


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
MODERN PRODUCTION TECHNOLOGY OF COMPOSITE MATERIALS

Композиционный материал представляет собой материал, структура которого состоит из нескольких компонентов различных по своим физико-механическим свойствам: металлические или неметаллические матрицы с заданным распределением в них упрочнителей, их сочетание придает композиционному материалу новые свойства. По характеру структуры композиционные материалы подразделяются на волокнистые, упрочненные непрерывными волокнами и нитевидными кристаллами, дисперстноупрочненнные материалы, полученные путем введения в матрицу дисперсных частиц упрочнителей, слоистые материалы, созданные путем прессования или прокатки разнородных материалов [1].
Сегодня композиционные материалы особенно востребованы в различных отраслях промышленности. Первые суда из стеклопластика были изготовлены во второй половине 30-х годов двадцатого века. С 50-х годов стеклопластиковое судостроение получило широкое распространение в мире, было построено значительное число яхт, рабочих и спасательных катеров и рыболовецких судов, десантно-высадочных судов и др. [2, 3]. Одним из первых применений в авиации композиционных материалов явилось изготовление из углепластика в 1967 г. панелей задней кромки крыла самолета F-111A. В последние годы в изделиях аэрокосмического назначения все чаще можно встретить конструкции из трехслойного «сэндвича» сотовым алюминиевым заполнителем и обшивками из углепластика. В настоящее время порядка 50 % от общей массы самолета Boeing 787 или Airbus A350 составляют композиционные материалы. В автомобилестроении композиционные материалы применяются достаточно давно, в основном получили развитие технологии изготовления аэродинамического обвеса. Ограниченно композиционные материалы применяются для изготовления деталей подвески и двигателя.
Однако до последнего времени на предприятиях использовалась в основном ручная выкладка деталей из композитов, а серийность выпускаемой продукции не требовала глубокой автоматизации процессов. Сегодня с развитием конкуренции на рынке не обойтись без современных средств проектирования и подготовки производства, а также без эффективного оборудования для работы с композитами.
Технологии создания изделий из композиционных материалов
В большинстве случаев в качестве связующего наполнителя используется химически отверждаемая термореактивная смола, процесс отверждения характеризуется экзотермической химической реакцией. В основном используются полиэфирные, эпоксидные, фенольные и высокотемпературные смолы. Чаще всего в изготовлении деталей сложной конфигурации применяют технологии суть которых заключается в выкладке «сухой» основы с последующей пропиткой связующим составом («влажная» формовка, намотка, инжекция, Resin Transfer Molding / RTM) или с поочередной выкладкой «сухой» основы с пленочным клеем (вакуумная пропитка, Resin Film Infusion / RFI). Существует несколько основных технологий изготовления деталей из композиционных материалов, включая ручные и автоматизированные методы:
- пропитка армирующих волокон матричным материалом;
- формирование в пресс-форме лент упрочнителя и матрицы, получаемых намоткой;
- холодное прессование компонентов с последующим спеканием;
- электрохимическое нанесение покрытий на волокна с последующим прессованием;
- осаждение матрицы плазменным напылением на упрочнитель с последующим обжатием;
- пакетная диффузионная сварка монослойных лент компонентов;
- совместная прокатка армирующих элементов с матрицей и др.
Кроме того широкое распространение получила технология изготовления деталей с использованием препрегов (полуфабрикатов, представляющих собой материал основы, пропитанный связующим составом).
Программное обеспечение
Задачей конструирования изделия из композиционных материалов является правильный подбор композиции, обеспечивающий сочетание свойств, необходимых в конкретном эксплуатационном случае. При конструировании армированных полимерных композиционных материалов широко используется компьютерная обработка данных, для чего разработано большое количество разнообразных программных продуктов. Их использование позволяет повышать качество продукции, сокращать длительность разработки и организации производства конструкций, комплексно, качественно и быстро решать задачи их рационального проектирования. Учет неравномерности нагрузок позволяет проектировать корпусную конструкцию из армированного композита с дифференцированной толщиной, которая может изменяться в десятки раз.
Современные программные продукты можно условно разделить на две группы: выполняющие пакетный анализ ламинатов в «двухмерной» или «балочной/пластинной» постановке и в трехмерной. Первая группа – это программы типа Laminator, VerctorLam Cirrus и др. «Трехмерное» решение – метод конечных элементов, и тут большой выбор среди имеющихся программных продуктов. На рынке «технология моделирования композитов» существуют различные программные продукты: FiberSim (Vistagy / Siemens PLM Software), Digimat (e-Xstream / MSC Software Corp.), Helius (Firehole Composites / Autodesk), ANSYS Composite PrepPost, ESAComp (Altair Engineering) и др. [4, 5].
Практически все специализированное программное обеспечение различных компаний, имеет возможность интеграции с системами СAD высокого уровня – Creo Elements/Pro, Siemens NX, CATIA. В целом, работа выглядит следующим образом: выбирается материал слоев, определяются общие параметры пакета слоев, определяется метод формирования слоев, послойный метод применяется для производства несложных деталей, для сложных изделий применяются методы зонного или структурного проектирования. В процессе выкладки слоев задается их последовательность. В зависимости от метода производства изделия (ручная выкладка, формование, выкладка ленты, выкладка волокна) осуществляется послойный анализ материала на возможные деформации. Состав слоев приводится в соответствие с шириной используемого материала.
После завершения формирования слоев пользователь получает данные об изделии, позволяющие использовать их для различных целей, например:
- вывести в виде конструкторской документации;
- использовать в виде исходных данных для раскроя материала;
- исходные данные для лазерного проектора для обозначения контуров мест укладки выкроек.
Переход на современные технологии проектирования и подготовки производства изделий позволяет:
- сократить расход композитных материалов за счет использования точных разверток и раскройных станков;
- увеличить скорость и повысить качество ручной выкладки материала за счет использования точных заготовок и лазерных проекций мест их выкладки;
- добиться высокого уровня повторяемости изделий;
- сокращение влияния человеческого фактора на качество производимых изделий;
- снижение требований к квалификации персонала, занятого укладкой.
Оборудование для создания матриц
Изготовление мастер-модели из дерева процесс трудоемкий и длительный, для уменьшения времени изготовления матрицы и повышения точности используются: трех/пятиосевые фрезерные станки с ЧПУ, контрольно-измерительные машины или 3Д сканеры.
Портальный пятиосевой фрезерный станок, (рис 1), доступен лишь крупным производителям. Небольшие компании используют фрезерные роботоризированные комплексы на линейных блоках (linear robot unit) (рис. 2), либо изготавливают мастер-модели из склеенной заготовки. В этом случае за основу заготовки берется жесткий пустотелый каркас, который обклеивается снаружи и затем целиком обрабатывается. Компании, не имеющие возможность обработать изделие целиком, идут по другому пути: Сначала в CAD-системе при помощи плоскостей строится упрощенная 3D-модель изделия, на основе упрощенной модели проектируется жесткий силовой каркас из фанеры. Затем вся внешняя поверхность представляется в CAD-системе как облицовка внутреннего каркаса. Размеры облицовки подбираются таким образом, чтобы ее можно было отфрезеровать на имеющемся фрезерном станке с ЧПУ (рис 3). Затем точно собранный каркас обклеивается модельной облицовкой. При таком методе точность мастер-модели ниже и требуется ручная доводка стыков облицовки, но это позволяет создавать изделия, размеры которых значительно превышают возможности имеющихся станков с ЧПУ.

Рис. 1. Пятикоординатный фрезерный станок MR 125, способен обрабатывать детали размером 15x5 м и высотой до 2,5 м
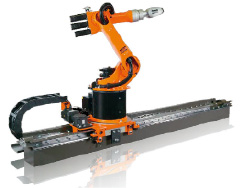
Рис. 2. Фрезерный роботоризированный комплекс Kuka

Рис. 3. «Небольшой» пятикоординатный фрезерный станок
Оборудование для создания композитов
Первым шагом механизации процесса формования явилось использование пропиточных машин, которые помимо пропитки собирают стеклоткани или стеклохолсты в многослойные пакеты общей толщиной 4 – 5 мм. Для механизации процессов, снижения вероятности ошибки персонала, увеличения производительности применяется, например, метод напыления, с помощью которого можно получать наружную обшивку, полотнища переборок и другие конструкции из стеклопластика. Метод напыления позволяет получить приформовочные угольники механизированным путем и обеспечить более высокую производительность труда по сравнению с приформовочными угольниками, формованными вручную из полосок стеклоткани или стеклохолста. Следующий этап развития производства изделий из композитов это внедрение установки для автоматизированной намотки выкладки углестеклонаполнителей. Первый «робот» предназначенный для укладки сухой ткани рулонного типа был продемонстрирован американской компанией Magnum Venus Plastech. Впервые в России подобное оборудование внедрено на ОАО «ВАСО». Данное оборудование позволяет изготавливать композитные детали длиной до 8 м и диаметром до 3 м (рис 4) [6].
Для облегчения ручной выкладки ткани и сокращения отходов применяются раскройные машины для автоматической резки ткани/препрега, лазерные проекторы LAP и LPT для контурной проекции при выкладке препрега на технологическую оснастку. Используя модуль лазерного проецирования (рис 5) имеется возможность автоматически генерировать данные для проецирования непосредственно из 3D-модели композитного изделия. Такая схема работы значительно сокращает временные издержки, увеличивает эффективность процесса, снижает вероятность дефектов и ошибок, и делает управление данными проще. Комплекс «ПО – раскройный станок – проекционный лазер» по сравнению с традиционной выкладкой снижает трудоемкость раскроя примерно на 50 %, трудоемкость выкладки – примерно на 30 %, повышает коэффициент использования материалов, то есть можно сэкономить от 15 до 30 % материала [5].
Формование углепластиков методом намотки позволяет получать изделия с наиболее высокими деформационно-прочностными характеристиками. Методы намотки делятся на «сухие» и «мокрые». В первом случае для намотки используются препреги в виде нитей, жгутов или лент. Во втором – пропитка армирующих материалов связующим ведется непосредственно в процессе намотки. В последнее время разрабатывается оборудование, в котором для управления схемой ориентации волокон используются компьютерные системы. Это позволяет получать трубчатые изделия, имеющие изгибы и неправильную форму, а также изделия со сложной геометрией. Разрабатывается оборудование для намотки с применением гибкой технологии, когда армирующие волокнистые материалы можно укладывать на оправке в любом направлении.

Рис. 4 Станок для автоматизированной намотки-выкладки углестеклонаполнителей Viper 1200 FPS фирмы MAG Cincinnati
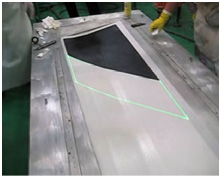
Рис. 5. Система лазерного позиционирования (зеленый контур)
Оборудование для контроля геометрии и внутренней структуры изделия
Обводы изделий часто имеют криволинейные образующие, проверить которые традиционными «плазовыми» методами не представляется возможным. При помощи 3D-сканирования можно определить насколько точно физический образец соответствует компьютерной 3D-модели. Для 3D-сканирования также можно воспользоваться координатно-измерительной машиной (КИМ) типа «рука» или бесконтактной оптической/лазерной системой сканирования. Однако при использовании бесконтактные системы сканирования, как правило, не могут корректно работать с зеркальными и высокоглянцевыми поверхностями. При использовании «измерительных рук» потребуется несколько последовательных переустановов, поскольку рабочее пространство в силу конструкции измерительных рук обычно ограничено сферой радиусом 1,2-3,6 м.
Также у стеклопластиковых материалов есть ряд проблемных направления. Один из основных – это контроль качества готового изделия (отсутствие воздушных полостей) и коррозия в процессе эксплуатации. Для неразрушающего контроля судовых корпусов из композитов достаточно широко применяют рентген, но стремятся к его сокращению по ряду соображений. В последнее время стали появляться публикации описывающие выявление расслоений инфракрасной термографией (тепловизорами). При этом, что тепловизионный, что рентгеновский методы НК обнаруживая расслоения, не позволяют измерять их размеры и определять глубину залегания дефектов, для того чтобы оценивать их влияние на изменение характеристик прочности.
Заключение
В настоящее время в России практически только начинается интенсивное развитие автоматизации сборки композиционных изделий, в том числе оборудование для создания матриц. Чаще всего выполняют только отдельные элементы аэродинамического обвеса для «тюнинга» автомобилей. Успехом является внедрение на средненевском судостроительном заводе системы FiberSIM при проектировании и строительстве базового тральщика проекта 12700 [7], а также на ВАСО станка автоматической укладки ткани. Но это отдельные примеры, для повышения конкурентоспособности необходимо комплексное внедрение новых технологий.
Библиографическая ссылка
Чернышов Е.А., Романов А.Д. СОВРЕМЕННЫЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ // Современные наукоемкие технологии. 2014. № 2. С. 46-51;URL: https://top-technologies.ru/en/article/view?id=33649 (дата обращения: 07.07.2026).