



Управление качеством продукции и процессов представляет собой сложный процесс, от эффективности организации которого зависит уровень производственного брака, стабильность показателей качества продукции по партиям и в конечном итоге масштаб потерь производства от брака [1–3]. Организация контроля управления качеством и несоответствующей продукцией требует адекватного информационного сопровождения, предусматривающего мониторинг процессов производства, формирование базы данных, анализ параметров, интерпретацию полученных результатов с последующим принятием решений.
Системная работа по исключению несоответствующей продукции, несомненно, в первую очередь должна включать анализ причин возникновения брака, их классификацию с определением наиболее весомых факторов, провоцирующих основную массу несоответствий за исследуемый период [4, 5]. Вместе с тем не менее важной является организация работы по использованию образующейся на производстве несоответствующей продукции. Именно данному аспекту организации контроля управления качеством и несоответствующей продукцией посвящено настоящее исследование.
Цель статьи заключается в разработке и апробации методики оценки организационной модели управления потоками несоответствующей продукции в производстве резинометаллических изделий. Реализация поставленной цели предполагает решение следующих задач:
– разработка и представление расчетной части методики оценки организационной модели управления потоками несоответствующей продукции в производственной системе;
– исследование модели организации потоков бракованной продукции в производстве резинометаллических изделий на основании предложенной методики;
– формирование направлений совершенствования организации потоков брака на предприятии резинометаллических изделий с учетом выявленных характерных особенностей и динамики образования несоответствующей продукции.
Материалы и методы исследования
Для исследования моделей управления потоками несоответствующей продукции в производстве резинометаллических изделий использована авторская методика, предполагавшая четыре основных этапа вычислительных процедур:
1) формирование базы исходных показателей на основе данных государственной статистики об образовании несоответствующей продукции (брак, отходы выбраковки) и ее повторного использования в производстве или реализации сторонним организациям;
2) разработка коэффициентов для определения характера моделей управления потоками несоответствующей продукции в производстве резинометаллических изделий;
3) определение типовых групп классификации коэффициентов управления несоответствующей продукцией на примере производства резинометаллических изделий;
4) определение условий отнесения коэффициентов к группам типовых моделей управления потоками несоответствующей продукции.
База исходных данных государственной статистики включает 12 показателей (рис. 1).
База данных может включать статические или динамические ряды данных в зависимости от цели наблюдения, например, оценка параметров качества продукции относительно контрольных значений (статические данные) или оценка эффективности реорганизации системы контроля качества на производстве (динамические данные) [6]. Для оценки эффективности управления качеством и несоответствующей продукцией предложено шесть оценочных коэффициентов, направленных на исследование всех аспектов управления, от уровня образования брака до использования несоответствующей продукции в собственном или стороннем производстве. Шкала классификации коэффициентов управления несоответствующей продукцией основана на оценке экспертов служб технического контроля производства резинометаллических изделий. В зависимости от диапазона значений коэффициентам присваивается код группы и соответствующая характеристика организации системы управления потоками несоответствующей продукции.
Оценка модели управления несоответствующей продукцией на различных стадиях жизненного цикла производства для того или иного периода наблюдения определяется на основании условий отнесения коэффициентов К2, К3, К4, К5 к типовой группе: приоритет на рециклинг брака для повторного применения, приоритет на сжигание или пиролиз бракованной продукции, приоритет на реализацию продукции с браком другим предприятиям для различных целей, приоритет на размещение бракованной продукции на эксплуатируемых объектах.
Методика предусматривает возможность совмещать и сравнивать несколько периодов наблюдения по уровню эффективности управления качеством. На основании классификации коэффициентов возможно определение уровня организации системы управления качеством, что можно реализовать в автоматизированном режиме.
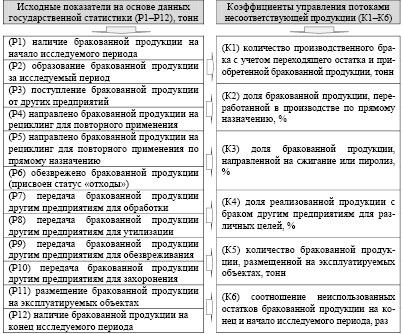
Рис. 1. Структура расчетной части методики исследования моделей управления потоками несоответствующей продукции в производственной системе (предложена авторами)
Результаты исследования и их обсуждение
Производственный брак может быть образован как в процессе собственного производства, так и при наличии коммерческого интереса у производителя, приобретен у сторонних предприятий для различных целей [7, 8]. Полезное использование бракованной продукции заключается в ее рециклинге или переработке по прямому назначению, а также сжигании или пиролизе для выработки тепловой энергии [9, 10]. При отсутствии технологий и производственных мощностей для использования брака в собственном производстве, продукция может быть реализована другим предприятиям для различных целей или захоронена на эксплуатируемых объектах.
В табл. 1 представлены исходные показатели для оценки модели управления потоками несоответствующей продукции по резинометаллическому производству на основе данных государственной статистики в динамике за три года.
Для анализа показателей рассчитаны коэффициенты управления потоками несоответствующей продукции (табл. 2). В динамике за 2019–2021 гг. коэффициенты определяют следующие тенденции в управлении браком резинометаллических изделий:
− увеличение производственного брака с учетом переходящего остатка и приобретенной бракованной продукции в 1,25 раза;
− снижение рециклинга бракованной продукции по прямому назначению на 20 %;
− рост доли бракованной продукции, направленной на сжигание или пиролиз, в 1,8 раза;
− снижение доли реализованной продукции с браком другим предприятиям для различных целей на 8,4 %;
− снижение количества бракованной продукции, размещенной на эксплуатируемых объектах, на 25,8 %;
− уменьшение неиспользованных остатков бракованной продукции на конец исследуемого периода по сравнению с началом исследуемого периода (К6 < 1,0).
Таблица 1
Исходные показатели для оценки управления потоками брака резинометаллических изделий на предприятии в 2019–2021 гг. [11]
|
Наименование показателя |
2019 |
2020 |
2021 |
|
тонн |
|||
|
(Р1) наличие брака резинометаллических изделий на начало исследуемого периода |
7,75 |
7,03 |
16,9 |
|
(Р2) образование брака резинометаллических изделий за исследуемый период |
82,02 |
90,43 |
87,4 |
|
(Р3) поступление брака резинометаллических изделий от других предприятий |
54,8 |
99,12 |
76,25 |
|
(Р4) направлено брака резинометаллических изделий на рециклинг для повторного применения |
42,39 |
74,89 |
46,7 |
|
(Р5) направлено брака резинометаллических изделий на рециклинг для повторного применения по прямому назначению |
32,52 |
66,88 |
40,16 |
|
(Р6) обезврежено брака резинометаллических изделий (присвоен статус «отходы») |
9,95 |
6,53 |
22,21 |
|
(Р7) передача брака резинометаллических изделий другим предприятиям для обработки |
10,24 |
11,62 |
0,01 |
|
(Р8) передача брака резинометаллических изделий другим предприятиям для утилизации |
51,19 |
57,31 |
68,8 |
|
(Р9) передача брака резинометаллических изделий другим предприятиям для обезвреживания |
9,6 |
17,65 |
16,21 |
|
(Р10) передача брака резинометаллических изделий другим предприятиям для захоронения |
6,78 |
8,91 |
4,03 |
|
(Р11) размещение брака резинометаллических изделий на эксплуатируемых объектах |
7,39 |
7,09 |
6,84 |
|
(Р12) наличие брака резинометаллических изделий на конец исследуемого периода |
14,42 |
12,58 |
15,76 |
Таблица 2
Коэффициенты управления потоками брака резинометаллических изделий на предприятии в 2019–2021 гг. (рассчитано авторами)
|
Наименование коэффициента |
2019 |
2020 |
2021 |
Темп роста (снижения) 2021/2019, % |
|
(К1) количество производственного брака с учетом переходящего остатка и приобретенной бракованной продукции, тонн |
144,56 |
196,57 |
180,55 |
124,9 (негативные изменения) |
|
(К2) доля бракованной продукции, переработанной в производстве по прямому назначению, % |
3,46 |
2,54 |
2,77 |
80,1 (негативные изменения) |
|
(К3) доля бракованной продукции, направленной на сжигание или пиролиз, % |
6,88 |
3,32 |
12,30 |
178,8 (негативные изменения) |
|
(К4) доля реализованной продукции с браком другим предприятиям для различных целей, % |
53,82 |
48,57 |
49,32 |
91,6 (позитивные изменения) |
|
(К5) количество бракованной продукции, размещенной на эксплуатируемых объектах, тонн |
5,11 |
3,61 |
3,79 |
74,2 (позитивные изменения) |
|
(К6) соотношение неиспользованных остатков бракованной продукции на конец и начало исследуемого периода, раз |
1,86 |
1,79 |
0,93 |
50,0 (позитивные изменения) |
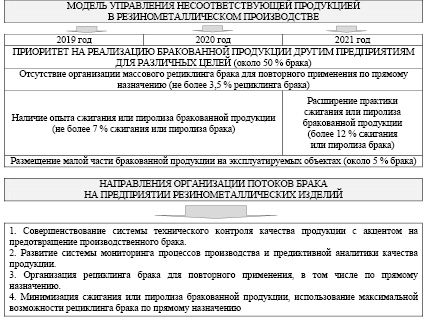
Рис. 2. Модель управления несоответствующей продукцией в резинометаллическом производстве и направления организации потоков брака (разработана авторами)
Несомненно, негативные тенденции наблюдаются относительно объема образованного брака, рециклинга несоответствующей продукции по прямому назначению, использованию бракованной продукции для получения тепловых ресурсов. Вместе с тем можно отметить и положительную динамику снижения объема реализованной бракованной продукции сторонним предприятиям, снижения объемов захороненного брака и уменьшение остатков несоответствий в течение года.
Модели управления несоответствующей продукцией в резинометаллическом производстве во всех исследуемых периодах имеют абсолютный приоритет на реализацию бракованной продукции другим предприятиям для различных целей (около 50 % всей бракованной продукции). При этом в 2021 г., в отличие от предыдущих периодов, наблюдается расширение практики сжигания или пиролиза бракованной продукции (более 12 % сжигания или пиролиза брака) (рис. 2).
В качестве направлений организации потоков брака на предприятии резинометаллических изделий предложено в первую очередь совершенствование системы технического контроля качества продукции с акцентом на предотвращение несоответствий. Для организации контроля качества важным является развитие системы мониторинга процессов производства и предиктивной аналитики. Оптимальным способом управления несоответствующей продукцией является организация рециклинга брака для повторного применения, преимущественно по прямому назначению. При этом объем сжигания или пиролиза бракованной продукции должен быть максимально сокращен.
Заключение
Исследование моделей управления потоками несоответствующей продукции в производстве резинометаллических изделий позволило получить следующие научно-практические результаты:
1. Предложена методика исследования организационных моделей управления потоками несоответствующей продукции в производстве резинометаллических изделий, предполагающая классификацию объектов наблюдения по количеству брака, уровню переработанной несоответствующей продукции в производстве по прямому назначению, а также для выработки тепловых ресурсов и прочих целей.
2. Произведена апробация методики на примере трех периодов деятельности резинометаллического производства. Рассчитанные коэффициенты управления потоками брака резинометаллических изделий позволили определить организационную модель управления несоответствующей продукцией, выявить особенности управления качеством в производственной системе в 2019–2021 гг., обозначить направление тенденций.
3. Выработаны направления совершенствования организации потоков брака на предприятии резинометаллических изделий, предусматривающие непосредственно модернизацию системы технического контроля качества продукции с акцентом на предотвращение несоответствий, развитие системы мониторинга процессов производства и предиктивной аналитики, организацию процесса рециклинга брака для повторной переработки. Практическая значимость результатов исследования заключается в применении методики для организации процессов технического контроля в производственных системах, управления качеством продукции и процессов на всех этапах жизненного цикла.
Исследование выполнено в рамках гранта Президента РФ по государственной поддержке ведущих научных школ РФ № НШ-1886.2022.2.
Библиографическая ссылка
Малышева Т.В., Саинчук А.В., Барсегян Н.В. ИССЛЕДОВАНИЕ МОДЕЛЕЙ УПРАВЛЕНИЯ ПОТОКАМИ НЕСООТВЕТСТВУЮЩЕЙ ПРОДУКЦИИ В ПРОИЗВОДСТВЕ РЕЗИНОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ // Современные наукоемкие технологии. 2022. № 9. С. 66-71;URL: https://top-technologies.ru/ru/article/view?id=39310 (дата обращения: 12.07.2026).
DOI: https://doi.org/10.17513/snt.39310