



Введение
Конструкционные материалы и изделия из них являются самым распространенным видом продукции порошковой металлургии. Они широко применяются в машино- и приборостроении, новых отраслях техники. К этому классу материалов относятся материалы как на основе железа, так и на основе цветных металлов [1]. Это могут быть как материалы общего назначения, заменяющие обычные углеродистые и легированные стали, чугуны, сплавы цветных металлов, так и материалы с особыми свойствами – высокой прочностью, пластичностью, износостойкостью, используемые при создании новых типов машин, приборов, механизмов, а также для промышленного улучшения технических характеристик существующих машин и приборов [2].
Одной из важнейших характеристик порошкового сырья для классических и аддитивных технологий металлургии является морфология частиц. Практика показывает, что частицы правильной сферической формы обеспечивают наилучшие показатели сыпучести и стабильность дозирования материала при подаче в зону построения, а это, в свою очередь, напрямую коррелирует с качеством получаемой структуры готового изделия [3]. Наиболее распространенными промышленными технологиями изготовления таких порошков служат методы распыления жидкого металла – газовое, вакуумное и центробежное [4]. Несмотря на широкое распространение, данные методы имеют серьезные ограничения: они плохо приспособлены для получения порошков с нестандартным химическим составом, а также экономически нецелесообразны при выпуске малых объемов материала [5].
Конструкционные порошковые материалы используются для получения многочисленной номенклатуры изделий: это шестерни, храповики, собачки, эксцентрики, рычаги, шайбы, заглушки, колпачки, крышки, фланцы, корпуса подшипников, детали насосов, пишущих и счетных машин и др.
Автомобильная промышленность [6] использует значительное количество спеченных деталей, в основном в качестве компонентов трансмиссий и двигателей. Шестерни – это детали, которые больше всего выигрывают с точки зрения экономии средств благодаря технологии порошковой металлургии, позволяющей получать изделия практически чистовой формы. Однако пористость наряду с неоднородной микроструктурой может негативно влиять на механическое поведение, особенно на усталостную прочность [7].
Реальные кристаллические тела при пластической деформации склонны к образованию макроскопических трещин. Данное явление объясняется следующим образом: процесс пластического течения в кристаллах сопровождается дислокационным скольжением, причем дислокации концентрируются в определенных плоскостях, что позволяет отдельным частям кристалла смещаться друг относительно друга не полностью, а по схеме незавершенного сдвига.
Для спеченных материалов порошкового происхождения, которые отличаются структурной неоднородностью, характер разрушения не является единообразным и может существенно различаться даже для близких по составу материалов [8]. Ключевыми переменными здесь выступают: особенности внутреннего строения, химический состав, состояние границ и поверхности, режим нагружения, внешние условия эксплуатации и др. Варьирование этих параметров способно перевести механизм разрушения от одного крайнего типа (внешнее хрупкое) к противоположному (замедленное пластически-вязкое) [9]. В связи с этим, чтобы уметь заранее оценивать риск разрушения твердотельного спеченного изделия и сознательно регулировать его сопротивление, исследователь должен располагать систематизированными сведениями о микромеханизмах разрушения, реализующихся в зависимости от конкретной структуры материала.
Цель исследования – установление закономерностей кинетики роста усталостной трещины в спеченном диффузионно-легированном порошковом материале системы Fe–Ni–Cu–Mo (марки ПЛ-Н2Д2М) при циклическом изгибе.
Материалы и методы исследования
В качестве исходного сырья был взят отечественный порошок марки ПЛ-Н2Д2М (ТУ 14-5402-2002) производства ПАО Северсталь (г. Череповец). Порошок ПЛ-Н2Д2М – это диффузионно легированный железный порошок, полученный методом отжига смеси порошков, содержащие легирующие добавки. Химический состав используемого порошка представлен в таблице [5, 6].
С целью определения однородности порошковой смеси, распределения легирующих элементов, а также с целью определения структурных составляющих, характера разрушения в изломах порошковых материалов применялся электронный микроскоп марки S-3400N фирмы HitachiHigh – Technologies Corporation (Япония), оснащенным рентгеновским энерго-дисперсионным спектрометром NORAN.
Химический состав порошка марки ПЛ-Н2Д2М
|
Марка порошка |
Содержание элементов, масс. % |
||||||||
|
C |
O |
Mo |
Ni |
Cu |
Mn |
Si |
S |
P |
|
|
ПЛ–Н2Д2М |
0,02 |
0,25 |
0,3–0,7 |
1,5–2,5 |
1,5–2 |
0,15 |
0,05 |
0,02 |
0,02 |
Примечание: составлена авторами на основе источника [5].
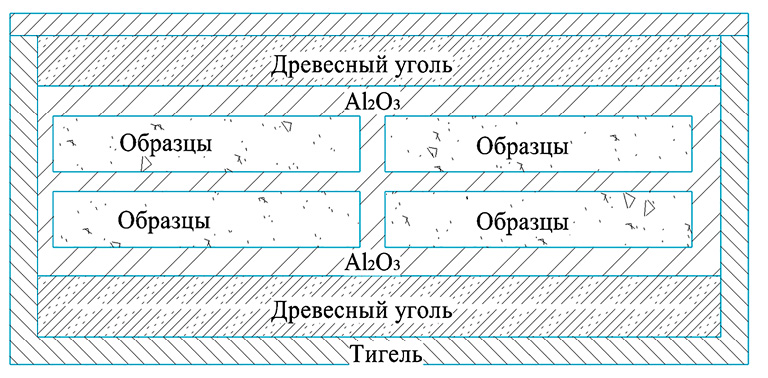
Рис. 1. Схема размещения образцов в тигле при спекании Примечание: составлен авторами по результатам данного исследования
Статическое холодное прессование призматических образцов проводилось на гидравлическом прессе модели TS0500-6 (Китай) с максимальным усилием в 50 т, в лабораторных пресс-формах [9]. Образцы изготавливались с пористостью 20, 15, 10 % размерами 10х10х55 мм. Гомогенизирующее спекание производили в лаборатории термической обработки кафедры «Материаловедение и технология металлов» в муфельной электропечи модели SNOL 6,7/1300 при температуре 1050 ℃. Условия нагрева исключали контакт заготовок с окислительной средой: вокруг них формировалась газовая прослойка, насыщенная СО и СО₂, которые появляются при реакции Будуара (взаимодействие древесного угля с атмосферным кислородом). Рисунок 1 демонстрирует способ укладки изделий в тигли. Трехслойная угольная обсыпка играет защитную роль – она отделяет углерод от поверхности частиц легированного железа. Это не дает развиться цементитной фазе в локальных объемах материала. Следовательно, исключается процесс контактного плавления (образование жидкости) и полное расплавление образцов. Общая длительность спекания принимала три значения: 30, 60 и 90 мин [10]. На каждом режиме испытывали не менее трех образцов. Общее количество изготовленных образцов – 27 (3 уровня пористости × 3 времени спекания × 3 образца на режим). Перед спеканием во всех образцах выполняли V-образный надрез. Надрез располагался посередине одной из широких граней (10×55 мм) перпендикулярно продольной оси образца. Глубина надреза составляла 1,0 мм, угол при вершине – 60°, радиус скругления в вершине – не более 0,1 мм. Надрез служил концентратором напряжений для инициирования усталостной трещины.
Испытания на циклический изгиб проводили с использованием испытательной машины лабораторной установки (рис. 2) в автоматическом режиме с помощью персонального компьютера [11].
В состав установки входили: стенд для наведения усталостной трещины, а также оборудование для исследования и фиксации кинетики ее развития. Процесс возникновения и последующего развития трещины фиксировался методом электропотенциалов [11, 12]. Блок-схема для фиксации кинетики роста трещины в реальном времени приведена на рис. 3. Для этого на образец (4), имеющий V-надрез, через балластное сопротивление 3 от понижающего трансформатора РНО-250-5 (2) подавался переменный электрический ток промышленной частоты 50 Гц, величину которого можно было регулировать.

Рис. 2. Установка для усталостных испытаний образцов на циклический изгиб Примечание: составлен авторами по результатам данного исследования
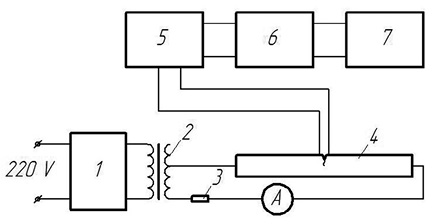
Рис. 3. Блок-схема измерения разности потенциалов Примечание: составлен авторами по результатам данного исследования
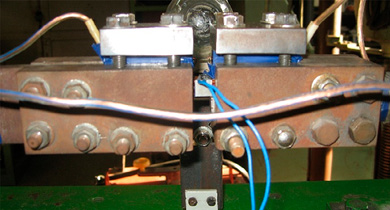
Рис. 4. Образец в зажимах стенда с подсоединенными проводами у надреза Примечание: составлен авторами по результатам данного исследования
Электропитание данного блока лабораторной установки осуществлялось через стабилизатор напряжения С-09 (1). Такое техническое решение было принято для исключения возможного влияния флуктуаций напряжения в сети на достоверность регистрируемых данных. В процессе инициирования и распространения трещины в зоне исходного надреза фиксировалась разность электрических потенциалов. Ее значения измерялись с помощью милливольтметра (5), работающего на переменном токе и имеющего коэффициент усиления, равный 7. С выхода милливольтметра сигнал подавался на вход АЦП Е-154 (6), изготовленного фирмой L-Card. Задача АЦП заключалась в оцифровке аналогового сигнала и его последующей передаче на компьютер (7). На компьютере было установлено программное обеспечение LGraph2. Это ПО давало возможность в непрерывном режиме записывать изменение падения напряжения на образце, причем запись велась синхронно с ростом усталостной трещины и в масштабе времени, близком к реальному [11, 12].
Частота колебаний вибростенда была постоянной и составляла 7 Гц. Амплитуда колебаний по всей видимости должна была быть ниже, чем у монолитных образцов аналогичного химического состава. Поэтому она была задана в 1,5 ниже, то есть составила 3,5 мм. С другой стороны, электрическое сопротивление образцов порошковых сталей было больше, чем монолитных. Поэтому и падение напряжения у краев надреза должно было быть больше и, таким образом, напряжение и ток, подаваемые на образец, должны были быть меньше.
Фактическая нагрузка, создаваемая вибростендом, не измерялась непосредственно, а задавалась через амплитуду перемещения свободного конца образца. Напряжение в вершине надреза не приводится в статье, однако оно оставалось постоянным для всех испытуемых образцов, что позволяло корректно сравнивать их усталостную долговечность.
На рис. 5 представлен образец после испытаний на усталостный излом. Показания роста длины трещины снимали каждые 12–15 мин, что составляло примерно 5·103 циклов.

Рис. 5. Образец после испытаний на усталостный изгиб Примечание: составлен авторами по результатам данного исследования
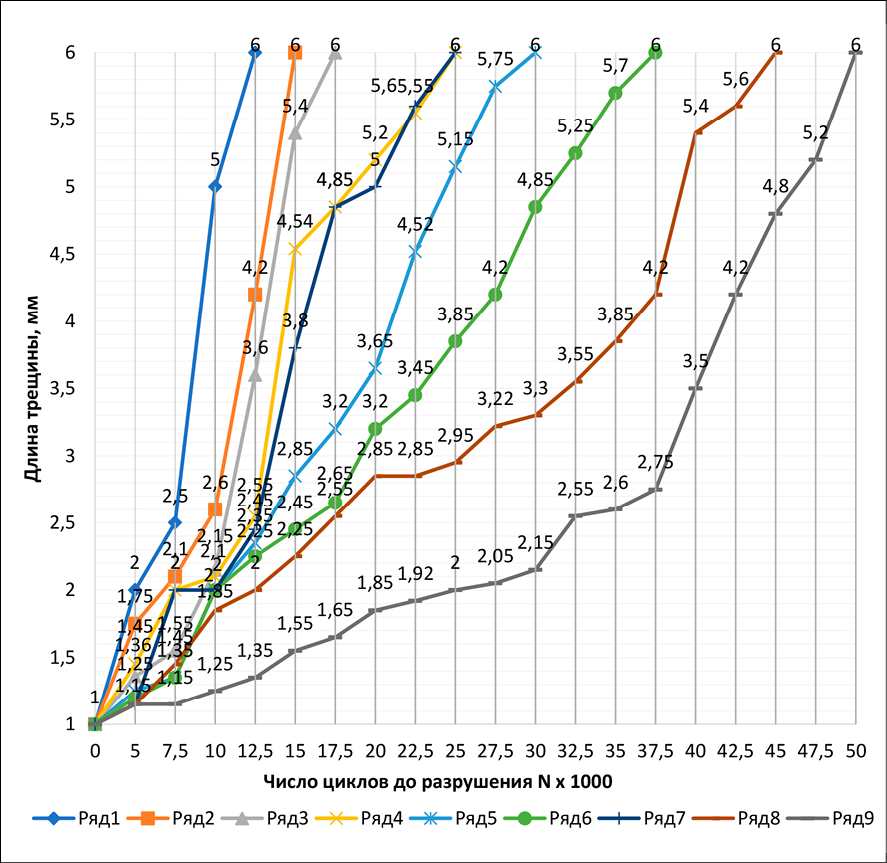
Рис. 6. Зависимость длины усталостной трещины от числа циклов усталостных испытаний для спеченного материала Н2Д2М. Температура спекания 1050°С. Обозначение рядов: ряд 1 – П = 20 %,τ τ = 30 мин; ряд 2 – П = 20 %, τ = 60 мин; ряд 3 – П = 20 %, τ = 90 мин; ряд 4 – П = 15 %, τ = 30 мин; ряд 5 – П = 15 %, τ = 60 мин; ряд 6 – П = 15 %, τ = 90 мин; ряд 7 – П = 10 %, τ = 30 мин; ряд 8 – П = 10 %, τ = 60 мин; ряд 9 – П = 10 %, τ = 90 мин. Примечание: составлен авторами по результатам данного исследования
На рис. 6 представлены экспериментальные зависимости длины усталостной трещины от количества циклов нагружения для спеченного порошкового материала марки ПЛ-Н2Д2М. Испытания проводились при фиксированной температуре спекания 1050 °C. Переменными параметрами являлись пористость образцов (10, 15 и 20 %) и время изотермической выдержки при спекании (30, 60 и 90 мин) [11]. Всего на графике приведены девять кривых, каждая из которых соответствует определенному сочетанию пористости и времени спекания.
Для каждого сочетания пористости и времени спекания обрабатывали данные не менее трех образцов. Определяли средние значения числа циклов до разрушения, средней скорости роста трещины на линейном участке и длительности начального этапа. Погрешность измерения числа циклов определялась стабильностью частоты нагружения (7 ± 0,1 Гц) и составляла около 1,5 %. Погрешность амплитуды колебаний не превышала ±0,1 мм. Построение кривых усталостного разрушения выполняли по средним значениям для каждого режима.
Все девять кривых имеют S-образную (сигмоидальную) форму, характерную для усталостного разрушения материалов, с тремя последовательными этапами: начальным (зарождение субмикроскопических повреждений), линейным (стабильный рост трещины) и завершающим (ускоренное разрушение) [12]. Кривые для образцов с пористостью 20 % (ряды 1–3) располагаются левее всех, что свидетельствует о наименьшем числе циклов до разрушения и наибольшей скорости роста трещины. Образцы с пористостью 10 % (ряды 7–9) демонстрируют максимальную усталостную долговечность, наиболее продолжительный начальный этап и наименьший наклон линейного участка. При сравнении кривых с одинаковой пористостью установлено, что увеличение времени спекания с 30 до 90 мин оказывает наиболее заметное положительное влияние на усталостную прочность для низкопористых образцов (10 %), тогда как при высокой пористости (20 %) влияние времени спекания выражено слабо [13].
На рис. 7 приведены микроструктуры спеченных образцов, отражающие кинетику усталостного разрушения на различных его этапах. Микроструктура характеризуется чередованием зон с разной травимостью [14]. В областях повышенной травимости выявляются дисперсные кристаллы пластинчатой и (частично) равноосной формы, тогда как в зонах пониженной травимости структурные составляющие оптически не дифференцируются.
Включения в виде продолговатых светлых участков являются тройным твердым раствором Fe–Cu–Ni, состав которого варьируется по сечению в зависимости от локального соотношения меди и никеля, с максимумом концентрации в центральной части глобулы. Наличие такой неоднородной структуры связано с режимом спекания: низкая температура и короткая выдержка препятствуют полному растворению легирующих компонентов, вследствие чего формируется отмеченная структурная неоднородность [15, 16].
Опираясь на данные работ [5, 9], можно с уверенностью говорить, что в пористых спеченных материалах, с учетом степени деформации и температуры нагрева, реализуются два механизма зарождения центров рекристаллизации, которые непосредственно влияют на сопротивление зарождению и распространению трещин: коалесценция субзерен и выгибание высокоугловой границы с образованием выступа [17]. Формирование данных центров определяет структурную неоднородность, от которой зависит склонность материала к микротрещинообразованию на ранних стадиях нагружения [11, 12].
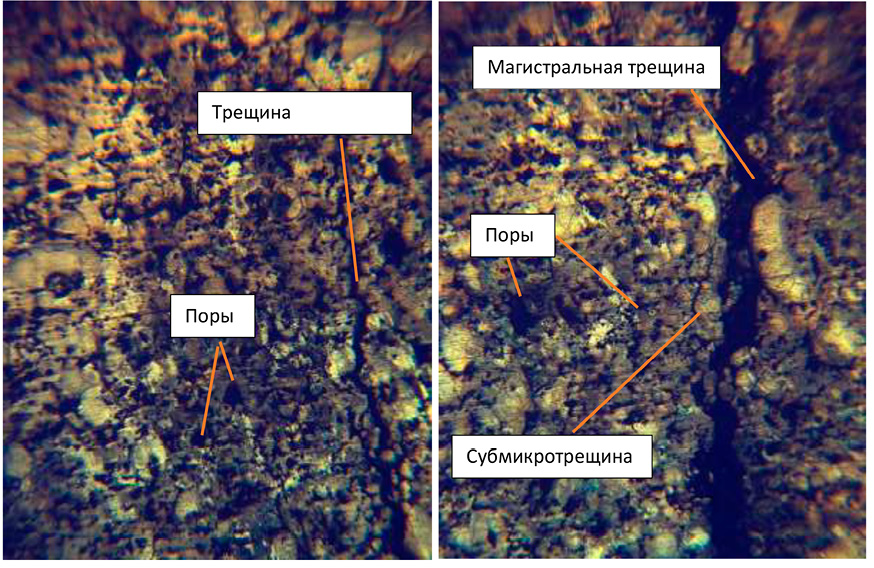
Рис. 7. Кинетика развития трещины в спеченных образцах Н2Д2М: Т = 1050°С; τ = 30 мин; П = 20 % Примечание: составлен авторами по результатам данного исследования
Повышения свойств порошковых сталей можно также добиться путем усложнения их состава, а также применением термической и химико-термической обработки. Однако такие способы повышения свойств этих сталей имеют ряд особенностей, обусловленных, прежде всего, остаточной пористостью, а также химической и структурной неоднородностью [18].
Заключение
В результате выполнения экспериментальных исследований, направленных на установление закономерностей кинетики роста усталостной трещины в спеченном диффузионно-легированном порошковом материале системы Fe–Ni–Cu–Mo (марки ПЛ-Н2Д2М) при циклическом изгибе, сформулированы следующие основные выводы.
Установлено, что независимо от пористости (10–20 %) и времени спекания (30–90 мин) кинетика роста усталостной трещины подчиняется единой S-образной закономерности, включающей этапы зарождения повреждений, стабильного распространения и ускоренного роста вплоть до макроразрушения образца. Снижение остаточной пористости с 20% до 10% при прочих равных условиях приводит к увеличению числа циклов до разрушения, удлинению начального этапа зарождения трещины и уменьшению скорости ее роста на линейном участке. Пористость оказывает более существенное влияние на усталостную долговечность, чем время спекания. Увеличение длительности изотермической выдержки при спекании с 30 до 90 мин положительно сказывается на усталостной прочности, однако степень этого влияния существенно зависит от уровня пористости. Максимальный эффект наблюдается для низкопористых образцов (10 %), в то время как при высокой пористости (20 %) увеличение времени спекания не позволяет компенсировать негативное влияние обилия пор. Микроструктурный анализ выявил наличие тройного твердого раствора Fe–Cu–Ni, зон различной травимости и включений легирующих элементов, что создает локальные концентраторы напряжений. Формирование такой неоднородной структуры связано с выбранными режимами спекания (1050 °C, 30–90 мин), которые не обеспечивают полного растворения легирующих компонентов.
Полученные закономерности позволяют обоснованно выбирать технологические параметры (пористость, время спекания) для обеспечения требуемой усталостной долговечности деталей из порошковых материалов, работающих в условиях циклического нагружения – шестерен, рычагов, эксцентриков, корпусных деталей и элементов трансмиссий.
Конфликт интересов
Финансирование
Библиографическая ссылка
Егоров М. С., Егорова Р. В., Жеволуков В. Е., Коробка И. О., Егоров А. М. ВЫСОКОТЕХНОЛОГИЧНЫЕ МЕТОДЫ КОНТРОЛЯ КИНЕТИКИ РОСТА УСТАЛОСТНОЙ ТРЕЩИНЫ В СПЕЧЕННОМ ДИФФУЗИОННО-ЛЕГИРОВАННОМ ПОРОШКОВОМ МАТЕРИАЛЕ FE–NI–CU–MO // Современные наукоемкие технологии. 2026. № 6. С. 90-97;URL: https://top-technologies.ru/ru/article/view?id=40821 (дата обращения: 03.07.2026).
DOI: https://doi.org/10.17513/snt.40821