



Современная системная инженерия химических производств сталкивается с возрастающими требованиями и одновременно возможностями для более эффективных стратегий моделирования и оптимизации как статических, так и динамических режимов технологических процессов. Эти проблемы и усилия, направленные на их решение, непосредственно связаны с задачами оптимального проектирования, управления и исследования химико-технологических процессов и производств с целью рационального использования энергетических и сырьевых ресурсов, обеспечения безопасности и охраны окружающей среды и устойчивого развития [1–3].
В данной работе для колонны К-50 решается задача двухкритериальной оптимизации с критериями оптимальности: энергетические затраты на процесс, оцениваемые расходом парового потока, и отбор кубового продукта с концентрацией в нём бензола не выше заданной. Для колонны К-70 решается задача двухкритериальной оптимизации с критериями оптимальности: энергетические затраты на процесс, оцениваемые расходом парового потока, и отбор дистиллята с концентрацией теряемого изопропилбензола с кубовым продуктом не выше заданной.
Для получения компромиссного решения для каждой из ректификационных колонн в качестве начального значения парового потока принималось минимальное значение, вычисленное из условия провала жидкости на нижележащую тарелку. Нарушение этого условия приводит к протеканию большого количества жидкой фазы, не вступившей в контакт с паровой фазой, что в значительной степени снижает эффективность работы тарелок. Минимальные значения паровых потоков колонн, приемлемые для поиска компромиссных решений, вычислены по методике [3–6]. При базовых значениях расхода и состава питания в головную колонну они составляют соответственно: для колонны К-50 – 51975 кг/ч и для колонны К-70 – 19531 кг/ч.
Материалы и методы исследования
Объектом исследования является двухколонная ректификационная установка, состоящая из колонн К-50 и К-70 (рисунок). В колонне К-50 с дистиллятом отгоняются пропан, гексан и бензол, а в колонне К-70 с кубовым продуктом отгоняются полиалкилбензол и смолы. На рисунке представлена принципиальная технологическая схема установки.
В колонну К-1, состоящую из 66 теоретических тарелок, питающая смесь с расходом 58400 кг/ч подаётся на 36 тарелку. Давление в верху колонны составляет 149 Кпа, а в низу колонны – 214 Кпа. Состав питания показан в табл. 1.
В качестве полиалкилбензола принят 1,4-диизопропилбензол, а в качестве смол – додецилбензол.
Кубовый продукт колонны К-1 направляется на 47 тарелку колонны К-2, имеющей 60 тарелок. Давление в верху колонны составляет 26 кПа, а в низу колонны – 45 кПа.
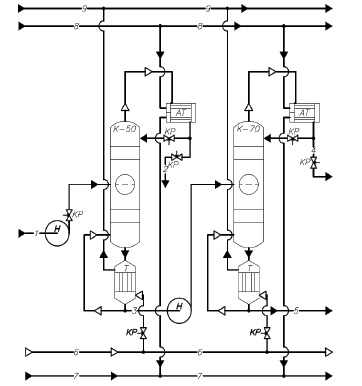
Технологическая схема установки: 1 – исходная смесь, 2 – бензольная фракция, 3 – тяжелая фракция, 4 – кумольная фракция, 5 – смолы, 6 – греющий пар, 7 – охлаждающая вода, 8 – охлаждающая вода, 9 – конденсированный пар
Таблица 1
Состав питания колонны К-50
|
Компонент |
Пропан |
Гексан |
Бензол |
Этил-бензол |
Изопропил-бензол (ИПБ) |
Бутилбензол |
Полиалкилбензол |
Смолы |
|
Концентрация компонента, мас. % |
0,24 |
0,13 |
51,1 |
0,3 |
33,77 |
0,24 |
13,52 |
0,72 |
Решается задача получения компромиссного решения по максимизации отбора продуктов, содержащих целевой продукт (изопропилбензол), и минимизации энергетических затрат, оцениваемых величинами паровых потоков в колоннах. Для получения компромиссного решения использован метод многокритериальной оптимизации [4]. Сущность используемого метода состоит в том, что при заданных условиях ведения технологического процесса отыскиваются значения оценок выбранных критериев оптимальности в виде степеней достижения цели ui для каждого из критериев
 (1)
(1)
где fi – текущее значение частного критерия оптимальности, Fi max – максимальное значение частного критерия оптимальности, Fi min – минимальное значение частного критерия оптимальности.
Выбирается начальная точка поиска, соответствующая минимальной степени достижения цели одного ui из всех частных критериев uj в заданном диапазоне варьирования переменных. Далее выполняется движение в направлении повышения степени достижения цели выбранного критерия. Поиск заканчивается при выполнении условия
ε = |ui – uj| → min. J = 1,2,… J ≠ i (2)
Выбор метода решения задачи (2) зависит от числа степеней свободы и характера влияния варьируемых переменных на функцию (2).
В данной работе для колонны К-50 выполнена двухкритериальная оптимизация с критериями оптимальности: энергетические затраты на процесс, оцениваемые расходом парового потока, и отбор кубового продукта с концентрацией в нём бензола не выше заданной. Для колонны К-70 решается задача двухкритериальной оптимизации с критериями оптимальности: энергетические затраты на процесс, оцениваемые расходом парового потока, и отбор дистиллята с концентрацией теряемого изопропилбензола с кубовым продуктом не выше заданной. Учитывая наличие только двух критериев оптимальности на каждом этапе решения задачи, условие (2) переходит в равенство
f(u1, u2) = u1 – u2 = 0 (3)
Моделирование статических режимов рассматриваемой технологической установки выполнено с использованием программного продукта UNISIM [5, 6] в 5 % диапазоне с шагом 1 % относительно базовых значений расхода и состава питания в головную колонну К-50. Варьирование состава питания выполнялось путём варьирования условно бинарной смеси. В лёгкую фракцию включены: пропан, гексан, бензол и изопропилбензол. Тяжелую фракцию составляли: бутилбензол, полиалкилбензол и смолы.
Доли индивидуальных компонентов при варьировании условно бинарной смеси питания вычислялись:
для легколетучих компонентов:
сi = zл × ciл, (4)
для труднолетучих компонентов:
сj = (1 – zл) × cjT , (5)
где zл – доля лёгкой фракции в питании, ciл – доля i-го легколетучего компонента в питании для базового режима;сi – доля i-го легколетучего компонента в питании до варьирования состава питания; cjT – доля j-го труднолетучего компонента в питании для базового режима;сj – доля j-го труднолетучего компонента в питании до варьирования состава питания.
При моделировании статических режимов колонн К-50 и К-70 были использованы следующие спецификации, обеспечивающие минимальные потери целевого продукта (изопропилбензола): для К-50 – расход парового потока и содержание изопропилбензола в дистилляте, равное 0,00001 мас. дол. а для К-70 – расход парового потока и содержание изопропилбензола в кубовом продукте, равное 0,00001 мас. дол.
Результаты исследования и их обсуждение
В результате моделирования статических режимов колонн установлено, что при заданных концентрациях теряемого изопропилбензола расходы продуктовых потоков, несущих целевой компонент, возрастают при увеличении парового потока в колоннах.
В связи с этим поиск компромиссного решения сводится к выполнению условия (3) для каждой из колонн. Учитывая нелинейность функций (3) от паровых потоков соответствующих колонн, решение задачи сводится к отысканию корня нелинейного уравнения. В данной работе применён метод сканирования [4]. На основании отмеченного свойства статических режимов колонн начало поиска компромиссного решения нужно выполнять с минимальных значений степеней достижения целей по отбору продуктовых потоков из колонн, соответствующих минимальным паровым потокам в колоннах.
Для базового статического режима колонн найдены контрольные тарелки, обладающие наибольшей чувствительностью к возмущающим и управляющим воздействиям. Получены 17 и 14 тарелки соответственно для колонны К-50 и для колонны К-70. Выборка из результатов многокритериальной оптимизации в виде 12 компромиссных решений из 5 % диапазона изменения расхода и состава питания в колонну К-50 от базовых значений приведена в табл. 2.
Из анализа полученных результатов следует, что при изменении расхода питания в колонну К-50 в сторону увеличения наблюдается увеличение на 0,09 степени достижения экстремума по расходу кубового продукта из колонны К-50 и степени достижения экстремума по паровому потоку этой колонны. При увеличении содержания лёгкой фазы в питании колонны К-50 наблюдается уменьшение степеней достижения указанных выше экстремумов на 0,1. Увеличение расхода питания в колонну К-50 вызывает увеличение степени достижения экстремумов по паровому потоку и по отбору дистиллята из колонны К-70 на 0,11. Увеличение содержания лёгкой фазы в питании колонны К-50 вызывает снижение степеней достижения указанных выше экстремумов для колонны К-70 на 0,06. При этом для базовых значений расхода и состава питания в колонну К-50 степени достижения экстремумов для колонн К-50 и К-70 составили 0,278 и 0,842 соответственно. Этот результат свидетельствует о большем запасе по диапазону возможного варьирования управляющих воздействий колонны К-50 по сравнению с колонной К-70 при изменении условий компромиссного режима функционирования этих колонн.
Таблица 2
Результаты расчета компромиссных режимов колонн К-50 и К-70
|
Питание колонны К-50 |
Колонна |
Параметры компромиссных решений |
|||||||
|
Расход питания в колонну К-50, кг/ч |
Доля легкой фракции в питании колонны К-50 |
Расход дистиллята, кг/ч |
Расход греющего пара, кг/ч |
Расход кубового продукта, кг/ч |
Температура на контрольной тарелке, °С |
Степень достижения экстремума по расходу парового потока |
Степень достижения экстремума по расходу кубового продукта |
Степень достижения экстремума по расходу дистиллята |
|
|
55480 |
0,514 |
К-50 |
28548 |
67097 |
26932 |
137,52 |
0,232 |
0,231 |
– |
|
58400 |
0,514 |
30064 |
66534 |
28336 |
140,12 |
0,279 |
0,278 |
– |
|
|
61320 |
0,514 |
31694 |
66005 |
29626 |
142,46 |
0,319 |
0,320 |
– |
|
|
58400 |
0,489 |
28598 |
65940 |
29802 |
142,86 |
0,326 |
0,327 |
– |
|
|
58400 |
0,514 |
30064, |
66534 |
28336 |
140,12 |
0,279 |
0,278 |
– |
|
|
58400 |
0,539 |
31528 |
67175 |
26872 |
137,44 |
0,226 |
0,227 |
– |
|
|
55480 |
0,514 |
К-70 |
18912 |
24455 |
8020 |
160,76 |
0,801 |
– |
0,802 |
|
58400 |
0,514 |
19923 |
22732 |
8413 |
162,27 |
0,842 |
– |
0,842 |
|
|
61320 |
0,514 |
20949 |
22232 |
8677 |
163,02 |
0,866 |
– |
0,867 |
|
|
58400 |
0,489 |
21161 |
22251 |
8640 |
162,87 |
0,866 |
– |
0,865 |
|
|
58400 |
0,514 |
19923 |
22732 |
8413 |
162,23 |
0,842 |
– |
0,842 |
|
|
58400 |
0,539 |
18868 |
23625 |
8003 |
161,21 |
0,799 |
– |
0,800 |
|
На основании приведённых в табл. 2 материалов предлагается следующая структура системы управления: регулировать расход дистиллятов из колонн К-50 и К-70 по заданиям, сформированным компенсаторами в зависимости от расхода и состава питания в колонну К-50; регулировать температуры на контрольных тарелках колонн К-50 и К-70 изменением расхода греющего пара в кубы колонн в зависимости от расхода и состава питания в колонну К-50 через соответствующие компенсаторы; регулировать уровень во флегмовых ёмкостях колонн изменением расхода флегмы, регулировать уровень в кубах колонн изменением расхода кубовых продуктов.
Заключение
Для двух последовательно соединённых ректификационных колонн выбран метод многокритериальной оптимизации по энергосбережению и по увеличению отбора продуктовых потоков, несущих целевой компонент. Разработан алгоритм реализации метода многокритериальной оптимизации для двух последовательно соединённых колонн в системе выделения изопропилбензола. Выполнен расчёт и анализ компромиссных решений по энергосбережению уменьшением паровых потоков колонн и повышению расхода из колонн потоков, несущих целевой продукт – изопропилбензол. На основе анализа компромиссных режимов предложена структура системы управления двумя последовательно соединёнными ректификационными колоннами в системе выделения изопропилбензола
Библиографическая ссылка
Кривошеев В.П., Дмитриев Д.А., Ефимов И.М. МНОГОКРИТЕРИАЛЬНАЯ ОПТИМИЗАЦИЯ ПОСЛЕДОВАТЕЛЬНО СОЕДИНЁННЫХ РЕКТИФИКАЦИОННЫХ КОЛОНН // Современные наукоемкие технологии. 2022. № 7. С. 45-49;URL: https://top-technologies.ru/ru/article/view?id=39231 (дата обращения: 15.07.2026).
DOI: https://doi.org/10.17513/snt.39231