



Специальная подготовка инженеров-механиков в области металлургического оборудования имеет определенную специфику, которая характеризуется применением образовательных технологий, позволяющих студентам применить теоретические знания к решению практических задач в области инженерных расчетов, анализа технологических параметров, эксплуатационных показателей применительно к агрегатам большой единичной мощности (БЕМ), характеризующим современное металлургическое производство. При этом непременным условием является четкое понимание обучающихся, что современный уровень технологии металлургического производства требует обеспечения необходимых эксплуатационных показателей оборудования.
В этой связи необходимо обеспечение перехода от репродуктивного (традиционного) к модели интерактивного обучения на основе физического моделирования металлургических процессов в процессе занятия с применением лабораторных установок (действующих агрегатов БЕМ), средств современной измерительной аппаратуры, компьютерной и интерактивной техники.
При этом для студентов-механиков наиболее важным является не определение технологических параметров процесса в принципе, а их влияние на показатели надежности оборудования.
Комплекс лабораторной, измерительной, компьютерной и интерактивной техники, например, применительно к прокатному оборудованию включает:
- лабораторный прокатный стан, оснащенный тензодатчиками с вторичным электронным преобразователем ТВЭУ - 10Г;
- электромеханический вибратор ИВ - 107А для вибраций валков при переменной скорости;
- компьютер с программой связи с вторичным электронным преобразователем и программой расчета усилий прокатки, суммарного момента и мощности привода, упругих деформаций рабочих элементов прокатной клети (стана);
- интерактивная электронная панель.
При использовании вышеперечисленного комплекса традиционное в соответствии с рабочей программой занятие на тему «Определение упругих деформаций элементов прокатной клети» проводится на тему «Исследование влияния технологических и энергосиловых параметров прокатки на жесткость клети и составляющих ее элементов». Варьируемыми параметрами при этом могут быть: марка прокатываемого материала (алюминий, свинец, медь, латунь), размеры исходных заготовок, скорость прокатки, режимы обжатий др. Используемые программы позволяют в реальном времени фиксировать на мониторе компьютера и на интерактивной панели динамику изменения реального давления металла на валки, получать расчетные значения давления и сравнивать с реальными данными, рассчитывать величины упругих деформаций, модуля жесткости клети, моменты прокатки, модуля жесткости клети, момента прокатки, мощности привода.
В качестве примера на рисунке приведены фрагменты пользовательских интерфейсов при проведении лабораторно-практического занятия. Реализация предложенной методики позволяет обеспечивать необходимый уровень компетенции у студентов в умении интерпретировать результаты исследования при решении конкретных задач, развивать творческое мышление.
|
а |
б |
|
в |
|
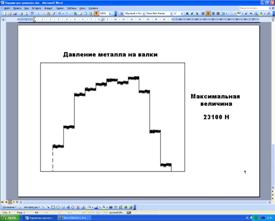
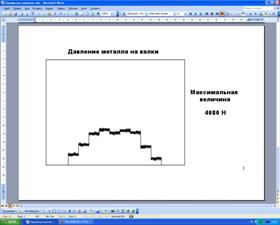
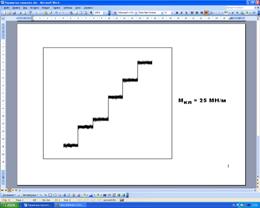
Примеры пользовательского интерфейса при:
а) определении давления металла на валки (прокатка
алюминия h x b = 2,0 х 30,0 мм с обжатием 10%;
б) определении давления металла на валки (прокатка свинца h x b = 4,0 х 30,0 мм с обжатием 10%; в)
определении модуля жесткости клети при нагружении валков в «забое».