



Введение
В современных условиях функционирования нефтегазохимических, машиностроительных и смежных производств очистка газовых выбросов является критически важным звеном [1], определяющим не только технологическую эффективность, но и экологический статус предприятия [2; 3, с. 15]. Пенные абсорберы, благодаря высокой интенсивности массообмена и развитой поверхности контакта фаз, остаются одними из наиболее востребованных аппаратов для очистки отходящих газов [4; 5]. Процесс поглощения в пенном абсорбере зависит от плотности, вязкости и размера пузырьков, газовая смесь очищается по пенной технологии, посредством промывания водой [6]. Абсорберы успешно удаляют химически активные газы, пыль, мелкодисперсные взвеси, занимая важное место в современных системах очистки отходящих газов [7]. Однако высокая эффективность данных аппаратов неразрывно связана с гидродинамической нестабильностью пенного режима [8], узкий диапазон устойчивой работы создает постоянные риски «захлебывания» или, напротив, «провала» жидкости, что ведет к аварийным выбросам и поломкам оборудования.
В связи с обновленными правилами эксплуатации установок очистки газа [9; 10] усиливаются требования к контролю и управлению параметрами очистных установок, и традиционные системы автоматизации, основанные на жёстких пороговых значениях [11], часто не справляются с динамическими изменениями пенного слоя. Это приводит к возникновению большого числа ложных тревог или недостаточному обнаружению критических ситуаций.
Цель исследования состояла в создании интеллектуального программно-аппаратного комплекса (ПАК) на базе современных промышленных контроллеров, реализующего функции автоматизированного регулирования параметров пенного абсорбера и эффективного оповещения персонала.
Использование данного комплекса позволит снизить производственные и экологические риски, возникающие при эксплуатации абсорбера вследствие внезапных выбросов газовых смесей и повреждения оборудования.
В ходе исследования были определены ключевые задачи:
• разработка алгоритма интеллектуального оповещения на основе анализа динамики технологических параметров;
• обеспечение надежного контроля и управления процессом очистки преимущественно в автоматическом режиме;
• создание систем раннего обнаружения аномалий и предупреждение аварийных ситуаций.
Материалы и методы исследования
Для достижения поставленной цели исследования был применён комплексный подход, включающий следующие методы.
• Теоретические методы: анализ научно-технической литературы и существующих патентов в области автоматизации газоочистного оборудования, а также системный анализ гидродинамических процессов в пенном абсорбере как объекте управления.
• Проектно-конструкторские методы: схемотехническое проектирование аппаратной части комплекса, выбор элементной базы, а также разработка алгоритмов логического управления и алгоритмов интеллектуального оповещения.
• Экспериментальные методы: сборка и отладка макета системы, проведение испытаний для определения оптимальной конфигурации контроллера и настройки временных задержек (таймеров) с учётом инерционности процесса.
Результаты исследования и их обсуждение
Абсорберы представляют собой сложные объекты управления, характеризующиеся значительной инерционностью и длительным временем запаздывания практически по всем каналам передачи сигналов [12]. Кроме этого, для них характерна существенная распределенность параметров, что требует применения распределённого контроля и, в ряде случаев, распределённых регулирующих воздействий [13].
Абсорбер для очистки воздуха выполнен в виде колонны, установленной над баком с абсорбентом, и состоит из следующих основных частей:
- корпус абсорбера;
- циркуляционный бак с абсорбентом;
- циркуляционный контур с насосом.
Работа абсорбера начинается с подачи абсорбента, который поступает на решётки корпуса. При поступлении воздушной смеси происходит контакт двух потоков, которые идут в разных направлениях. При этом происходит очищение от вредных компонентов в составе и задержка сторонних примесей [14]. После этого газовая смесь проходит через специальный каплеотбойник, а абсорбирующее вещество поступает обратно в ёмкость циркуляционного корпуса. Жидкость, в которой больше нет необходимости, выходит из бака циркуляции через насос, расположенный в нижней части корпуса.
В качестве абсорбента используется вода. Величину рН абсорбента необходимо поддерживать в диапазоне 5-10, а проводимость – максимально до 8000 мкСм/см. Эти показатели достигаются путем соответствующего добавления раствора гидроксида натрия (5%) или раствора соляной кислоты (5%) в абсорбер. Поэтому основными контролируемыми параметрами являются величина рН и показатель проводимости. Относительная несложность технологического процесса [15; 16] приводит зачастую к использованию ручного способа контроля технологических параметров и построению циклической системы управления. Анализ примеров эксплуатации пенных абсорберов на предприятиях химической, нефтехимической, нефтегазоперерабатывающей, энергетической, машиностроительной и в смежных отраслях [2; 17] показал, что отсутствие непрерывного измерения контролируемых параметров и автоматического управления исполнительными механизмами функции долива (в зависимости от состояния абсорбирующего вещества) приводит к нестабильной работе установки очистки в целом, увеличению выброса вредных веществ в атмосферу с превышением ПДК, повышенному расходу абсорбирующего вещества, более частой утилизации отработанного абсорбента, который представляет собой опасный отход производства.
Предлагаемый программно-аппаратный комплекс позволяет решить следующие проблемы управления производственного и экологического характера:
- необходимость учёта нестабильности и инерционности изменения контролируемых параметров (рН, проводимость):
- обеспечение соответствующих временных задержек работы исполнительных механизмов, возможности селективного выбора способа регулировки путём добавления абсорбирующего вещества (воды) либо реагентов (кислота, щелочь);
- обеспечение оперативного и избирательного оповещения обслуживающего персонала в случае превентивной необходимости и при возникновении аварийных ситуаций с помощью GSM-связи, голосовыми и SMS-сообщениями.
Аппаратная реализация блока управления и измерения программно-аппаратного комплекса системы контроля и управления пенным абсорбером была выполнена на основе структурной схемы (рис. 1).
Управляющим устройством разработанного ПАК служит плата Arduino Nano на базе 8-битного микроконтроллера Atmega328P (Microchip) с тактовой частотой 16 МГц. Память контроллера включает 32 КБ флеш-памяти, 2 КБ оперативной памяти и 1 КБ энергонезависимой памяти для хранения данных. На плате Arduino Nano доступно 14 цифровых входов/выходов (6 из них могут использоваться в качестве ШИМ-выходов), 6 аналоговых входов. Каждый из этих контактов может быть настроен как на вход, так и на выход.
Работа сигнализатора ПЛК АТ-200 как самостоятельного устройства в составе программно-аппаратного комплекса системы контроля и управления пенным очистным абсорбером предусматривает управление исполнительными устройствами (насосы, клапаны и др.) и устройствами оповещения (лампы, голосовые извещатели и др.), подключаемыми к выходам прибора в зависимости от управляющих сигналов, которые поступают от внешних источников (рН-метр, датчик проводимости, датчик уровня, кнопки и выключатели) в соответствии с алгоритмом работы (рис. 2).
После включения комплекса сигнализатор АТ-200 активирует реле питания системы (реле аварийного отключения), запускает внутренний таймер (необходим для стабилизации процессов в абсорбере после включения) и по истечении таймера переходит в режим ожидания. В этом режиме контролируется состояние входов от рН-метра, датчика проводимости и датчика уровня. Нормальное состояние: «высокий» уровень на входе рН-метра, «низкий» на входе датчика уровня (уровень абсорбирующей жидкости в норме).
При увеличении величины рН и проводимости в баке абсорбера до установленного максимального значения рН-метр изменяет сигнал на «низкий», после этого запускается внутренний таймер, так как с учётом особенностей работы абсорбера, связанной с инерционностью химических процессов и запаздыванием, для обеспечения стабильности работы необходимо исключить колебания переходных процессов и быть уверенным в достоверности достижения фактического химического равновесия в баке абсорбера.
Если за время работы таймера произошло изменение состояния на входе рН-метра и кондуктометра на нормальное (уровень сигнала высокий), то таймер сбрасывается и АТ-200 продолжает находиться в режиме ожидания.
Если по истечении времени работы таймера состояние на входе рН-метра и кондуктометра не изменилось, запускается процесс регулирования значения рН и проводимости в баке абсорбера путём включения реле насоса промывки. Включение происходит на заданные интервалы времени для того, чтобы жидкость успела перемешаться циркуляционным насосом и химический состав стабилизировался.
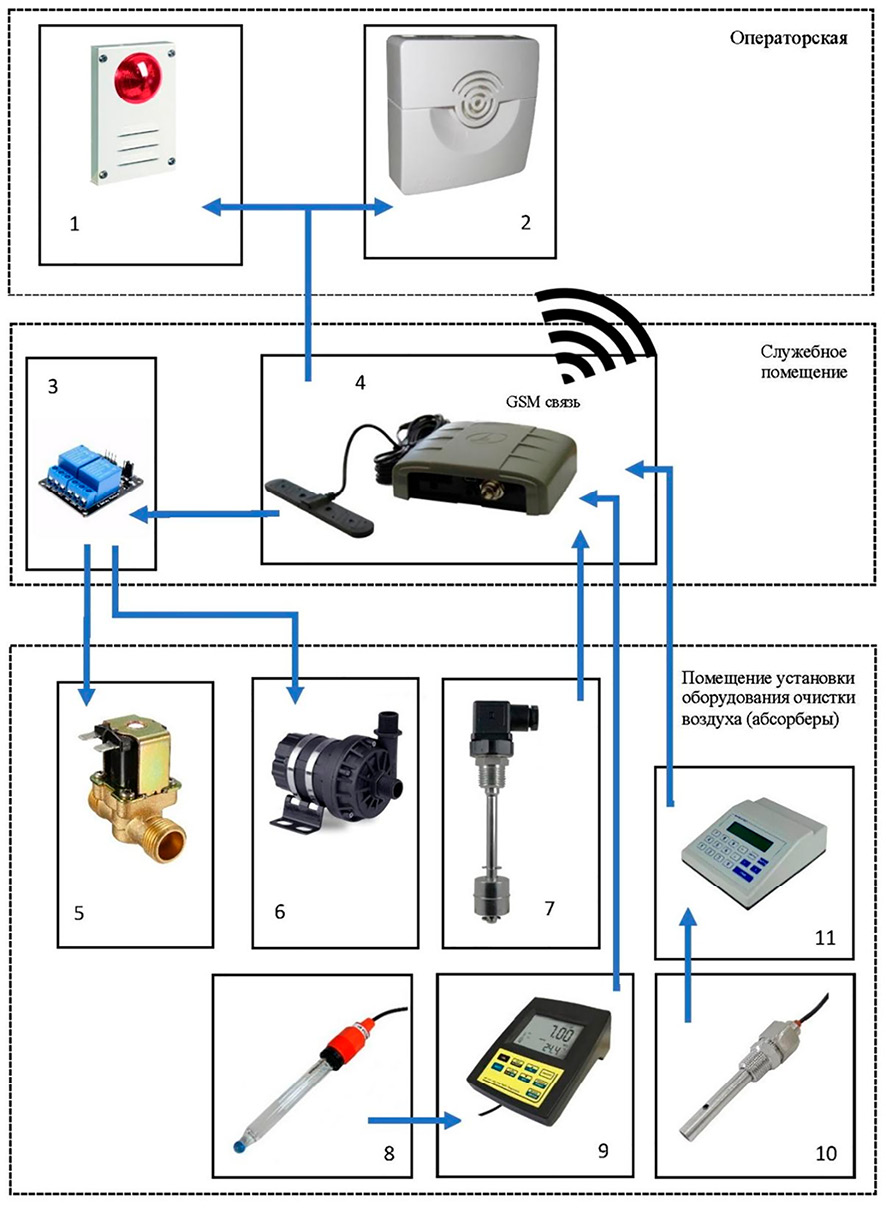
Рис. 1. Структурная схема ПАК: 1 – световой оповещатель; 2 – речевой оповещатель; 3 – релейный модуль; 4 – ПЛК АТ-200; 5 – клапан подачи реагента; 6 – насос промывки; 7 – датчик уровня; 8 – рН-электрод; 9 – рН-метр; 10 – датчик проводимости; 11 – кондуктометр. Примечание: составлено авторами по результатам данного исследования
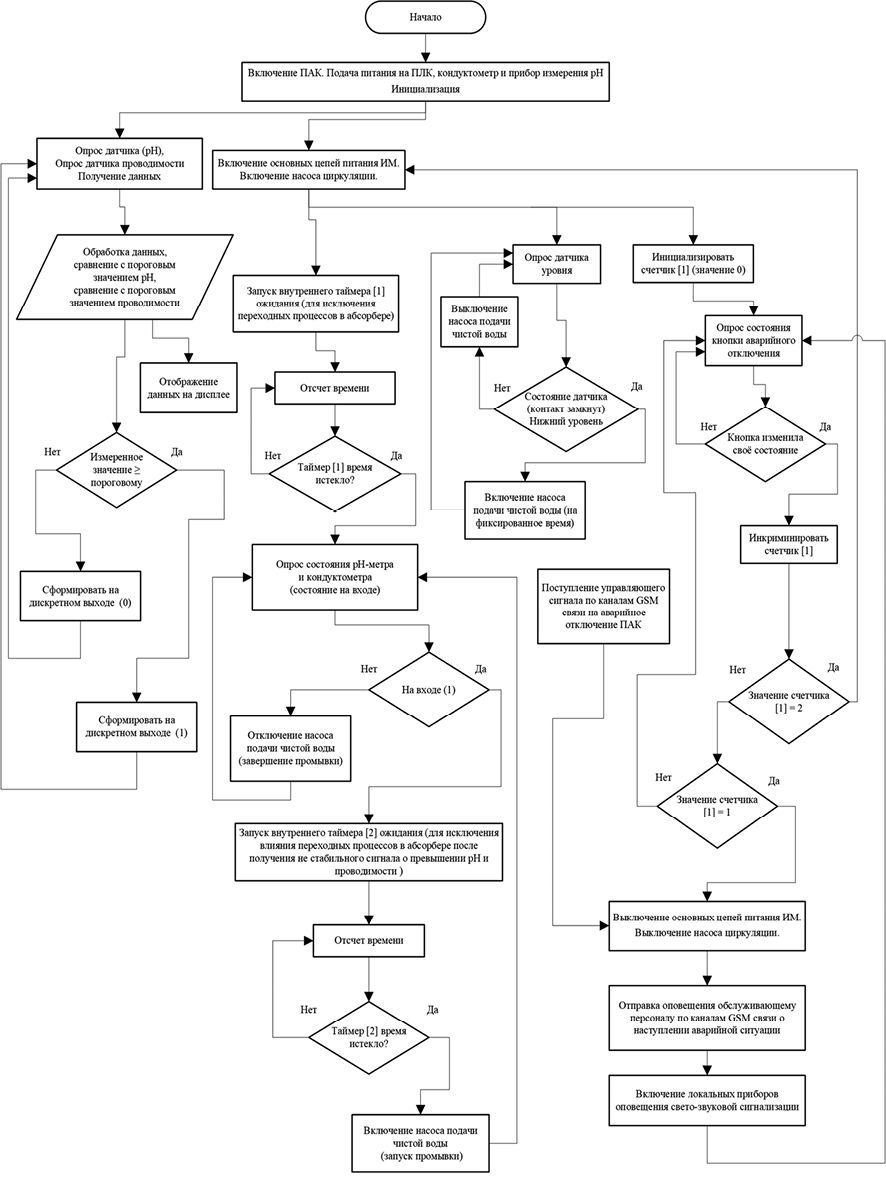
Рис. 2. Алгоритм работы программно-аппаратного комплекса Примечание: составлено авторами по результатам данного исследования
Одновременно с включением насоса запускается внутренний таймер, служащий для активации оповещения об аварийном событии. Другими словами, на процесс регулирования рН и проводимости в баке абсорбера отведено определённое время, по истечении которого система воспринимает это как аварийное состояние, переходит в состояние тревоги и пытается привлечь внимание обслуживающего персонала путём включения реле сигнальных устройств, дозвона оператору по номеру телефона и отправкой SMS-сообщений.
Причём этот процесс обратимый (система «сомневается»), и при нормализации значения рН и проводимости в баке абсорбера реле оповещения отключается, дозвон прекращается, все таймеры сбрасываются, реле насоса выключается и устройство вновь переходит в режим ожидания.
Одновременно с оповещением (состояние «Тревога») запускается внутренний таймер, отвечающий за переход устройства в режим «Авария», по истечении которого (система «не сомневается») происходит аварийное отключение всей установки очистки. Включается реле системы оповещения, активируется дозвон оператору по номеру телефона с отправкой SMS-сообщений. К списку дозвона можно подключить руководителей и ответственных лиц, так как аварийное отключение установки очистки воздуха может сопровождаться рядом негативных ситуаций, для компетентного принятия решения которых действий одного оператора недостаточно.
Выход из режима «Авария» возможен вручную, командой с кнопки с ограниченным доступом (кнопка с ключевой блокировкой), после чего АТ-200 программно переинициализируется, и алгоритм работы восстановится сначала.
Процесс работы насоса подачи жидкости отключается командой рН-метра и проходит по времени в соответствии с настройками таймера без опасности переполнения бака, так как сброс абсорбирующей жидкости осуществляется переливом.
По факту стабилизации уровня рН и проводимости абсорбирующего раствора (уровень входа рН-метра высокий, реле насоса подачи жидкости отключено) происходит включение реле насоса откачки абсорбирующего раствора с целью нормализации рабочего уровня в баке абсорбера. Работа насоса прекращается по сигналу датчика уровня, на заданное время, чтобы исключить опустошение бака абсорбера в случае поломки или некорректной работы датчика уровня. Контроль осуществляется по нижнему уровню.
Регулирование уровня рН и проводимости абсорбирующего раствора реализовано двумя способами. Во-первых, это подача в бак абсорбера чистого абсорбирующего вещества (воды) и подача концентрированных реагентов из внешнего хранилища (бака, ёмкости) включением клапана подачи реагента в бак абсорбера. При этом алгоритм работы АТ-200 остаётся неизменным. Во-вторых, переключение исполнительных механизмов (насос, клапан) осуществляется переключением питающей цепи питания устройств механическим переключателем, размещенным на панели управления оператора.
Возможность применения концентрированных реагентов позволит сократить расходы на утилизацию отработанного, химически опасного абсорбирующего вещества и носит исключительно экономический фактор.
Функция оперативного и избирательного оповещения обслуживающего персонала в составе задач программно-аппаратного комплекса была решена следующим образом.
Для оповещения и информирования обслуживающего персонала выбрано решение по применению компактных, встроенных GSM/GPRS-модулей с возможностью адресного дозвона и SMS-информирования.
В случае, когда помещение оператора расположено недалеко от места установки прибора, для простоты и удобства оповещения можно применять оповещатели различных конструкций, подключенных по проводной схеме. Функция голосового (речевого) уведомления также актуальна, особенно в схемах с множественным подключением оборудования, это позволит конкретизировать место для привлечения обслуживающего персонала. В этом случае допускается использование активных речевых оповещателей с возможностью записи собственного речевого сообщения типа С-МД, имеющих возможность записи пользовательских сообщений через встроенный микрофон длительностью до 30 сек. Также допускается параллельная установка световых оповещателей любой удобной конструкции, предусматривающей установку в соответствии с классом пожароопасности помещения.
Сигнализатор АТ-200 представляет собой устройство, обладающее гибкой конфигурацией. Порядок работы сигнализатора АТ-200 при различных режимах определяется при его программировании. Сигнализатор АТ-200 принимает команды от пользователя, сигналы с входных контактов, внутренние сигналы и, в зависимости от запрограммированного алгоритма работы, выполняет определенный порядок действий.
В памяти сигнализатора АТ-200 формируется телефонная книга. Абоненты, включенные в нее, имеют доступ для взаимодействия с сигнализатором АТ-200. Попытки абонентов, не включенных в телефонную книгу, установить соединение с сигнализатором АТ-200 будут проигнорированы. Из номеров, включенных в телефонную книгу, можно сформировать список дозвона, по которому сигнализатор АТ-200 будет совершать циклическое оповещение (в режиме голосового соединения), информируя абонентов о наступлении какого-либо события. Оповещение по списку дозвона рекомендуется использовать в случае наступления тревоги или других экстренных событий. Время, в течение которого сигнализатор АТ-200 будет пытаться установить соединение с абонентами из списка дозвона, составляет 10 минут. Если по истечении 10 минут сигнализатор АТ-200 не получит от абонента сигнал подтверждения, то он прекратит попытку установить соединение с абонентом.
Сигнализатор АТ-200 оснащен четырьмя цифровыми входами, тремя цифро-аналоговыми входами, шестью выходами (четыре на 0,5 А и два на 1 А), отдельным выходом для светового индикатора и двумя входами для подключения питания 12 В. Сигнализатор обладает гибкой конфигурацией, что позволяет пользователю запрограммировать его под свои требования. Программирование выполняется с помощью комплекта программного обеспечения.
В процессе программирования определяются:
1) список команд пользователя для управления исполнительными устройствами;
2) список событий, под событием понимается:
- появление (отсутствие) одного из внешних сигналов: сигналы с датчиков, электропитание;
- изменение внутренних установок (срабатывание внутреннего таймера);
3) источники инициирования события;
4) набор действий, выполняемых при появлении события, передача сигналов исполнительным устройствам (включение звуковой, световой сигнализации);
5) список абонентов, к которым должен обращаться сигнализатор АТ-200 в случае тревоги.
Одно событие может быть инициировано разными источниками. Таким образом, выполняется гибкая настройка логики работы сигнализатора АТ-200.
Заключение
В рамках проведённого исследования разработан программно-аппаратный комплекс (ПАК) для автоматизированного управления и контроля пенного очистного абсорбера. В основу функционирования комплекса положен анализ ключевых технологических параметров: уровня pH, проводимости абсорбирующего раствора и уровня жидкости в баке.
Управление исполнительными механизмами (насосами подачи и отбора жидкости, клапаном подачи реагентов) осуществляется на основе алгоритмов ПЛК АТ-200, что обеспечивает непрерывную корректировку химического состава и поддержание стабильного режима работы. Система реализует многоуровневую логику реагирования: при превышении допустимого времени работы механизмов алгоритм переводит систему в режимы «Тревога» и «Авария» с последующим автоматическим отключением и адресным оповещением персонала (SMS, голосовые вызовы).
Результатом работы является готовый к внедрению программно-аппаратный комплекс, который обеспечивает оперативный контроль, предупреждение аварийных ситуаций и минимизацию экологических рисков. Практическая значимость решения заключается в возможности его применения на предприятиях нефтегазохимического и смежных комплексов для повышения промышленной безопасности и эффективности очистки газовых выбросов.
Конфликт интересов
Финансирование
Библиографическая ссылка
Голодков Ю. Э., Голодкова А. В., Китаев А. В. ПРОГРАММНО-АППАРАТНЫЙ КОМПЛЕКС АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ И КОНТРОЛЯ ПРОИЗВОДСТВЕННОЙ И ЭКОЛОГИЧЕСКОЙ БЕЗОПАСНОСТИ ПЕННОГО АБСОРБЕРА // Современные наукоемкие технологии. 2026. № 6. С. 67-74;URL: https://top-technologies.ru/ru/article/view?id=40818 (дата обращения: 03.07.2026).
DOI: https://doi.org/10.17513/snt.40818