного лазерного пучка гильз цилиндров.
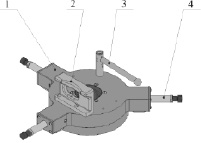
Портативный станочный модуль, предназначенный для расточной обработки поверхностей отверстий постелей вкладышей коренных подшипников коленчатого вала блока дизеля 1А5Д49, аналогичен, как и для двигателя 10Д100 (рис. 2). Базирование модуля в блоке цилиндров осуществляется путем совмещения лазерного пучка лазерной информационной системы с центром фотоприемного устройства 11.
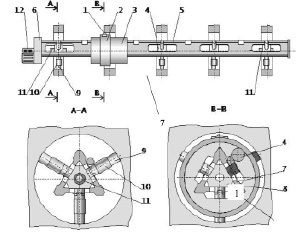
Рис. 2. Компоновочная схема портативного станочного модуля для расточной обработки поверхностей отверстий постелей вкладышей коренных подшипников коленчатого вала дизеля 1А5Д49: 1 – резец; 2 – вращающееся кольцо; 3 – корпус расточной головки; 4 – шестерня; 5 – приводной вал; 6 – редуктор; 7 – опорная штанга; 8 – упорный механизм; 9 – упорные лапки; 10 – регулировочный механизм; 11 – фотоприемное устройство; 12 – лазерный излучатель
Портативный станочный модуль посредством опорной штанги 7 и упорных лапок 9 устанавливается в растачиваемом отверстии постели. На опорной штанге 7 установлен корпус расточной головки 3 с вращающимся кольцом 2 с твердосплавным резцом 1, которые получают вращение от приводного вала 5 через редуктор 6. Продольная подача кольца 2 с резцом 1 осуществляется ходовым винтом.
Излучающий модуль (рис. 3) предназначен для получения базового лазерного пучка и встраивания его в ось постелей коленчатого вала блока дизеля. Излучающий модуль состоит из излучателя, основания и кронштейна.
В составе излучателя применяется газовый лазер типа ГН-3 или полупроводниковый лазерный модуль LDM. Возможно применение полупроводниковых лазеров другой модели [3]. Данные типы лазеров рекомендуются для использования в качестве источника одномодового когерентного излучения совместно с фотоприемником двухкоординатным измерительным, выполняющим функцию отсчетного устройства.
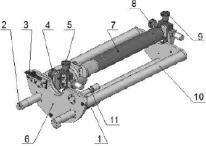
Рис. 3. Излучающий модуль на основе газового лазера: 1 – рукоятка затяжки основания; 2 – прижим; 3 – щуп; 4, 5 – ручки переднего регулировочного узла для перемещения излучателя по горизонтали и вертикали соответственно; 6 – основание излучателя; 7 – излучатель; 8, 9 – ручки заднего регулировочного узла для перемещения лазерного пучка по горизонтали и вертикали соответственно; 10 – кронштейн; 11 – рукоятка зажима кронштейна
На основании 6 излучателя расположены два прижима 2, устанавливаемые на цилиндрическую поверхность постели. При затягивании рукоятки 1 основание 6 фиксируется прижимом 2 на постели. Щуп 3 предназначен для фиксированной установки излучающего модуля на постели. Кронштейн 10 с излучателем 7 крепится на основании 6 рукоятками 11.
На кронштейне 10 размещены передний и задний регулировочные узлы, в которых закреплен излучатель. Ручками 4, 5 и 8, 9 осуществляется перемещение излучателя для встраивания лазерного пучка по двум координатам (X, Y).
Мост оптический поворотный (рис. 4) предназначен для поворота базового лазерного пучка на 90°, с помощью установленной в нем пентапризмы [4], поочередно в левую и правую часть блока дизеля. Мост используется совместно с центроискателем для контроля перпендикулярности и относительной соосности поясов цилиндровых втулок.
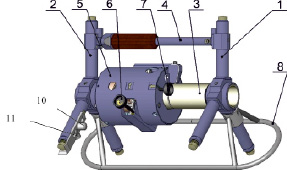
Рис. 4. Мост оптический поворотный для дизеля 1А5Д49: 1 – крестовина правая; 2 – крестовина левая; 3 – основание; 4 – штанга; 5 – корпус оптического блока; 6 – ручка поперечного перемещения лазерного пучка; 7 – ручка продольного перемещения лазерного пучка; 8 – ограждающая рамка; 9 – фиксатор положения крестовины; 10, 11 – упор; 12 – пентапризма
Основными элементами моста являются основание 3, крестовина левая 1 и правая 2, штанга 4 и оптической блок с регулировочными ручками. Конструктивно мост оптический поворотный выполнен следующим образом. На цилиндрическом основании 3 размещены две опорные крестовины 1, 2 (левая и правая) и корпус оптического блока 5, внутри которого размещена пентапризма 12. На корпусе 5 имеются ручки 6 и 7 поперечного и продольного перемещения лазерного пучка.
Мост устанавливается крестовинами на соседние постели подшипников коленчатого вала для поворота базового лазерного пучка, получаемого от излучателя, в область поясов цилиндровых втулок. Мост для дизеля 1А5Д49 в отличие от оптического моста для дизеля 10Д100 имеет стопорный шарик, фиксирующий мост в двух положениях. При этом лазерный пучок направляется вдоль одной из осей поясов цилиндровых втулок (рис. 4).
В каждом из рабочих положений мост устанавливается на цилиндрические поверхности двух соседних постелей и упирается упором в крышки коренных подшипников. При этом базирование моста в продольном направлении выполняется прижатием упора 11 на левой крестовине к нижней части постели. Базирование моста относительно горизонтальной плоскости выполняется выдвижением острия упора 10 в зазор между крышкой коренного подшипника и корпусом блока дизеля. Фиксация моста выполняется поворотом штанги 4 до разворота флажка на ее рукоятке наружу (в направлении выдвижения штоков на опорных ножках правой и левой крестовин). При этом распорное усилие на правой и левой крестовинах создается одновременно.
Центроуказатель (рис. 5, а) предназначен для определения расстояния от оси базового лазерного пучка до поверхности постели в направлениях, заданных опорными ножками центроуказателя.
Центроуказатель представляет собой приспособление, имеющее две опорные ножки 3 с валиками 2 и подпружиненный шток 7, фиксирующий центроуказатель в месте установки. В центроуказателе предусмотрено отверстие для установки фотоприемника с фиксатором 4.
А) Б)
Рис. 5. А) Общий вид центроуказателя (без фотоприемника) (а): 1 – втулка; 2 – валик опорный; 3 – опорные ножки; 4 – фиксатор фотоприемника; 5 – рычаг фиксатора фотоприемника; 6 – ножка; 7 – шток; 8 – рычаг штока; Б) Общий вид центроискателя (без фотоприемника) (б): 1 – корпус; 2 – упор для руки; 3 – ручка отвода штоков; 4 – шток
Две опорные ножки 3 выполнены под углом 90° друг к другу. На ножках с возможностью регулировки их по длине закреплены опорные валики 2. Оси опорных ножек 3 параллельно смещены от осей охватывающей окружности на 11 мм во избежание попадания опорных валиков 2 в стык опоры и крышки постели. Под углом 135° к каждой из опорных ножек размещена ножка 6 со штоком 7 и рычагом 8. Фиксатор 4 фотоприемника приводится в действие с помощью рычага 5.
Устанавливать крестовину двухопорную в постель коленчатого вала необходимо по осям фотоприемника, обозначенным на его крышке, при этом луч лазерного излучателя должен попасть в приемное окно фотоприемника. Ось Х фотоприемника должна быть параллельна горизонтальной опорной ножке, а ось Y – параллельна вертикальной опорной ножке и направлена вверх.
Центроискатель (рис. 5, б) с фотоприемником предназначен для определения положения осей поясов цилиндровых втулок относительно оси повернутого в вертикальную плоскость лазерного пучка.
Центроискатель представляет собой приспособление, имеющее три подвижных штока 4, фиксирующих его в месте установки.
В корпусе центроискателя 1 с возможностью радиального перемещения размещены штоки 4. В контролируемом поясе штоки выводятся из корпуса под действием единого рычажно-кулачкового механизма. Механизм устроен таким образом, что штоки выходят одновременно на равные расстояния от центра посадочного отверстия под фотоприемник. Механизм также центрирует фотоприемник, установленный в отверстие корпуса центроискателя.
Перед установкой в отверстие пояса штоки вводятся в корпус центроискателя 1 ручкой отвода штоков 3. Для удобства эксплуатации в центроискателе предусмотрен упор 2 для руки.
Выводы
1. Сделанное научное обоснование позволяет заменить аналоговые системы более точной цифровой системой измерения и базирования за счет растровой системы преобразования линейных перемещений в цифровую информацию с обработкой результатов измерений, базирования и обработки на ПЭВМ, что позволяет свести до минимума вредное воздействие квалификации оператора на точность.
2. Применение портативного станочного модуля с базированием в технологической системе координат по лазерному пучку позволяет обрабатывать изношенные поверхности крупногабаритных изделий вне основного производства без использования стационарных агрегатных станков.
3. Применение лазерно-информационной системы измерения позволяет определить отклонения базовых изношенных поверхностей отверстий вкладышей коренных шеек подшипников скольжения коленчатого вала (овальности) в деформированном блоке дизеля 1А5Д49 от номинального положения в лазерной системе координат XYZ.
4. По результатам измерений выбираются оптимальные опорные постели для построения теоретической оси Z с минимальным отклонением ее от соосности поверхностей постелей вкладышей коленчатого вала деформированного блока дизеля 1А5Д49. Полученные оптимальные значения используются для компьютерного пересчета отклонений dX и dY и минимизации припусков под растачивание. Тем самым уменьшается количество настроек портативного станочного модуля при растачивании.
5. Далее портативный станочный модуль базируется в лазерной системе координат на блоке дизеля посредством установленных на нем центроуказателей с фотоприемниками и выполняет размерное растачивание изношенных постелей отверстий вкладышей в деформированном блоке дизеля. Это позволяет восстанавливать изношенные и деформированные поверхности до номинальных значений на базе дислокации вне заводского производства в соответствии с требованиями чертежа.
6. Контроль и измерение размеров поверхностей после расточной обработки также выполняется посредством лазерно-информационной системы [5].
Библиографическая ссылка
Копылов Ю.Р., Бирюков М.И. ЦИФРОВЫЕ ТЕХНОЛОГИИ ОБРАБОТКИ БЛОКА V-ОБРАЗНОГО ДИЗЕЛЯ 1А5Д49 ПОСРЕДСТВОМ ПОРТАТИВНОГО СТАНОЧНОГО МОДУЛЯ С ОПТОЭЛЕКТРОННОЙ (ЛАЗЕРНОЙ) СИСТЕМОЙ БАЗИРОВАНИЯ И ИЗМЕРЕНИЙ // Современные наукоемкие технологии. 2019. № 6. С. 71-76;URL: https://top-technologies.ru/en/article/view?id=37552 (дата обращения: 14.06.2026).