



Введение
Процесс наружного продольного точения является одним из наиболее распространенных видов механической обработки на современных металлообрабатывающих предприятиях. Размеры и физико-механические свойства удаляемого при точении припуска во многом определяют термодинамическое состояние в зоне резания [1–3]. Площадь срезаемого слоя является главным геометрическим фактором, определяющим величину сил резания: с увеличением размеров сечения удаляемого материала силы резания возрастают [3, 4]. Повышение глубины резания и твердости обрабатываемого материала оказывает существенное влияние на вибрационные характеристики процесса резания, приводя к росту амплитуды и частоты вибраций вследствие формирования неустойчивых динамических режимов [5, 6]. В свою очередь, синергетическое воздействие всех перечисленных выше факторов определяет в итоге степень износа режущего инструмента [1, 3, 6]. Отдельно следует отметить, что состав и свойства припуска тесно связаны с формируемой в процессе точения шероховатостью обработанной поверхности [7–9]. Площадь срезаемого слоя и степень обрабатываемости материала опосредованно через силы резания определяют также энергетические и материальные затраты на изготовление деталей [10, 11]. Таким образом, идентификация состава срезаемого слоя является необходимым условием для определения оптимальных режимов резания по различным критериям оптимизации.
В общем случае входные параметры технологической системы, определяющие форму, размеры и физико-механические свойства припуска, в процессе обработки сохраняются постоянными. К ним относятся заданная глубина резания, подача, геометрия режущей части инструмента, а также материал заготовки. Для контроля состояния систем с постоянной конфигурацией служат современные системы мониторинга различных показателей процесса: температуры, сил резания, уровня вибраций [2, 4, 6]. Как правило, при превышении контролируемым параметром заданного критического уровня, что обычно обусловлено негативными эволюционными изменениями в системе, для предотвращения дальнейших поломок обработка останавливается.
Однако при точении изделий, состоящих из нескольких составных частей, исполненных при этом из различных материалов, задача поиска оптимальных режимов резания и допустимых критических значений показателей процесса резания значительно усложняется. Современные исследования в этой области уделяют большое внимание процессу мониторинга и повышению эффективности обработки гибридных изделий [12–14]. Примером удаления переменного по размерам и физико-механическим свойствам припуска может служить процесс точения заготовки, содержащей сварной шов с усилением. В таких случаях имеет место значительная временная дестабилизация силовых, термодинамических и вибрационных показателей процесса резания [15, 16]. При этом наибольшее проявление данных негативных факторов наблюдается на участках разделения материалов заготовки и сварного шва, а степень изменения контролируемых параметров процесса зависит от состава и размеров срезаемого слоя [16]. Таким образом, мониторинг процесса обработки и выбор оптимальных режимов резания при формообразовании многокомпонентных изделий представляет собой актуальную научную и практическую задачу.
Происходящий на этапе прохода сварного участка резкий рост температуры, сил и вибрационной активности инструмента может быть воспринят системой мониторинга, настроенной на чувствительность только к эволюционным изменениям в процессе обработки, как сигнал к отводу инструмента из зоны резания. Для предотвращения такой ситуации должен быть дополнительно задан уровень допустимого превышения контролируемых параметров, обусловленного конструктивными особенностями заготовки на определенных этапах обработки. В этой связи актуально определение априори допустимого уровня отклонений показателей технологической системы от нормальных условий ее функционирования, вызванных изменением состава и свойств срезаемого слоя, с целью предотвращения некорректного прерывания процесса точения.
Возможный уровень изменения сил резания и температуры может быть определен при помощи аналитических зависимостей, а также с применением методов цифрового имитационного моделирования, при условии, что известны переменные физико-механические свойства и геометрические параметры припуска [3, 6]. Для определения этих данных требуется вывод аналитических выражений, описывающих изменение глубины, ширины и площади срезаемого слоя для каждого материала многокомпонентного припуска в процессе прохода резцом сварного участка. Однако до этого на первом этапе необходимо определить принципиально возможные виды срезаемого слоя в зависимости от заданных геометрических параметров технологической системы; решению этой задачи и посвящена данная статья.
Цель исследования – определить условия изменения состава комбинированного срезаемого слоя в зависимости от геометрических параметров технологической системы при точении заготовки с усиленным сварным швом.
Материалы и методы исследования
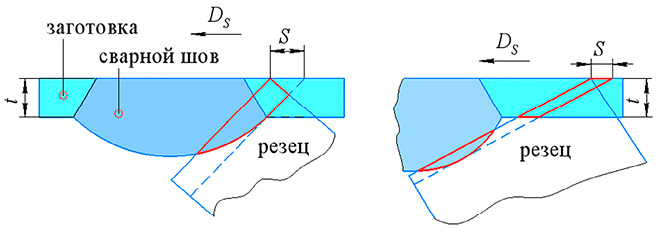
Объектом исследования является процесс продольного наружного точения заготовки, состоящей из двух компонентов, соединенных сварным швом с усилением. Графическое представление процесса удаления припуска при перемещении резца за один оборот на величину подачи S в направлении Ds при пересечении начальной границы сварного участка представлено на рис. 1. В этом случае в зависимости от сочетания геометрических параметров резца и заготовки можно выделить следующие возможные варианты комбинированного припуска:
I) Двухкомпонентный цельный (общий случай) – состоит из двух разных материалов, имеющих общую поверхность, и снимается на одном непрерывном участке режущей кромки (рис. 1, а).
II) Двухкомпонентный раздельный (частный случай) – состоит из двух разных материалов, не имеющих общей поверхности, снимается на различных участках режущей кромки (рис. 1, б).
III) Трехкомпонентный цельный (частный случай) – состоит из трех разных материалов, имеющих общие поверхности, снимается на одном непрерывном участке режущей кромки (рис. 1, в).
Условия возникновения каждой из трех ситуаций определялись методом математического моделирования. В качестве исходных данных использованы геометрические параметры технологической системы, определяющие форму и состав комбинированного припуска: t – номинальная глубина резания; φ – главный угол в плане резца; L – длина сварного шва; H – высота усиления сварного шва; ω – угол разделки кромок на торцах свариваемых заготовок (рис. 2).
Предложенная модель (рис. 2) справедлива при соблюдении следующих ограничений:
1. Геометрические параметры сварного участка постоянны вдоль всей длины окружности заготовки, а внешний контур усиления шва имеет идеализированную форму в виде дуги.
2. Износ резца, искажающий его геометрию в основной плоскости, отсутствует либо пренебрежительно мал.
3. Радиус вершины резца отсутствует либо пренебрежительно мал.
4. Номинальная глубина резания постоянна, либо ее отклонениями, вызванными вибрационными возмущениями в системе в радиальном направлении, можно пренебречь.
а) б)
в) 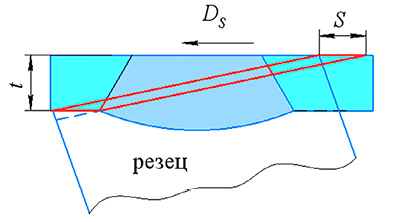
Рис. 1. Варианты комбинированного припуска: а) двухкомпонентный цельный; б) двухкомпонентный раздельный; в) трехкомпонентный цельный Примечание: составлен автором по результатам данного исследования
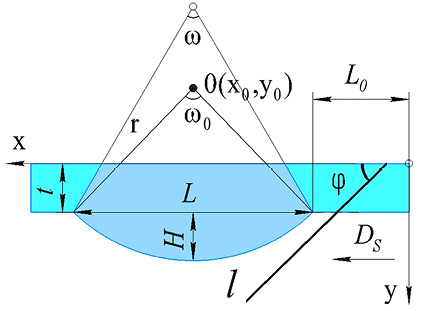
Рис. 2. Схема обработки сварного участка заготовки Примечание: составлен автором по результатам данного исследования
Результаты исследования и их обсуждение
Центр системы координат зададим на расстоянии L0 от начальной точки сварного участка. Внешний контур усиления шва аппроксимируем дугой окружности со следующими характеристиками: r – радиус окружности; O(xO, yO) – центр окружности; ω0 – угол, стягивающий дугу. Значения этих параметров согласно расчетной схеме:
 ; (1)
; (1)
 ; (2)
; (2)
 .
.
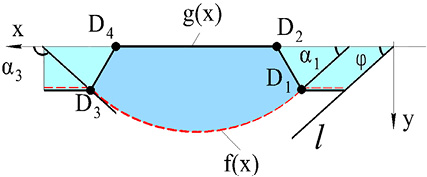
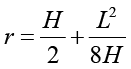
Рис. 3. Схема определения границ раздела материалов Примечание: составлен автором по результатам данного исследования
На краях границ разделения материалов сварного шва и заготовки зададим точки со следующими координатами (рис. 3):
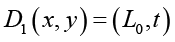 ;
;
 ,
,
 ;
;
 .
.
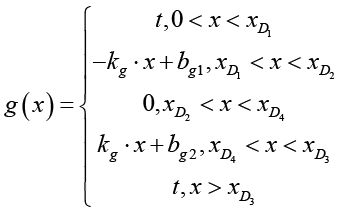
Внешнюю границу сварного шва и границу материала заготовки представим в виде функций f(x) и g(x) соответственно:
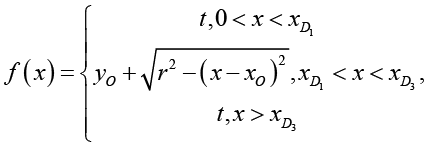
 ,
,
где угловой коэффициент прямой
 ,
,
а свободные члены уравнений наклонных линий
 .
.
Главную режущую кромку резца представим в виде линии l, вершина которой находится в точке с координатой  , а ее уравнение запишем в виде
, а ее уравнение запишем в виде
 .
.
Тогда условия возникновения в технологической системе различных видов срезаемого слоя:
вариант I – для любых возможно существование только одной точки пересечения прямой l и функции f(x);
вариант II – для любых возможно существование трех точек пересечения прямой l и функции f(x);
вариант III – для любых возможно существование трех точек пересечения прямой l и функции g(x), две из которых принадлежат участкам D1D2 и D3D4.
Для выяснения условий, при которых может иметь место ситуация I или ситуация II, построим касательные к дуге окружности в точках D1 и D3. Обозначим углы, которые эти касательные образуют с осью абсцисс α1 и α3 соответственно (рис. 3).
Ситуация c тремя точками пересечения возникает, если φ < α1 при φ < 90o и φ > α3 при φ > 90o. Учитывая, что tg(α3)= –tg(α1),
 при φ ≠ 90o (3)
при φ ≠ 90o (3)
Уравнение касательной в точке D1 будет иметь вид
Откуда, с учетом (1, 2), получаем
Тогда окончательно условие (3):
 (У1)
(У1)
где β = L/H.
Область параметров, удовлетворяющих (У1), представлена на рис. 4, а. Для наиболее распространенного значения угла в плане φ = 45° такая ситуация возникнет, если отношение ширины сварного шва L к высоте усиления H будет менее 5,0. Для значений φ < 45° ситуация имеет место начиная с более высоких значений L/H. Например, для φ = 30° формирование раздельного припуска возможно при L/H < 7,48. Область применимости установленного выше условия (У1) определяется неравенством β = L/H > 2.
|
а) |
б) |
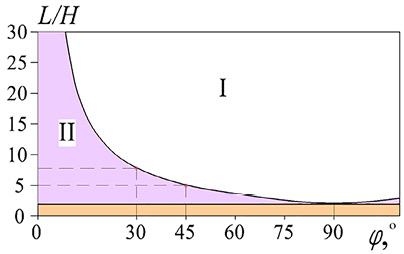
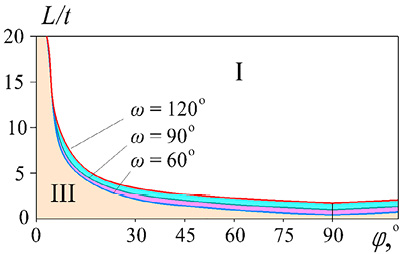
Рис. 4. Геометрические параметры системы, обеспечивающие формирование видов срезаемого слоя: а) – двухкомпонентного цельного (I) и двухкомпонентного раздельного (II); б) – двухкомпонентного цельного (I) и трехкомпонентного цельного (III) Примечание: составлен автором по результатам данного исследования
Для формирования трехэлементного цельного припуска при φ < 90° длина участка линии l между y = 0 и y = t, равная 1 / tg(φ), должна быть больше, чем разница абсцисс точек D2 и D3 (или D1 и D4, в силу симметрии это одинаковые расстояния):
 ;
;
То же условие при φ > 90° принимает вид
 ;
;
Объединив эти два условия в одно выражение, получаем
 . (У2)
. (У2)
Из рис. 4, б, видно, что возникновение условия (У2) более вероятно при малых величинах угла в плане. Для значений φ = 45–95° возникает при отношении L/t равном 3,5 и менее. При этом применение условия (У2) возможно, если справедливо неравенство L/t−tg(ω/2) > 0.
Заключение
В представленной статье посредством математического моделирования определены условия формирования различных видов срезаемого слоя при продольном наружном точении заготовки, содержащей сварное соединение с усилением. Рассмотрены три возможных случая, при которых, в зависимости от геометрических параметров рабочей части резца и сварного шва, удаляемый припуск будет цельным из двух материалов, из двух раздельных компонентов также из различных материалов, или же цельным, состоящим из трех различных материалов.
На основе анализа областей параметров, удовлетворяющих данным условиям, установлено, что ситуация с двухкомпонентным цельным припуском будет наиболее распространенной в большинстве конфигураций технологических систем. В этом случае в процессе резания на сварном участке глубина резания и твердость удаляемого материала будут постепенно возрастать.
При значениях угла в плане меньше 45о и значительных отличиях в длине шва и высоте его усиления припуск будет сниматься различными участками режущей кромки в виде двух независимых фрагментов. В этом случае удаление материалов с различной твердостью происходит на отдельных участках с небольшой глубиной резания на каждом из них.
При точении протяженных сварных участков с маленькой глубиной резания (например, при чистовых проходах поверхностей крупногабаритных изделий) резцами с низкими значениями угла φ, становится возможной обработка режущей кромкой одновременно трех материалов с различными физико-механическими свойствами.
Таким образом, для расчета допустимых предельных силовых и термодинамических показателей в дальнейшем необходимо определить и использовать три варианта аналитических зависимостей, описывающих характеристики срезаемого слоя. Выбор конкретного выражения будет определяться установленными в данной работе условиями. Также полученные в статье результаты позволят при назначении режимов обработки и/или выборе конфигурации рабочей части инструмента определить возможные составы срезаемого слоя и оценить риски, связанные с каждым из них.
Конфликт интересов
Финансирование
Библиографическая ссылка
Фоминов Е. В. ВЛИЯНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ НА СОСТАВ КОМБИНИРОВАННОГО ПРИПУСКА ПРИ ТОЧЕНИИ ЗАГОТОВКИ С УСИЛЕННЫМ СВАРНЫМ ШВОМ // Современные наукоемкие технологии. 2026. № 6. С. 197-203;URL: https://top-technologies.ru/ru/article/view?id=40835 (дата обращения: 03.07.2026).
DOI: https://doi.org/10.17513/snt.40835