


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
INFLUENCE OF ULTRASOUND TREATMENT ON PHYSICAL AND MECHANICAL PROPERTIES OF BORONIZED LAYER

От характера распределения суммарных остаточных напряжений и их величины зависят физико-механические и эксплуатационные свойства борированного слоя. Благоприятное распределение эпюр остаточных макронапряжений в значительной степени способствуют улучшению этих свойств.
Рациональная эпюра остаточных напряжений σост после борирования имеет место в том случае, когда минимальные сжимающие напряжения распределяются по всей глубине борированного слоя, на поверхности же имеются небольшие сжимающие напряжения, а максимум этих напряжений приходятся на зону слоя Fe2B с большим удельным объёмом.
В поверхностном слое при всех амплитудах ультразвуковых напряжений возникают небольшие сжимающие напряжения, равные 800-1000 мПа. В средней части борированного слоя при максимальных амплитудах ультразвуковых напряжений равных 18,9 кгс/мм2 и 17,0 кгс/мм2 получены небольшие растягивающие напряжения от 30 до 50 мПа. В средней части борированного слоя при минимальных амплитудах ультразвуковых напряжений, равных 2,3 кгс/мм2 - величина сжимающих напряжений составляет ~70 мПа. В глубине борированного слоя при тех же амплитудах ультразвуковых напряжений возникают растягивающие напряжения, равные ~ 200 мПа. Там же при максимальных амплитудах ультразвуковых напряжений 18,9 кгс/мм2 и 17,6 кгс/мм2, соответствующих температурам насыщения 954°С и 985°С, соответственно получены растягивающие равные ~ 50 мПа и сжимающие равные ~ 100 мПа.
Анализ полученных эпюр макронапряжения при борировании по длине волновода в зависимости от амплитуды ультразвуковых напряжений показал, что при максимальных амплитудах ультразвуковых напряжений получается наилучшее распределение напряжений, в особенности при амплитудах ультразвуковых напряжений равных 17,6 кгс/мм2 и температуре на образце, равной 985°С. Такое распределение напряжений по глубине борированного слоя при последующей закалке создает небольшие результирующие сжимающие напряжения по всему сечению борированного слоя с минимальными напряжениями сжатия у поверхности. Это даёт возможность получать упрочнённую поверхность после борирования и закалки , не склонную к трещинообразованию. Для исследования макронапряжений , возникающих при закалке борированной стали, в качестве эталонных образцов были взяты образцы из стали 45, отожжённые в расплаве буры и в вакууме. Данные по распределению эпюр макронапряжений представлены в таблице 1.
Таблица 1. Данные по влиянию способа закалки борированных сталей на остаточные макронапряжения σост (мПа)
|
Глубина борированного слоя от поверхности, мкм |
Закалка |
|
|
Без УЗК |
С УЗК |
|
|
50 |
-330 |
-280 |
|
100 |
-330 |
-330 |
|
150 |
150 |
230 |
Характер распределения σост - эпюр напряжений при закалке борированной стали с ультразвуком и без него фактически одинаков. По всей глубине борированного слоя получены сжимающие напряжения. При закалке без ультразвука они составляют у поверхности 220мПа; на глубине порядка ≈ 60мкм- 350 мПа ( в зоне слоя FeB); на глубине ≈ 150мкм они минимальны и равны ≈ 150мПа. При закалке с ультразвуком эти напряжения составляют соответственно: у поверхности » 180 мПа; на глубине ≈ 100 мкм около 300мПа (в зоне слоя Fe2 В); и на глубине 150мкм несколько нивелируются до уровня ≈ 250мПа.
Снижение величины сжимающих остаточных напряжений при закалке с ультразвуком можно объяснить тем, что при закалке с ультразвуком увеличивается скорость охлаждения и улучшаются условия теплообмена, происходит наиболее полное мартенситное превращение в основе стали. Мартенсит, обладающий большим удельным объёмом, создаёт значительные растягивающие напряжения под борированным слоем, которые, суммируясь с остаточными напряжениями, полученными после борирования, создают меньшие результирующие сжимающие напряжения, выровненные по всей глубине борированного слоя, способствуя повышению физико-механических свойств борированной стали.
Результаты исследования приведены в табл. 2.
Таблица 2. Данные по макро (σосн)- и микро (σвн)- напряжениям и размерам блоков (D*) при обработке борированных Армко-железа и стали 45 с ультразвуком и без него
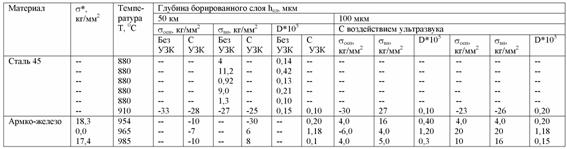
Примечание: σ* - амплитуда ультразвуковых напряжений.
Закалка борированной стали без последующего отпуска увеличивает величину σвн напряжений в матрице почти в десять раз по сравнению с закалённой неборированной сталью.
Борирование стали без последующей термообработки вызывает в матрице появление очень небольших микронапряжений порядка 10 мПа.
Величина блоков зёрен для всех приведённых в табл. 2 видов химико-термической обработки стали 45, составляет порядка (0.1-0.2). 10-5 см и в два раза больше в случае закалки борированной стали без отпуска.
При борировании с ультразвуком на волноводе в максимумах и минимумах амплитуд ультразвуковых напряжений получены следующие σвн - напряжения по глубине борированного слоя: при максимальной амплитуде ультразвуковых напряжений 18.3 кгс/мм2, соответствующей температуре в зоне образца 954°С на поверхности возникают максимальные остаточные макронапряжения - 30 кгс/мм2, линейно изменяющиеся по всей глубине до 40 мПа.
При максимальной амплитуде ультразвуковых напряжений, равной 17.4 кгс/мм2 и температуре в зоне образца 985°С характер изменения остаточных макронапряжений (как и микро-искажений) нелинейный и составляет на поверхности - ~ 80 мПа, на глубине 30 мкм от поверхности около 60 мПа и на границе борированного слоя с основной порядка 160 мПа. При минимальных амплитудах ультразвуковых напряжений, равных нулю и температуре в исследуемой зоне образца 965°С наблюдается аналогичный характер распределения остаточных макронапряжений и микроискажений: на поверхности ~ 70 мПа, на глубине ~ 80 мкм от поверхности ~ 40 мПа и на границе борированного слоя с основой - около 220 мПа.
Таким образом, наиболее благоприятное распределение микроискажений и макронапряжений по глубине борированного слоя Армко-железа при борировании с ультразвуком по длине волновода получено в минимуме и максимуме амплитуд ультразвуковых напряжений при температурах в зоне образцов соответственно 965 и 985°С.
Остаточные напряжения, равные 227 мПа в начале переходной зоны, (обладающей большей пластичностью, чем поверхность борированного слоя) не вызывают перенапряжений в данном срезе, а наличие небольших микроискажений и напряжений равных -80 мПа у поверхности и по глубине борированного слоя вызывают повышение физико-механических свойств упрочнённого слоя.
В результате проведённого исследования установлено, что размеры блоков на поверхности образцов составляют при закалке с ультразвуком ~I.5.10-5 см. На глубине порядка 70 мкм величина блоков в схеме насыщения с ультразвуком и без него одинакова и равна 1.10-5 см., т.е. в два раза меньше, чем при борировании с воздействием ультразвука по длине волновода в зоне максимальных амплитуд ультразвуковых напряжении. На глубине ~ 140мкм при закалке с ультразвуком величина блоков несколько больше, чем без действия ультразвука.
Меньшая величина блоков на поверхности борированного слоя в случае закалки с ультразвуком свидетельствует о том, что на размельчение блоков большое влияние оказывает знакопеременное поле ультразвука. Меньшая величина блоков у поверхности в случае закалки с ультразвуком способствует улучшению физико-механических свойств борированного слоя.
СПИСОК ЛИТЕРАТУРЫ:
- Власов В.М. Работоспособность упрочненных трущихся поверхностей. М.: Машиностроение, 1987, 231с.
- Власов В.М., Нечаев Л.М. Рабоспособность высокопрочных термодиффузионных покрытий в узлах трения машин. Тула: Приок. кн. изд-во, 1994, 256с.
Библиографическая ссылка
Нечаев Л.М., Фомичева Н.Б., Канунникова И.Ю., Маркова Е.В. ВЛИЯНИЕ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ НА ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА БОРИРОВАННОГО СЛОЯ // Современные наукоемкие технологии. 2008. № 9. С. 16-19;URL: https://top-technologies.ru/en/article/view?id=24181 (дата обращения: 13.07.2026).