


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
IMPROVING THE EFFICIENCY OF THE TECHNOLOGICAL SCHEME HOT DIE FORGING ON CRANK PRESS FORGING OF «CARRIAGE OF THE SYNCHRONIZER»

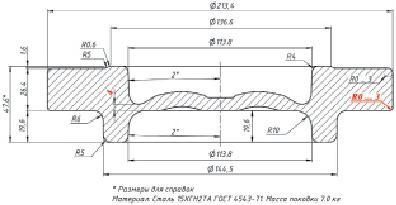
Анализ результатов исследования эффективности традиционных технологических схем изготовления поковки детали «Каретка синхронизатора» (рис. 1), относящейся к классу круглых в плане поковок, позволяет определить следующие её основные недостатки [1, 11, 14]:
- невозможность сформировать на окончательном переходе штамповочный радиус меньше чем 1,5 мм (на рис. 1, б выделен красным цветом);
- резкий рост технологического усилия на окончательном переходе при попытке уменьшения указанного штамповочного радиуса до значения меньшего 3 мм.
Очевидно, что решение задачи формирования данного радиуса со значением близким к нулю при меньшем (или хотя бы уже существующем) технологическом усилии позволит улучшить ряд показателей эффективности данного технологического процесса горячей объёмной штамповки (ГОШ), в первую очередь снизить массу поковки за счёт уменьшения припусков на её механическую обработку [11, 13].
Авторами предлагается усовершенствование технологической схемы ГОШ на кривошипном горячештамповочном прессе (КГШП), включающей [2, 12]:
- осадку цилиндрической заготовки;
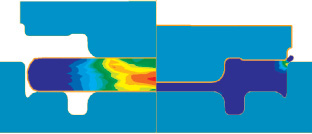
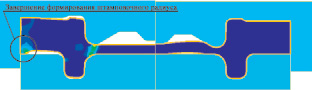
- предварительный переход в открытом штампе с формированием выступа на торцевой поверхности с внешней стороны полуфабриката поковки (рис. 2);
- обрезку облоя;
- окончательный переход, реализация которого начинается с деформации выступа в штамповочный радиус размером 0,5 мм, в закрытом штампе;
- пробивку перемычки.

а
б
Рис. 1. Каретка синхронизатора: а – 3D-модель; б – чертёж поковки
а
б
Рис. 2. Моделирование процесса ГОШ на КГШП: а – предварительный переход; б – окончательный переход
а
б
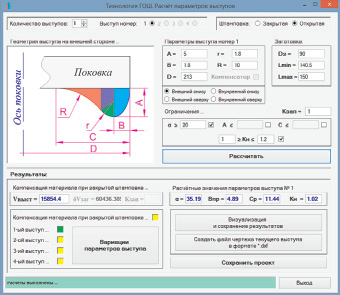
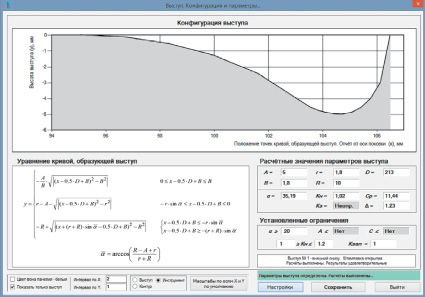
Рис. 3. Расчёт параметров выступов при проектировании процесса ГОШ поковки детали «Каретка синхронизатора»: а – расчёт параметров выступа; б – конфигурация гравюры штампа, формирующей выступ
Методика разработки технологического процесса ГОШ с выступами, формируемыми на предварительном переходе способом открытой штамповки, рассмотрена в работах [2, 11, 12]. Однако её применение в данном конкретном случае имеет особенность, связанную с необходимостью полного заполнения гравюры штампа из-за обязательной точной дозировки объёма металла полуфабриката, получаемого на предварительном переходе. В результате полуфабрикат поковки, получаемой на предварительном переходе, будет отличаться не только наличием выступа, но и размерами, в данном случае высотой внешнего цилиндрического тела поковки.
Расчёт геометрических параметров выступа и конфигурации гравюры штампа, формирующей этот выступ [7], показаны на рис. 3.
При разработке чертежа готовой поковки значения припусков на механическую обработку цилиндрической поверхности изменены на значения 1,5 мм (вместо 2,7 и 2,2 мм, установленных в соответствии с чертежом поковки).
В результате изменений, внесённых в чертёж поковки, минимальная условная высота заготовки уменьшилась до значения 137 мм, а максимальная – до 147 мм. Соответственно улучшились показатели металлоёмкости технологического процесса ГОШ [8, 9] – сKМ = 1,369, мKМ = 1,421 (в процентном соотношении – ≈ 2,5 %) и нKМ = 1,17. Значения коэффициентов KVK ≥ MKVK не изменились.
Разработанная технологическая схема штамповки позволила значительно улучшить показатели, характеризующие условия работы пресса и штамповых вставок [3, 4, 10, 15]. Максимальное значение технологического усилия на окончательном переходе уменьшилось со значения 23,7 МН (близкого к критическому) до 3,3 МН. Однако здесь следует иметь в виду, что различного рода отклонения параметров технологического процесса, например, вследствие износа гравюр штампа могут привести к резкому росту усилия штамповки на окончательном переходе. Но и в этом случае, как показывают расчёты, даже при 70 %-ном заполнении компенсатора, технологическое усилие не превышает 18,38 МН.
Значения технологических нагрузок на предварительном переходе практически остались неизменными.
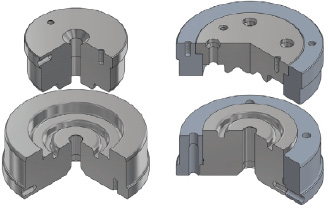
Для внедрения новой технологической схемы штамповки выполнена модернизация существующих штампов предварительного и окончательного перехода, предназначенных для штамповки поковки детали «Каретка синхронизатора». На рис. 4 представлены 3D-модели новых деталей: вставки нижняя и верхняя предварительного перехода (а), вставка пуансон с пуансонодержателем и вставка с матрицей окончательного перехода (б).
а б
Рис. 4. Конструкции деталей штампов предварительного (а) и окончательного (б) переходов, разработанные для штамповки поковки детали «Каретка синхронизатора» в соответствии с новой технологической схемой
Поковки (после предварительного и окончательного переходов), изготовленные по технологии, разработанной в соответствии с методикой, предложенной авторами в данной работе, приведены на рис. 5.

Рис. 5. Поковки детали «Каретка синхронизатора», полученные после предварительного и окончательного переходов
Применение новой технологической схемы ГОШ на КГШП поковки детали «Каретка синхронизатора» позволило не только снизить металлоёмкость технологического процесса и технологическое усилие на окончательном переходе, но и изменить характер поведения графика этого усилия. По методике, предложенной в работах [3–6, 10, 15], рассчитаны параметры динамических процессов, возникающих в КГШП К8544, к числу которых относятся максимальные динамические нагрузки, коэффициенты динамичности, число пересопряжений зазоров в кинематических парах соединений шатуна с ползуном и главным (эксцентриковым) валом пресса [3, 6, 10]. В результате выполненных исследований установлено улучшение динамических характеристик пресса при выполнении операции штамповки поковки детали «Каретка синхронизатора» в среднем на 6–8 процентов.
Библиографическая ссылка
Телегин И.В., Володин И.М. ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СХЕМЫ ГОРЯЧЕЙ ОБЪЁМНОЙ ШТАМПОВКИ НА КРИВОШИПНОМ ПРЕССЕ ПОКОВКИ ДЕТАЛИ «КАРЕТКА СИНХРОНИЗАТОРА» // Современные наукоемкие технологии. 2016. № 10-1. С. 97-101;URL: https://top-technologies.ru/en/article/view?id=36285 (дата обращения: 03.07.2026).