


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
MODELING OF GEOMETRIC PARAMETERS SURFACING MILD STEEL

Во многих случаях наплавка является наиболее эффективным способом ремонта изношенных поверхностей и устранения опасных дефектов с сохранением необходимых свойств материала.
В силу большого количества факторов, оказывающих влияние на процесс наплавки, заранее оценить качество наплавленного слоя задача непростая. Метод проб и ошибок – не лучший способ решения проблемы, особенно в тех случаях, когда цена ошибки велика [3].
Математическая модель является универсальным и гибким инструментом [12]. После проверки адекватности модели исходному объекту с ней проводятся разнообразные и подробные опыты, дающие все требуемые качественные и количественные свойства и характеристики объекта [10].
Однако прогнозирование состояния сложных технических процессов затруднено отсутствием необходимого количества математических моделей. В ряде случаев выходом из ситуации является использование закономерностей, получаемых в ходе регрессионного анализа. С их помощью появляется возможность описать любой объект при полном соблюдении алгоритма активного эксперимента. Полный факторный эксперимент является наиболее легко реализуемым среди многочисленных методов активного эксперимента [1].
Наиболее распространенным способом устранения дефектов наружной поверхности трубы при ремонте магистральных газопроводов является наплавка [11]. Известны также работы, показывающие повышение эксплуатационных характеристик [6; 7].
Техника и режимы проведения процесса наплавки должны обеспечивать минимальное проплавление основного металла и перемешивание его с наплавленным; отсутствие пор, трещин, шлаковых включений, несплавлений и других дефектов в наплавленном слое; минимальную величину внутренних остаточных напряжений и коробления изделия; равномерную высоту и рельеф наплавленного слоя.
Эффективным методом снижения доли основного металла в наплавленном слое является уменьшение шага наплавки. Наложение валиков при наплавке тел вращения и плоских поверхностей производится таким образом, чтобы каждый последующий валик перекрывал предыдущий в среднем на 1/3 ширины. Тогда шаг наплавки будет равен 2/3 ширины валика. Уменьшение шага способствует снижению глубины проплавления основного металла, получению более гладкой наплавленной поверхности, а также увеличивает толщину наплавленного за один проход слоя (рис. 1). Однако при очень малом шаге (менее 0,5 ширины валика) возможно образование непроваров и несплавлений или заклинивание шлаковой корки и образование шлаковых включений [8].
Целью данной работы является разработка модели процесса автоматической наплавки омедненной сварочной проволокой сплошного сечения марки ПроТЭК 60, выпускаемой в соответствии с требованиями ТУ 1227-001-23083840-2015 «Проволока стальная сварочная сплошного сечения ПроТЭК 60».
Проволока рекомендуется к применению для автоматической наплавки и сварки плавящимся электродом в среде активных газов и смесях всех слоев шва стыковых соединений труб при строительстве, реконструкции и капитальном ремонте промысловых и магистральных газопроводов. Типовой химический состав наплавки и его механические свойства представлены в табл. 1 и 2.
Данная проволока соответствует требованиям нормативных документов ПАО «Газпром» и является функциональным аналогом таких проволок, как TS-6, K-600, Boehler SG3-P, SUPRAMIG SERIMAX, OK Autrod 12.66, используемых при монтаже и ремонте газопроводов [9]. В частности, при устранении задиров, трещин и других линейно-протяженных дефектов при ремонте магистральных газопроводов. Применение этой проволоки российского производства позволяет отказаться от дорогостоящего иностранного аналога, что снизит затраты при неизменном качестве.
Однако в связи с новизной проволоки требуется определение оптимальных параметров режима наплавки, обеспечивающих получение необходимых геометрических параметров шва (наплавки).

а б
Рис. 1. Образование наплавленного слоя: а – шаг наплавки менее 2/3 ширины; б – шаг наплавки более 2/3 ширины; b – ширина валика; t – шаг наплавки; с – толщина наплавленного слоя; h – глубина проплавления
Таблица 1
Типовой химический состав наплавленного металла
|
Содержание элементов, % |
|||||||
|
С |
Mn |
Si |
S |
P |
Cr |
Ti |
Ni |
|
0,04–0,9 |
1,10–1,70 |
0,60–1,10 |
≤ 0,02 |
≤ 0,02 |
≤ 0,10 |
≤ 0,10 |
0,7–1,1 |
Таблица 2
Типовые механические свойства наплавленного металла
|
Временное сопротивление разрыву, МПа |
Предел текучести, МПа |
Относительное удлинение, % |
Ударная вязкость, Дж/см2 |
|
|
КСV-20 |
КСV-40 |
|||
|
560–620 |
440–520 |
≥ 22 |
≥ 80 |
≥ 55 |
В ходе эксперимента исследовалась автоматическая наплавка проволокой ПроТЭК 60 диаметром 1,2 мм. Эксперимент проводился по методике, описанной в работах [1; 4; 5]. Наплавка выполнялась на низкоуглеродистые стальные пластины толщиной 6 мм в смеси Ar+18 % CO2 в нижнем положении. Сварка выполнялась на установке для автоматической наплавки (рис. 2) с использованием сварочного аппарата ДС400.33М и подающего механизма ПМ 4.33 на режимах, приведенных в табл. 3.
В результате работы получены зависимости между параметрами режима наплавки и геометрическими параметрами наплавляемых валиков. Зависимости представлены в виде математических моделей и графиков.
Для двухуровневого полного факторного эксперимента было проведено четыре опыта, каждый из которых повторялся три раза, для исключения грубых погрешностей. Уровни факторов представляют собой границы исследуемой области по выбранному параметру (минимальное и максимальное значение фактора) [2]. Зная максимальное  и минимальное
и минимальное  значения фактора, можно определить координаты центра плана, так называемый основной уровень
значения фактора, можно определить координаты центра плана, так называемый основной уровень  , а также интервал (шаг) варьирования Δzi:
, а также интервал (шаг) варьирования Δzi:


Полученные расчеты сведены в табл. 4.
Таблица 3
Параметры режимов сварки
|
Скорость сварки, см/мин |
Скорость подачи проволоки, м/мин |
Расход газа, л/мин |
Напряжение (U), В |
Вылет (l), мм |
Сварочный ток, А |
|
330 |
8 |
15 |
22 |
18 |
210 |
|
28 |
28 |
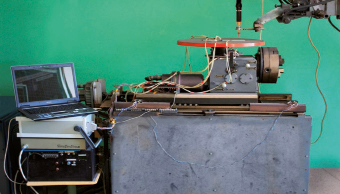
Рис. 2. Установка для наплавки
Таблица 4
Кодирование факторов
|
Фактор |
Верхний уровень |
Нижний уровень |
Центр |
Шаг варьирования Δzi |
Зависимость кодированной переменной от натуральной |
|
Uсв, В (z1) |
28 |
22 |
25 |
3 |
|
|
Вылет, мм (z2) |
28 |
18 |
23 |
5 |
|





Таблица 5
Матрица планирования для ширины (b) шва
|
Uсв, В |
Вылет, мм |
Взаимодействие факторов |
b1, мм |
b2, мм |
b3, мм |
bср, мм |
S2 |
bмодель |
k |
|
|
22 (–) |
18 (–) |
+ |
8,62 |
8,74 |
8,69 |
8,68 |
0,065 |
8,68 |
k0 |
11,81 |
|
28 (+) |
18 (–) |
– |
15,89 |
15,65 |
15,2 |
15,58 |
15,58 |
k1 |
0,42 |
|
|
22 (–) |
28 (+) |
– |
14,48 |
13,91 |
13,88 |
14,09 |
14,10 |
k2 |
–0,32 |
|
|
28 (+) |
28 (+) |
+ |
8,75 |
9,02 |
8,85 |
8,87 |
8,88 |
k12 |
–3,03 |
|
Таблица 6
Матрица планирования для высоты (h) шва
|
Uсв, В |
Вылет, мм |
Взаимодействие факторов |
h1, мм |
h2, мм |
h3, мм |
hср, мм |
S2 |
hмодель |
k |
|
|
22 (–) |
18 (–) |
+ |
3,93 |
4,28 |
4,52 |
4,24 |
0,163 |
4,49 |
k0 |
3,72 |
|
28 (+) |
18 (–) |
– |
2,84 |
2,79 |
3,02 |
2,88 |
3,25 |
k1 |
–0,05 |
|
|
22 (–) |
28 (+) |
– |
3,27 |
3,31 |
3,29 |
3,29 |
3,28 |
k2 |
0,16 |
|
|
28 (+) |
28 (+) |
+ |
4,92 |
4,41 |
4,08 |
4,47 |
4,62 |
k12 |
0,64 |
|
Коэффициенты уравнения регрессии k определялись по методу наименьших квадратов, т.к. экспериментальные данные должны быть однородными и нормально распределенными.
Результаты расчетов представлены в табл. 5 и 6.
Все коэффициенты являются значимыми. Уравнение регрессии в кодированных переменных принимает вид
b = 11,81 + 0,42x1 – 0,32x2 – 3,03x12;
h = 3,72 – 0,05x1 + 0,16x2 + 0,64x12.
В результате анализа полученных данных можно установить, что наибольшее влияние на ширину оказывает взаимодействие факторов x12, затем напряжение x1 и вылет x2. Наибольшее влияние на высоту оказывает взаимодействие факторов x12, затем вылет x2 и напряжение x1.
Полученные коэффициенты показывают, что с ростом напряжения ширина растет, а высота снижается. При увеличении величины вылета значение ширины падает, а высота валика растет.
Вероятность ошибки задавалась на уровне 1 %. Полученные модели для ширины и высоты наплавляемого валика в натуральных переменных имеют вид
b = –106,368 + 4,786•U + 4,986•l – 0,202•U•l;
h = 28,253 – 0,981•U – 1,067•l + 0,043•U•l.
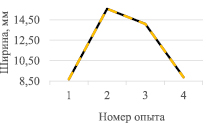
Сравнение рассчитанных с помощью полученных моделей и экспериментальных параметров валиков представлено на рис. 3.
Используя полученную модель ширины шва, были построены номограммы для определения параметров наплавки (рис. 4, 5).
 а
а 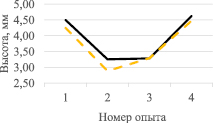 б
б
Рис. 3. Сравнение экспериментальных (штриховая линия) и расчетных (сплошная линия) данных: ширина (а) и высота (б) валика
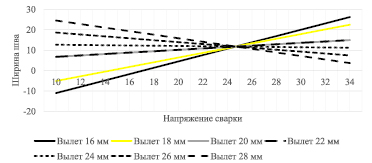
Рис. 4. Номограмма связи параметров наплавки и ширины валика
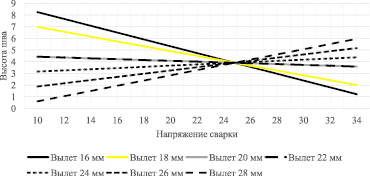
Рис. 5. Номограмма связи параметров наплавки и высоты валика
Полученные в ходе эксперимента модели ширины и высоты наплавки от напряжения и вылета позволяют производить подбор параметров режима сварки для получения оптимальных геометрических характеристик шва. Зависимости ширины и высоты шва от параметров наплавки представлены в виде номограмм.
Библиографическая ссылка
Соловьев Н.И., Иванова П.М. МОДЕЛИРОВАНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ НАПЛАВКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ // Современные наукоемкие технологии. 2017. № 6. С. 83-87;URL: https://top-technologies.ru/en/article/view?id=36703 (дата обращения: 22.07.2026).