


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
INFLUENCE ON THE BURNING OF SLUDGE CONTAINING LARGE GRAINS OF QUARTZ, ALKALI METALS AND OF CALCIUM FLUORIDE

В цементном сырье, чаще глине, могут присутствовать нежелательные примеси крупных зерен кварца. По результатам исследований [1], если в приготовленной сырьевой смеси содержатся зерна кварца размером более 200 мкм, то это будет приводить к снижению прочности на сжатие цементного камня. Кроме того, наличие крупных зерен кварца в шламе сопровождается такими явлениями, как увеличение расхода топлива на обжиг, сход обмазки, снижение стойкости футеровки, повышение температуры в зоне спекания и клинкерное пыление [5].
Существует такое мнение, что так как зерна кварца достаточно крупные в сравнении с основными измельченными компонентами сырьевой смеси и поэтому обладают меньшей реакционной способностью, то для нейтрализации отрицательного действия крупных зерен кварца на обжиг клинкера нужно повышать их химическую активность. Одним из способов ее повышения является введение в сырьевую смесь соединений щелочных металлов, так как, основываясь на правиле Соболева С.В. [6], в соответствии с которым самый кислотный компонент будет реагировать с самым основным, сильное влияние на повышение реакционной способности крупного кварца будут оказывать щелочи – самый основной компонент в цементной системе оксидов. Но на производстве, несмотря на циркуляцию соединений щелочных металлов во вращающихся печах в результате возврата пыли электрофильтров, крупные зерна кварца все равно оказывают отрицательное воздействие на обжиг клинкера и его качество.
Для снижения отрицательного влияния крупных зерен кварца очень важно знать механизм воздействия их на обжиг шлама, который был разработан авторами статьи [3], согласно которому нейтрализовать действие крупных зерен кварца можно путем увеличения скорости диффузии ионов Са2+ в области обеднения на стадии алито образования. Область обеднения образуется при появлении клинкерного расплава вокруг зерен кварца из-за быстрого расходование СаО на связывание зерна. Образование алита лимитируется диффузией ионов Са2+ в эту область. Наличие широкой области обеднения приводит к ухудшению обжигаемости клинкера и увеличению СаОсв. Ширина области обеднения зависит от размера кварцевого зерна и может быть снижена путем применения нейтрализационных мероприятий [1, 3]. Итак, увеличение скорости диффузии ионов Са2+ в области обеднения может быть достигнуто или повышением температуры в зоне спекания, что и делают на заводах, или введением минерализаторов. На основании этого, целью работы является снизить отрицательное действие крупных зерен кварца на обжиг путем введения минерализующих добавок. Так как во вращающихся печах циркулируют соединения щелочных металлов, то мы считаем необходимым рассмотреть их действие на обжиг шламов с крупными зернами кварца.
Преобладающими в печи являются соли калия. Но в лабораторных исследованиях использовали менее летучий Na2О, чтобы смоделировать циркуляцию щелочей в печи.
В присутствии соединений щелочных металлов при обжиге клинкера образуются легкоплавкие расплавы [2, 4]. Они способны реагировать с крупными зернами кварца, ускоряя взаимодействие его с компонентами смеси. По данным лабораторных исследований, наличие Na2O при обжиге увеличивает степень усвоения крупных зерен кварца фракции 315–630 мкм (табл. 1). На это указывает то, что в присутствии Na2O с 0,5 до 0,09 уменьшается количество нерастворимого остатка в клинкере, который представляет собой неусвоившиеся зерна кварца.
Однако, Na2O способствует повышению вязкости клинкерного расплава [4]. Поэтому при обжиге шламов с добавкой Na2O снижается скорость диффузии ионов Са2+в клинкерном расплаве, в том числе в области обеднения ионами Са2+. В результате этого в получаемом клинкере увеличивается ширина белитовых областей (табл. 2, рисунок) и повышается содержание СаОсв, так как за время обжига ионы Са2+ (из-за снижения скорости диффузии) не успели продиффундировать в область обеднения на достаточную глубину для образования алита. По данным петрографического анализа, в присутствии 1,5 % добавки Na2O (в расчете на клинкер) при обжиге шлама с крупными зернами кварца ширина белитовых областей увеличивается в среднем на 60 мкм, в сравнении с аналогичными клинкерами без добавки Na2O (табл. 4). Увеличение размера белитовой области приводит к повышению общего количества образующегося белита и уменьшению количества алита в клинкере (табл. 3). Поэтому в присутствии Na2O при обжиге увеличивается гломеробластичность структуры получаемого клинкера.
Таблица 1
Воздействие Na2O и СаF2 на степень усвоения крупных зерен кварца фракции 315–630 мкм при обжиге (КН = 0,9)
|
№ п/п |
Содержание крупных зерен кварца в шламе, %, |
Добавка |
Содержание добавки в расчете на клинкер, % |
Нерастворимый остаток, % |
|
1 |
3 |
– |
0 |
0,52 |
|
2 |
Na2O |
1,5 |
0,09 |
|
|
3 |
СаF2 |
0,7 |
0,11 |
Таблица 2
Воздействие добавок на ширину белитовой области в клинкере, полученном обжигом сырьевой смеси с крупными зернами кварца фракции 315–630 мкм (КН = 0,9)
|
№ п/п |
Содержание крупных зерен кварца в шламе, %, |
Добавка в сырьевую смесь |
Содержание добавки в расчете на клинкер, % |
Средний размер ширины области обеднения, мкм |
|
1 |
3 |
– |
0 |
250 |
|
2 |
Na2O |
1,5 |
310 |
|
|
3 |
СаF2 |
0,7 |
130 |
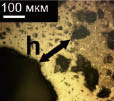
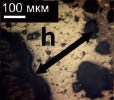
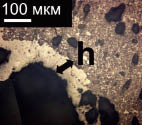
а) б) в)
Воздействие фторида кальция на ширину (h) области обеднения в клинкерах, полученных обжигом сырьевых смесей с 3 % крупных зерен кварца фракции 315–630 мкм: а) без добавки; б) с 1,5 % Na2O в расчете на клинкер; в) с 0,7 % CaF2 в расчете на клинкер
Таблица 3
Влияние Na2O на минералогический состав клинкеров с КН = 0,9
|
№ п/п |
Содержание кварца фракции 315–630 мкм в шламе, %, |
Содержание Na2О в расчете на клинкер, % |
Минералогический состав клинкеров, % |
||
|
алит |
белит |
пром. вещ |
|||
|
1 |
0 |
0 |
61 |
19 |
20 |
|
2 |
1,5 |
57 |
23 |
20 |
|
|
3 |
3 |
0 |
45 |
35 |
20 |
|
4 |
1,5 |
39 |
41 |
20 |
|
Таблица 4
Воздействие Na2O на активность клинкеров, получаемых обжигом сырьевых с КН = 0,9, Тобж = 1400 °С, 90 мин
|
№ п/п |
Содержание кварца фракции 315–630 мкм в шламе, %, |
СаОсв, % |
Sуд, м2/кг |
Содержание Na2O в расчете на клинкер, % |
Прочность на сжатие, МПа в возрасте, сут. |
||
|
2 |
7 |
28 |
|||||
|
1 |
0 |
0 |
355 |
0 |
28,8 |
74,2 |
90,7 |
|
2 |
0 |
347 |
1,5 |
28,4 |
59,6 |
83,4 |
|
|
3 |
3 |
0 |
362 |
0 |
26,5 |
54,1 |
65,2 |
|
4 |
0 |
358 |
1,5 |
31,4 |
42,9 |
58,2 |
|
Снижение количества алита в клинкерах, полученных обжигом в присутствии Na2O, приводит к уменьшению их прочности на сжатие: в клинкерах из шламов без введения кварца прочность снижается на 8 %, в клинкерах из шламов с 3 % крупных зерен кварца фракции 315–630 мкм прочность на – на 7 % (табл. 4).
Таким образом, Na2O при обжиге хоть и ускоряет усвоение крупных зерен кварца, содержащихся в шламе, но не изменяет характер микроструктуры клинкера. В результате активность клинкеров, полученных обжигом сырьевых смесей с крупными зернами кварца в присутствии Na2O, уменьшается. Невозможность нейтрализовать отрицательное влияние крупных зерен на обжиг шлама кварца соединениями щелочных металлов подтверждается результатами работы ЗАО «Осколцемент». Несмотря на циркуляцию во вращающейся печи пыли (количество R2O за цепной завесой достигает 3 %), проблема наличия в сырье крупных зерен кварца не исчезает и завод вынужден контролировать их содержание в шламе.
Рассмотрим теперь минерализующее действие, например, фторида кальция. По полученным в ходе экспериментов данным, в клинкерах из шламов с крупными зернами кварца, в присутствии фторида кальция повышается содержание алита в клинкере (табл. 5). Это объясняется увеличением скорости диффузии оксида кальция в присутствии CaF2 в области обеднения. Поэтому в областях обеднения реакция образования алита протекает в необходимом объеме. В результате ширина белитовой области снижается с 250 мкм (для клинкеров без фторида кальция) до 130 мкм (рисунок, табл. 2).
Таблица 5
Влияние фторида кальция на минералогический состав клинкеров с КН = 0,9
|
№ п/п |
Содержание кварца фракции 315–630 мкм в шламе, %, |
Содержание CaF2 в расчете на клинкер, % |
Минералогический состав клинкеров, % |
||
|
алит |
белит |
пром. вещ |
|||
|
1 |
0 |
0 |
61 |
19 |
20 |
|
2 |
0,7 |
64 |
16 |
20 |
|
|
3 |
3 |
0 |
45 |
35 |
20 |
|
4 |
0,7 |
52 |
28 |
20 |
|
Таблица 6
Воздействие фторида кальция на активность клинкеров, получаемых обжигом сырьевых с КН = 0,9, Тобж = 1400 °С, 90 мин
|
№ п/п |
Содержание кварца фракции 315–630 мкм в шламе, %, |
СаОсв, % |
Sуд, м2/кг |
Содержание CaF2 в расчете на клинкер, % |
Прочность на сжатие, МПа в возрасте, сут. |
||
|
2 |
7 |
28 |
|||||
|
1 |
0 |
0 |
355 |
0 |
28,8 |
74,2 |
90,7 |
|
2 |
0 |
367 |
0,7 |
30,9 |
65,5 |
89,5 |
|
|
4 |
3 |
0 |
362 |
0 |
26,5 |
54,1 |
65,2 |
|
5 |
0 |
349 |
0,7 |
28,5 |
62,4 |
79,1 |
|
Увеличение алита в клинкере сопровождается ростом его активности, и к 28 сут. возрасту прочность на сжатие в клинкерах, полученных обжигом шламов с крупными зернами кварца с добавкой фторида кальция, увеличивается на 18 % в сравнении с аналогичными клинкерами без добавки (табл. 6).
Таким образом, положительное действие CaF2 на обжиг шламов с крупными зернами кварца основано на увеличении скорости диффузии оксида кальция из областей, обогащенных СаО в области, обедненной им.
Выводы
1. В присутствии Na2О вследствие образования низкотемпературных легкоплавких расплавов крупные зерна кварца в сырьевой смеси практически полностью усваиваются.
2. Вследствие понижения вязкости клинкерного расплава в присутствии Na2О при обжиге шламов с крупными зернами кварца, замедляется диффузия ионов Са2+ в область обеденения, образующуюся вокруг крупных зерен кварца из-за быстрого расходования СаО на связывание зерна, для протекания заключительной стадии обжига, образования алита. Это приводит к увеличению ширины областей обеднения, ухудшению обжигаемости клинкера, снижению количества алита и уменьшению прочности на сжатие цементного камня.
3. Положительное действие фторида кальция на обжиг шламов с крупными зернами кварца основано на увеличении скорости диффузии ионов Са2+ в клинкерном расплаве. В результате ионы Са2+ могут проникнуть в область обеднения на достаточную глубину для образования необходимого количества алита. Благодаря чему уменьшается ширина областей обеднения, повышается количество алита в клинкере, а прочность на сжатие цементного камня увеличивается на 18 % (с 62,5 до 79,1 МПа).
Библиографическая ссылка
Мишин Д.А., Кобзева Н.С. ВОЗДЕЙСТВИЕ НА ОБЖИГ ШЛАМОВ, СОДЕРЖАЩИХ КРУПНЫЕ ЗЕРНА КВАРЦА, СОЕДИНЕНИЙ ЩЕЛОЧНЫХ МЕТАЛЛОВ И ФТОРИДА КАЛЬЦИЯ // Современные наукоемкие технологии. 2015. № 12-1. С. 40-43;URL: https://top-technologies.ru/en/article/view?id=35203 (дата обращения: 13.06.2026).