



Введение
Работоспособность и безотказность любой машины зависят от надежности ее отдельных частей, узлов и механизмов. На протяжении всего жизненного цикла машины, а особенно при проведении технического обслуживания и ремонта, необходимо уделять особое внимание наиболее нагруженным узлам и агрегатам. Как известно, износ контактирующих поверхностей – это основная причина, приводящая к отказам. В результате износа нарушается герметичность уплотнений, которая может привести к попаданию абразива, утечкам смазывающих жидкостей, появлению критических люфтов, зазоров. Таким образом, поиск и оптимизация способов снижения износа поверхностей трения являются актуальной задачей в современном машиностроении.
Валы – это одна из самых распространенных деталей, применяющихся в различных механизмах [1, 2, 3]. Их основное назначение заключается в передаче крутящего момента и восприятии действующих сил со стороны расположенных на нем деталей и опор. В зависимости от назначения детали данного класса могут иметь шейки, отверстия, резьбу, шлицы, зубья, кулачки, фланцы и другие всевозможные конструктивные элементы. Наиболее часто применяемые материалы для изготовления валов – это среднеуглеродистые стали марок 20, 30, 40, 45, 50, легированные стали марок 15Х, 20Х, 40Х, 18Х2Н4А, 40ХН2МА и иные, высокопрочные модифицированные чугуны, титановые сплавы ВТЗ-1, ВТ-6, ВТ-9 [4, с. 216].
Известно, что при нормальных условиях эксплуатации основной дефект валов, приводящий к отказам, – это износ, в результате которого изменяются зазор в сопряжении «вал – подшипник скольжения», «вал – манжета уплотнения» или характер соединения шеек вала с кольцом подшипника качения, шестернями и другими деталями, установленными на валу [5].
По мере роста износа увеличиваются зазоры в соединениях, нарастает интенсивность вибраций, увеличиваются биение и иное, в результате чего снижается долговечность не только самого вала, но и сопрягающихся с ним подшипников, шестерен и т.д.
Ввиду того что валы работают при различных видах трения и нагрузках, создание износостойких поверхностей различных сопряжений с валом является перспективной научно-технической задачей, которую решают с использованием различных методов обработки, основанных на создании структурного состояния обрабатываемых поверхностей, при котором количество дефектов поверхностей было бы минимальным.
В результате исследования наиболее нагруженных валов строительных машин были выявлены подверженные износу места – это посадочные места подшипников, сопряжения валов и сальников, износ опорных поверхностей валов [2; 3; 4, с. 215].
В машиностроении существует большое количество различных способов повышения износостойкости трущихся поверхностей. Наиболее перспективным методом повышения износостойкости является применение комбинированных технологий поверхностно-упрочняющих воздействий на основе механической и физико-технической обработки. Достоинствами предложенного метода комбинированной физико-технической обработки являются его относительно невысокая стоимость, достаточная простота проведения операции по упрочнению, а также скорость получения поверхностей трения, устойчивых к истиранию.
Наиболее бездефектная структура может быть получена абсолютно разным путем при воздействиях на обрабатываемую поверхность, чаще всего применяется поверхностная ТВЧ закалка, лазерная, магнитная обработка и другие ее виды [6, с. 24; 7; 8]. При этом повышения показателей триботехнических характеристик обычно добиваются повышением твердости поверхностей трения. Одновременно с этим отмечается, что резкое увеличение твердости ведет к снижению пластичности и вязкости поверхностного слоя, что негативно влияет на трещиностойкость и другие механические характеристики валов [9]. В связи с этим возникает необходимость тщательного контроля микротвердости поверхности до и после упрочняющих обработок.
После проведения большинства видов поверхностно-упрочняющей обработки применяются различные способы окончательной обработки, но не всегда удается достичь оптимального качества поверхностного слоя обрабатываемых материалов [10].
Путями решения данной проблемы являются дополнительные способы обработки наиболее нагруженных поверхностей трения, к числу которых относится поверхностно-пластическое деформирование (ППД) с применением энергии переменного магнитного поля (ПМП). При использовании данного способа обработки происходят пластическое деформирование поверхностного слоя и одновременное воздействие магнитным полем на всю металлическую заготовку – как в поверхностном слое, так и на всю обрабатываемую деталь в целом. Такое комбинированное воздействие положительно влияет на напряженно-деформированное состояние, происходит локальный разогрев обрабатываемой поверхности в местах, где есть дефекты кристаллической решетки или отличающиеся включения. Под воздействием магнитного поля все дефекты либо исправляются, либо выталкиваются, а дробь создает необходимый рельеф. Такая комбинированная обработка конструкционных сталей повышает такие показатели, как стойкость, прочность, пластичность, благодаря чему отмечается повышение износостойкости и механических свойств обрабатываемого металла за счет формирования упрочненного поверхностного слоя, в котором создаются напряжения сжатия [11, 12, 13].
Однако комбинированные воздействия на основе магнитного поля в зависимости от частоты колебаний, напряженности и других характеристик магнитного поля показывают как положительные изменения обрабатываемого материала (такие как повышение пластичности, статической прочности, изменение магнитных характеристик), так и отрицательные (такие как повышение скорости коррозии обрабатываемых заготовок, разупрочнение поверхностного слоя конструкционных сталей при определенных сочетаниях воздействий и т.д.). Именно поэтому такие методы воздействия нуждаются в подборе технологических режимов воздействий на конструкционные стали для последующего получения прогнозируемых результатов.
Цель работы: разработка методики проведения комбинированной поверхностно-упрочняющей обработки на основе переменного магнитного поля для обеспечения заданных триботехнических характеристик и повышения износостойкости.
Материалы и методы исследования
Для изучения влияния ПМП и совместного ППД авторами работы был выполнен ряд экспериментов по подбору оптимальных режимов поверхностно-упрочняющей обработки комбинированным воздействием на конструкционные стали, в частности стали марки 45 с чистотой обработки поверхности (шероховатостью) Ra=0,63 мкм как основного материала, применяющегося для производства валов различного назначения.
Обработка заготовок производилась на аппарате магнитного действия ЛИА со следующими характеристиками (табл.).
Характеристики магнитной установки
|
Параметр |
Показатель |
|
Максимальный диаметр обрабатываемой заготовки, мм |
60 |
|
Магнитная индукция, Т |
0,15 |
|
Напряжение, В |
380 |
|
Частота, ГЦ |
50 |
|
Мощность установки, кВт |
1,5 |
|
Напряженность магнитного поля в рабочей зоне, А/М |
6,4х104 |
Примечание: составлена авторами на основе технической документации установки.
Для выбора оптимального режима воздействия поверхностно-упрочняющей обработки проводились ряды опытов по обработке заготовок с различным сочетанием факторов. За основу исследования принималась концепция последовательного эксперимента [14; 15, с. 131]. Данный способ позволяет с наименьшими затратами последовательно найти область факторного пространства, в котором находятся максимальные значения искомой функции, в которой уже более точно проводится полнофакторный эксперимент. Суть принятой концепции заключалась в проведении случайных серий опытов в заданной области и последующем движении в сторону получения максимальных значений, до достижения экстремума искомой функции отклика при условии адекватности выбранных факторов.
После проведения поверхностно-упрочняющей обработки с выбранными варьируемыми факторами (диаметр дроби, заполнение камеры и время обработки) оценка степени ее влияния на износостойкость и твердость проводилась при помощи следующего лабораторного оборудования:
− микротвердомер ПМТ-3 (приобретен кафедрой ТСП ИАиС ВолгГТУ по программе «Приоритет 2030»);
− микроскоп металлографический ЛОМО МЕТАМ ЛВ-41 (приобретен кафедрами ТСП и СМиСТ ИАиС ВолгГТУ по программе «Приоритет 2030»);
− машина трения СМТ-1;
− весы лабораторные AND DL-300.
Последовательность изучения обработанных образцов выглядела следующим образом.
1. Для начала проводилось измерение микротвердости обработанных образцов по методу Виккерса при помощи микротвердомера ПМТ-3. Авторами для обеспечения минимизации погрешности измерений в процессе получения значений микротвердости обработанных поверхностей была принята следующая методика замера пирамидальных отпечатков: на приборе ПМТ-3 осуществлялось нагружение индентора на поверхность образцов. Затем измерение диагонали отпечатка производилось на металлографическом микроскопе ЛОМО МЕТАМ ЛВ-41, так как данный микроскоп имеет большое количество объективов с различным приближением, а также оснащен видеокамерой и современным программным обеспечением, при помощи которого возможно провести более точное измерение, а также получить фотографии отпечатков индентора и микрорельефа обрабатываемых поверхностей. Микротвердость НV измерялась для деталей из стали 45 до поверхностно-упрочняющей обработки и после (рис. 1).
2. После измерения микротвердости для оценки эффективности применяемой технологической схемы обработки в данных исследованиях регистрировалось изменение массы обработанных и необработанных образцов. Испытание на истирание экспериментальных образцов проводилось на машине трения СМТ-1 по схеме диск(вал)/колодка. Колодка выполнялась из стали ШХ15.
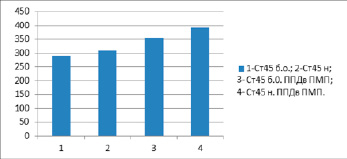
Рис. 1. Изменение микротвердости стали 45 без обработки и нормализованной до и после обработки ППД в ПМП Источник: составлен авторами на основе полученных экспериментальных данных
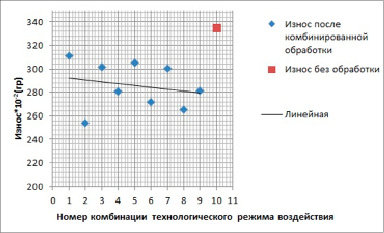
Рис. 2. График зависимости весового износа от технологических режимов комбинированной обработки Источник: составлен авторами на основе полученных экспериментальных данных
По полученным значениям весового износа (рис. 2) был сделан вывод, что оптимальным режимом комбинированной обработки являлся вариант № 2 (диаметр стальной дроби – 2 мм, время обработки – 1,5 минуты, заполнение камеры – 10% от свободного объема). Взвешивание образцов проводилось на лабораторных весах AND DL-300 (точность взвешивания – 0,001 г, класс точности – II (ГОСТ 24104-01)).
Результаты исследования и их обсуждение
По полученным данным износа и микротвердости для одних и тех же образцов авторами была установлена следующая зависимость весового износа и микротвердости (рис. 2, 3). Как видно на диаграмме, рост микротвердости не всегда приводит к однозначному снижению весового износа, и при определенных сочетаниях факторов, например шероховатости, пластичности или других триботехнических характеристик, возможны такие сочетания, при которых эта зависимость может прослеживаться не прямолинейно, а в некоторых случаях может и вовсе может приводить к охрупчиванию поверхности, особенно на этапах притирания поверхностей.
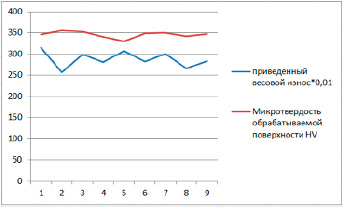
Рис. 3. Зависимости весового износа и микротвердости стали 45 после ППД в ПМП Источник: составлен авторами на основе полученных экспериментальных данных
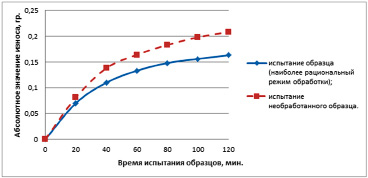
Рис. 4. Изменение массы образцов из стали 45 во время истирания на машине СМТ-1 Источник: составлен авторами на основе полученных экспериментальных данных
Также в результате обработки полученных экспериментальных данных были построены зависимости показателей абсолютного износа от времени истирания в машине СМТ-1 для обработанных и необработанных образцов. Полученные зависимости отражают разницу износостойкости образцов до и после обработки и свидетельствуют о том, что даже на начальной стадии износа, когда происходит притирание поверхностей трения, все обработанные образцы показывают меньшие значения износа, нежели образцы без обработки (рис. 4). Эта разница увеличивается вместе со временем истирания и на стадии нормальной работы составляет в среднем для всех образцов примерно 20%.
Следовательно, при выбранном режиме поверхностно-упрочняющего воздействия происходит уменьшение скорости изнашивания, коэффициента трения обрабатываемых образцов и времени их приработки.
Выводы
Основываясь на полученных данных, можно сделать вывод о перспективности применения выбранной комбинированной магнитной обработки относительно стали 45. Полученные данные свидетельствуют о том, что показатели весового износа сократились на 20%, что при невысоких затратах на данный вид воздействия позволит удешевить производство деталей машин и механизмов с высокими эксплуатационными характеристиками. Однако существует необходимость дальнейшего изучения воздействия ППД в ПМП, в том числе и на другие конструкционные стали, для обеспечения прогнозируемого результата получения износостойких покрытий валов в наиболее нагруженных местах. При этом замечено, что после комбинированной упрочняющей обработки в условиях абразивного и усталостного износа предлагаемый способ получения износостойкого покрытия для данной стали благодаря получению более бездефектных поверхностей в некоторых сочетаниях варьируемых факторов позволяет добиваться роста износостойкости покрытий при росте микротвердости.
Библиографическая ссылка
Бурлаченко О.В., Фоменко Н.А., Ляшенко А.А., Рисунов А.Р. ИССЛЕДОВАНИЕ ИЗНОСОСТОЙКОСТИ И МИКРОТВЕРДОСТИ ВАЛОВ В ЗАВИСИМОСТИ ОТ ТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ ОБРАБОТКИ НА ОСНОВЕ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ // Современные наукоемкие технологии. 2025. № 3. С. 14-19;URL: https://top-technologies.ru/ru/article/view?id=40318 (дата обращения: 08.08.2026).
DOI: https://doi.org/10.17513/snt.40318