



Введение
Сварные конструкции из низколегированных сталей, таких как 09Г2С, являются основой для машиностроения, где к соединениям предъявляются требования высокой статической и динамической прочности [1, 2]. Традиционной технологией для таких материалов остается дуговая сварка плавящимся электродом в среде активных газов (MAG), в том числе ее автоматизированные и роботизированные варианты [3]. Однако данный метод имеет ограничения, связанные со значительным тепловложением, что приводит к обширным зонам термического влияния (ЗТВ), повышенным остаточным напряжениям и деформациям конструкции [4, 5]. Кроме того, качество и геометрия шва сильно зависят от квалификации оператора и требуют последующей механической обработки шва для обеспечения требуемых параметров [6].
Лазерная сварка, как концентрированный источник энергии с высокой плотностью мощности (10⁶–10⁸ Вт/см²), представляет собой перспективную альтернативу традиционным методам сварки [7–9]. Ее основные преимущества: глубокое проплавление при малой ширине шва, высокая скорость процесса, минимальная ЗТВ и, как следствие, сниженные тепловые деформации [10]. Для ответственных конструкций ключевым является вопрос обеспечения механических свойств сварного соединения, не уступающих свойствам основного металла [11].
Вопрос сравнительной оценки прочности соединений, выполненных лазерной и традиционной дуговой сваркой на толстолистовой стали 09Г2С, остается актуальным, особенно в контексте обоснования перехода на новые технологии в условиях серийного производства [12, 13].
Цель исследования – сравнительное исследование механических свойств и характера разрушения сварных соединений из низколегированной стали 09Г2С толщиной 10 мм, выполненных с использованием двух технологий: высокоэнергетической лазерной сварки и автоматизированной дуговой сварки плавящимся электродом в среде защитного газа (MAG).
Для достижения поставленной цели проведены экспериментальные исследования, включающие изготовление серии лабораторных образцов стыковых и тавровых соединений; определение статической прочности соединений методом испытаний на одноосное растяжение с фиксацией разрушающей нагрузки и анализом локализации разрушения; а также детальный металлографический анализ для установления корреляции между технологией сварки, формируемой макро- и микроструктурой, и итоговыми прочностными характеристиками.
Материалы и методы исследования
Объектом исследования выступали пластины из стали марки 09Г2С толщиной 10 мм. Химический состав и механические свойства материала соответствуют ГОСТ 19281-89. Для испытаний были изготовлены две серии образцов: стыковые соединения и тавровые соединения.
1. Оборудование и параметры сварки
Лазерная сварка выполнялась на роботизированном комплексе с волоконным лазером (IPG Photonics) номинальной мощностью 5 кВт. Скорость сварки поддерживалась в диапазоне 8–15 мм/с. В качестве защитного газа использовалась смесь аргона и углекислого газа [14].
Полуавтоматическая сварка (MAG) выполнялась на роботизированном комплексе с источником LORCH SAPROM S 5 SPEED PULSE. Сварка проводилась проволокой СВ-08Г2С диаметром 1,2 мм, аналогичной по составу основному металлу. Режимы сварки (сила тока 350 А, напряжение 30 В, скорость подачи проволоки 22 мм/с, расход газа 18 л/мин) подбирались в соответствии с требованиями к полному проплавлению.
2. Подготовка образцов для испытаний
Из сваренных пластин методом лазерной резки были изготовлены стандартные плоские образцы для испытаний на растяжение согласно ГОСТ 6996-66 «Сварные соединения. Методы определения механических свойств». Геометрия образцов приведена на рис. 1. Для каждого метода и типа соединения было изготовлено и испытано 10 образцов.
3. Методы испытаний и исследований
Физико-механические испытания на статическое растяжение до разрушения проводились на универсальных разрывных машинах УМ-10 и Р-20. Перед испытаниями для каждого образца с помощью штангенциркуля с точностью 0,01 мм замерялись фактические размеры рабочего сечения. В процессе испытания фиксировалась разрушающая сила (Fp, кН). Предел прочности (σвсш, МПа) рассчитывался по формуле
σвсш = Fp / (в ∙ δ),
где в – ширина образца, мм; δ – толщина образца, мм.
Визуально определялось место разрушения: по основному металлу (ОМ) или по сварному шву (СШ).
Металлографические исследования проводились на инвертированном металлографическом микроскопе Leica LM. Изучались макро- и микроструктура шва, зоны термического влияния и основного металла. Оценка качества сварных соединений проводилась по ГОСТ Р ИСО 5817-2009. Для лазерной сварки данный стандарт использован по аналогии, так как специализированный нормативный документ для лучевых методов в рамках данной работы не использовался.
Результаты исследования и их обсуждение
1. Результаты физико-механических испытаний
Результаты испытаний стыковых соединений представлены в табл. 1. Данные демонстрируют существенное различие в поведении образцов, сваренных разными методами.
а) 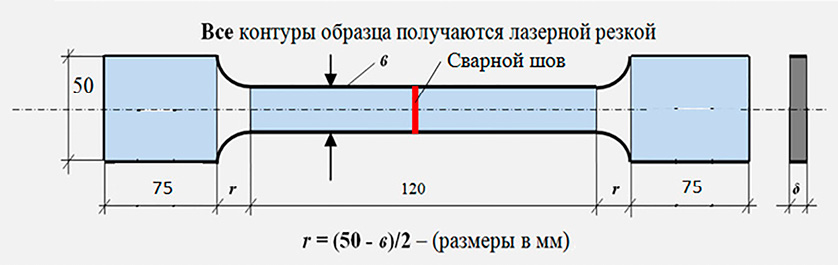
б) 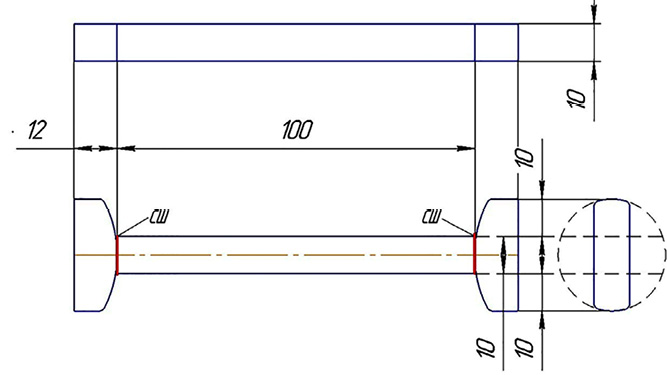
Рис. 1. Форма и размеры образцов для физико-механических испытаний: а – стыковое соединение; б – тавровое соединение (в – ширина рабочей части образца, δ – толщина) Примечание: составлена авторами на основе источника [12]
Таблица 1
Результаты физико-механических испытаний стыковых сварных соединений
|
№ п/п |
Вид сварки |
Предел прочности, σвсш (МПа) |
Место разрушения |
|
1–10 |
Лазерная сварка |
453,5–567,5 |
ОМ |
|
Среднее |
Лазерная сварка |
531,5 |
ОМ |
|
11–20 |
Полуавтоматическая |
334,7–555,8 |
ОМ (3 шт.) СШ (7 шт.) |
|
Среднее |
Полуавтоматическая |
460,6 |
СШ (70 %) |
Примечание: составлена авторами на основе полученных данных в ходе исследования.
Анализ данных, приведенных в табл. 1, показывает, что все образцы, изготовленные методом лазерной сварки, разрушились в основном металле, вне зоны сварного шва и ЗТВ. Среднее значение прочности этих образцов (531,5 МПа) соответствует уровню прочности основного металла стали 09Г2С (σв ≥ 490 МПа).
В случае полуавтоматической сварки (рис. 2, а, б) только 3 из 10 образцов разрушились по основному металлу, при этом один показал прочность на уровне 556 МПа. Остальные 7 образцов разрушились по сварному шву при значительно более низких значениях напряжения (от 335 до 503 МПа). Разброс значений предела прочности при MAG-сварке (от 334,7 до 555,8 МПа) более чем в 2 раза превышает разброс при лазерной сварке (от 453 до 567 МПа), что дополнительно подтверждает нестабильность дугового процесса и его чувствительность к условиям формирования шва.
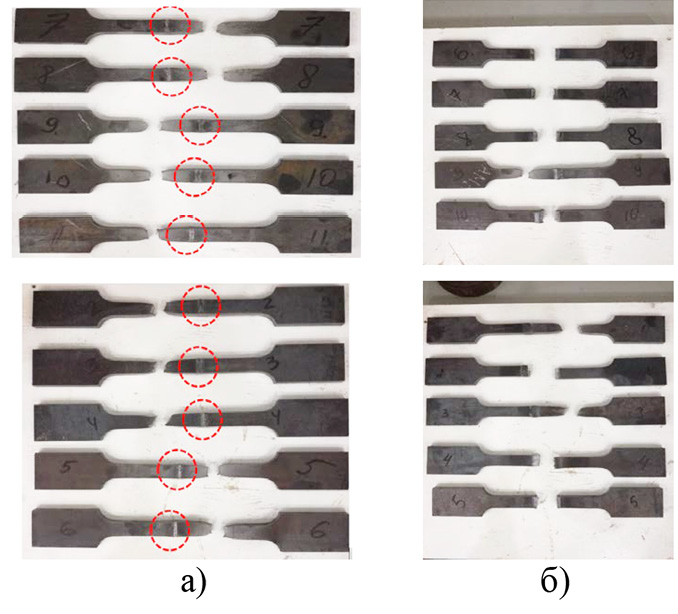
Рис. 2. Внешний вид образцов стыковых соединений после испытаний на растяжение: а – лазерная сварка (разрыв по ОМ); б – полуавтоматическая сварка (разрыв по СШ) Примечание: составлена авторами по результатам данного исследования
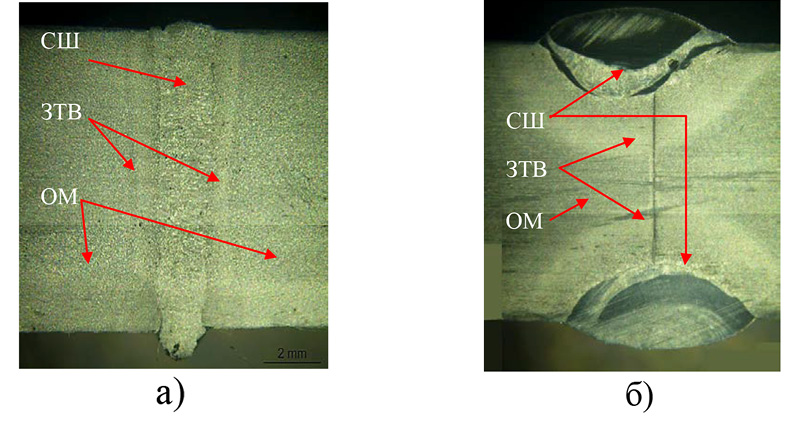
Рис. 3. Макрошлифы поперечных сечений сварных соединений: а – лазерная сварка – сквозной провар, узкий «кинжальный» шов (ширина ~2 мм); б – полуавтоматическая сварка – частичный провар (~4–5 мм), широкий шов (~6 мм) и обширная ЗТВ. СШ – сварной шов; ЗТВ – зона термического влияния; ОМ – основной металл Примечание: составлен авторами по результатам данного исследования
Аналогичная тенденция наблюдается для тавровых соединений (табл. 2). Лазерная сварка обеспечила стабильно высокую прочность (550–584 МПа) с разрушением по основному металлу. Полуавтоматическая сварка показала широкий разброс значений (295–547 МПа), только 1 из 4 образцов разрушился по основному металлу.
Таблица 2
Сводные результаты испытаний для тавровых соединений
|
Вид сварки |
Средний предел прочности, МПа |
Преобладающее место разрушения |
|
Лазерная сварка |
572 |
ОМ |
|
Полуавтоматическая |
436 |
СШ |
Примечание: составлена авторами на основе полученных данных в ходе исследования
2. Обсуждение результатов. Металлографический анализ
Выявленное превосходство лазерной сварки в прочности имеет прямую корреляцию с формируемой структурой соединения. Результаты металлографического анализа представлены на рис. 3, а, б.
Лазерная сварка обеспечила сквозное проплавление на всю толщину 10 мм за один проход. Шов имеет характерную «кинжальную» форму с шириной около 2 мм. Зона термического влияния (ЗТВ) минимальна и не превышает 1–2 мм (рис. 3, а). Микроструктура шва представлена мелким дендритным ферритно-перлитным зерном, что является оптимальным для прочности и ударной вязкости [15]. Отсутствие видимых дефектов (пор, трещин, непроваров) позволило классифицировать данные соединения по высшей категории качества «В» по ГОСТ Р ИСО 5817-2009.
При полуавтоматической сварке (рис. 3, б) наблюдается частичное проплавление (4–5 мм от поверхности) с формированием корневого и лицевого валиков. Общая ширина шва с ЗТВ достигает 10–15 мм. Широкая ЗТВ является следствием большего объема внесенного тепла. В микроструктуре ЗТВ наблюдаются участки с грубым зерном, что может служить локальным концентратором напряжений. В шве присутствуют единичные мелкие поры. Согласно классификации соединение соответствует категории «С».
Выводы
Таким образом, высокая прочность лазерных соединений напрямую обусловлена комплексом благоприятных структурных факторов. Обеспеченное технологией полное проплавление исключает наличие такого концентратора напряжений, как непровар. Минимальная ширина зоны термического влияния существенно сокращает объем металла с измененными и, как правило, ухудшенными механическими свойствами. Формирование благоприятной мелкозернистой структуры в самом шве является следствием высокой скорости охлаждения, характерной для концентрированного лазерного воздействия. Данные структурные преимущества были подтверждены в ходе практической апробации технологии.
1. Проведенный сравнительный анализ сварных соединений из стали 09Г2С, выполненных с помощью волоконного лазера, по показателю статической прочности соединений, полученными роботизированной полуавтоматической MAG-сваркой. Средний предел прочности лазерных стыковых соединений составил 531,5 МПа против 460,6 МПа у MAG-сварки.
2. Установлен принципиально различный характер разрушения: 10 из 10 образцов лазерной сварки разрушились по основному металлу, что свидетельствует о прочности сварного шва, превышающей прочность основного металла. Для MAG-сварки 7 образцов разрушились по сварному шву и 3 образца – по основному металлу, что указывает на меньшую прочность сварного соединения и нестабильность прочности шва.
3. Металлографический анализ выявил прямую связь между механическими свойствами и структурой: лазерная сварка формирует соединение с полным проплавлением, узкой ЗТВ (1–2 мм) и мелкозернистой структурой, отвечающее высшей категории качества «В» по ГОСТ Р ИСО 5817-2009.
4. Полученные результаты позволяют рекомендовать лазерную сварку в качестве эффективной альтернативы традиционным дуговым методам для серийного производства ответственных сварных конструкций из низколегированной стали 09Г2С толщиной до 10 мм.
Конфликт интересов
Финансирование
Библиографическая ссылка
Белов Д.С., Валгин М.Д. СРАВНИТЕЛЬНЫЙ АНАЛИЗ МЕХАНИЧЕСКИХ СВОЙСТВ СВАРНЫХ СОЕДИНЕНИЙ ИЗ СТАЛИ 09Г2С // Современные наукоемкие технологии. 2026. № 3. С. 8-13;URL: https://top-technologies.ru/ru/article/view?id=40699 (дата обращения: 03.07.2026).
DOI: https://doi.org/10.17513/snt.40699