



Большинство научных работ, связанных с научными исследованиями в области металлургической промышленности, направлены на улучшение технологии производства металла и металлопродукции [1–3]. Например, в прокатном производстве большое количество работ посвящено ресурсосберегающими технологиями, к которым относятся технология раскроя, снижение брака, уменьшение отходов, качество торцов проката и др. [4, 5]. Безусловно, решаемые вопросы являются необходимыми научными направлениями для развития металлургии в целом, однако не менее актуальным в современных условиях является направление создания механизмов и машин нового поколения, способных адаптироваться к изменяющимся динамическим нагрузкам, температурным деформациям, уменьшающим зависимость от точности изготовления, обработки деталей и монтажа машин. Решение этой сложной проблемы в настоящее время основано в основном на комплексном подходе, включая изучение физических процессов [6], подборе оптимальных конструкторских параметров, увеличении степени точности изготовления деталей, применение демпфирующих устройств и т.п.
Несомненно, такой подход способствует улучшению работы шарнирных механизмов, но не исключает наличие избыточных связей, которые возникают в результате имеющегося дефицита подвижности в них, так как для соединения звеньев (деталей) применяются только одноподвижные соединения (вращательные или поступательные). Такие ученые, как В.В. Добровольский, Н.И. Колчин, И.И. Артоболевский, Л.Н. Решетов с 1936 по 1972 г. указывали на то, что шарнирные механизмы, относящиеся к механизмам третьего семейства, содержат в структурах избыточные связи.
К настоящему времени ни у кого из исследователей, занимающихся вопросами изучения структур механизмов, не вызывает сомнения присутствие избыточных связей в механизмах, относящихся к первому, второму или третьему классу по классификации И.И. Артоболевского. Понимая важность вопроса по исключению этих связей, задача по созданию метода, позволяющего создавать механизмы без избыточных связей без увеличения числа звеньев в структуре механизма, оказалась не такой простой.
Единственный предложенный в 1972 г. профессором Л.Н. Решетовым метод создания рациональных механизмов не нашел широкого применения в первую очередь из-за того, что он требует использования серьезных инженерных навыков в использовании, так как метод основан на составлении структурных таблиц, при заполнении которых необходимо правильно оценивать движение не только каждого звена, но и определять возможную подвижность в каждой кинематической паре, относительно выбранной системы координат, в которой работает механизм. Кроме того, проведенный анализ показал, что многие приемы и рекомендации метода недостаточно четко разъяснены. Следовательно, разработка универсального метода, позволяющего создавать рациональные, безызбыточные по связям (самоустанавливающиеся) механизмы или исключать избыточные связи в используемых шарнирно-рычажных механизмах, остается актуальной и современной задачей.
В металлургической промышленности для резки проката широко используются ножницы различных конструкций. Основными технологическими параметрами, требующими определения, являются полезная работа и мощность резания в периоды вмятия и резания ножей. Аналитического метода решения задачи по определению этих параметров до настоящего времени не существует. Расчет проводится на основании полученных экспериментальных коэффициентов вмятия и надреза. Учитывая, что подобные машины относятся к шарнирно-рычажным механизмам, которые по классификации И.И. Артоболевского являются механическими системами третьего семейства (плоскими), содержащими избыточные связи, то задача определения технологических параметров становится еще более проблематичной. С научной точки зрения современного анализа работы таких механизмов необходимо также учитывать и мощность на преодоление вредных сил сопротивления, в связи с присутствием избыточных связей. Поэтому на практике для приводов механизмов применяют электродвигатели с мощностью на 20–30 % больше полученной при теоретических расчетах. Устранение избыточных связей в плоских механизмах без увеличения числа звеньев (деталей) является одной из актуальных задач современного машиностроения.
Материалы и методы исследования
Отметим, что по существующей классификации механизмов, предложенной академиком И.И. Артоболевским, механизмы, в которых отсутствуют избыточные связи, относятся к механизмам нулевого семейства (m = 0). В работе показано применение разработанной методики исключения избыточных связей [7] на примере кинематической схемы кривошипно-рычажных летучих ножниц, который основан на адресной замене шарниров кинематическими парами более высоких классов. Для многозвенных механизмов он содержит пять последовательных этапов решения. На первом этапе определяются общие структурные решения для рассматриваемой кинематической схемы механизма внутри нулевого семейства. На втором этапе механизм декомпозируется на основные контуры и дополняющие их фрагменты. На третьем – по установленным зависимостям находятся решения в каждом выделенном контуре и фрагменте; на четвертом, на базе найденных решений на третьем этапе, определяются комплексные решения, которые сравниваются с решениями первого этапа. На пятом этапе на основании составленной системы уравнений, включающей решения механизма нулевого семейства, основных контуров и фрагментов, адресно определяется расположение всех кинематических пар в структуре механизма. Отметим, что чем сложнее механизм, тем более вдумчиво необходимо подходить к вопросу декомпозиции механизма на контуры и фрагменты, учитывая, что избыточные связи должны отсутствовать как в механизме целом, так и в каждом из его контуров. Число контуров определяется формулой Х.И. Гохмана r = p – n, где р – число кинематических пар (соединений), n – число подвижных звеньев (деталей).
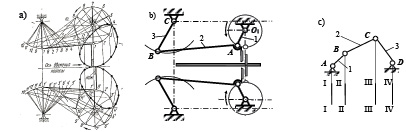
Рис. 1. Схема перемещения ножей летучих ножниц (а), структурная схема кривошипно-рычажных ножниц (b), кинематическая схема четырехзвенного шарнирного механизма (с)
Широкое применение кривошипно-рычажных летучих ножниц в металлургии обусловлено тем, что ножи при работе механизма двигаются по сложной эллипсовидной траектории (рис. 1, а), а на участке резания эта траектория практически совпадает с горизонтальным движением листа или полосы, обеспечивая более ровную и вертикальную плоскость среза.
Кинематическая схема летучих ножниц (рис. 1, b) создана на основе четырехзвенного шарнирного рычажного механизма (рис. 1, с), звенья в котором соединены шарнирами, т.е. кинематическими парами пятого класса р5, дозволяющими только одно вращательное движение. По классификации И.И. Артоболевского такие механизмы относятся к механизмам третьего семейства (m = 3) и в них неизбежно присутствуют избыточные связи.
Наличие избыточности связей в структурах простых механизмов, которые входят в состав сложной машины, требует использования дополнительной энергии на преодоление вредных сил сопротивления, а в многозвенных механических системах избыточные связи приводят к тому, что энергетические затраты становятся соизмеримыми с затратами на полезное сопротивление, определяющее функциональное назначение машины.
Покажем возникновение избыточных связей на примере четырехзвенного шарнирного механизма. Физическая сущность избыточных связей, как установлено в научной школе ФГБОУ ВО «СибГИУ» «Теория структуры механических систем и практика ее использования при синтезе сложных машин, включая горные и металлургические», заключается прежде всего в определении их понятия, т.е. избыточными связями в механических системах следует называть такие связи, которые возникают в кинематических парах в результате принужденной сборки, когда числа звеньев и кинематических пар не соответствуют самоустанавливающейся системе.
Результаты исследования и их обсуждение
Для того чтобы в шарнирном четырехзвенном механизме отсутствовали избыточные связи, все его звенья должны двигаться в строго параллельных плоскостях. Очевидным требованием в этом случае является обязательная параллельность геометрических осей шарниров А (I – I), В (II – II), С (III – III) и D (IV – IV). Осуществить сборку механизма, выполнив это условие, практически невозможно, так как после изготовления звеньев (деталей) механизма, собрать их так, чтобы оси шарниров были параллельны друг другу, проблематично. Легко обеспечить плоское соединение звеньев 1 и 3 с опорами А и D. Не представляет труда соединить звенья 1 и 2 в шарнир В (рис. 2, а), но гарантировать, что стойка и соединяемые звенья 1 и 2 окажутся в одной плоскости, уже нельзя, а потому соединить звенья 2 и 3 в шарнир С неизбежно составит трудность.
Произвести это соединение можно только с принуждением, но тогда механизм нельзя назвать плоской системой, так как звенья в этом случае будут дополнительно нагружены изгибающими моментами (рис. 2, b и c). Для того чтобы осуществить передачу движения от звена к звену, необходимо преодолеть вредное сопротивление возникающих моментов, что потребует дополнительных энергетических затрат.
В работе [7] получена зависимость, определяющая число избыточных связей в механизмах любого семейства:
q = m ∙ r. (1)
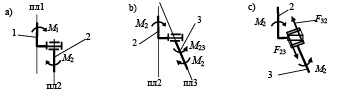
Рис. 2. Плоский шарнир (а), избыточность связи (b, c)
В механизме кривошипно-рычажных ножниц p = 4, n = 3, m = 3 и число избыточных связей по (1) q = 3. Это простой, одноконтурный механизм и исключение избыточных связей можно провести по более простой методике, подробно описанной в [7]. Достаточно рассмотреть систему, в которой первое уравнение описывает механизм как плоский, а второе – как пространственный
 (2)
(2)
где W – подвижность механизма, k – класс кинематических пар (k = 5, 4, 3, 2, 1), n – число звеньев цепи.
Решая систему уравнений (2) при условии, что k = 5, 4, 3, т.е. пары p1 и p2 не используются, в силу сложности их практической реализации, получаем зависимости, определяющие числа кинематических пар третьего и четвертого классов в зависимости от числа возможных пар пятого класса
 (3)
(3)
подставляя в (3) значения W = 1, n = 3, и получим
 (3.1)
(3.1)
Очевидно, что система (3.1) имеет только два варианта целочисленных и положительных решений:
1. p5 = 2, p4 = 1, p3 = 1,
2. p5 = 1, p4 = 3, p3 = 0.
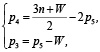
Отметим, что предпочтительным для практики является первый вариант решения (рис. 3, а), так как, во-первых, замене подлежат только два шарнира из четырех, а во-вторых, создать конструкцию кинематических пар третьего и четвертого классов не представляет трудности.
Рис. 3. Структурная схема самоустанавливающегося четырехзвенного механизма с условным изображением кинематических пар (а), конструкция кинематической пары p3 (b), конструкция кинематической пары p4 (с)
Одним из авторов настоящей статьи получен патент на изобретение, в котором предложена конструкция самоустанавливающегося шатуна. Верхняя головка самоустанавливающегося шатуна 1 (рис. 3, b) может быть установлена на месте шарнира В, соединяющего его с рычагами ВС (серьгами), а нижняя головка 9 с кривошипами О1А (рис. 3, с). При движении шатун передает нагрузку, направленную вдоль осей О и С (рис. 3, b и с) стержня 8. Величина допускаемой нагрузки определяется установленными в головках 1 и 9 подшипниками 6 и 13.
Использование трех подшипников качения, вместо обычно одного самоустанавливающегося, позволяет довести нагрузку до 200 103 кгс, применив серийные подшипники, например, серии 92000. Коэффициент полезного действия подшипников качения 6 и 13 в каждой головке шатуна составляет 99 % или на весь шатун η = 0,98.
Заключение
Конструкция предлагаемого шатуна не только существенно увеличивает нагрузочную способность кривошипно-рычажного механизма летучих ножниц в целом, но и позволит создать механизм без избыточных связей. Нижняя головка шатуна, соединенная с кривошипом, в предлагаемой конструкции, имеет две подвижности, т.е. представляет кинематическую пару четвертого класса (р4), а верхняя головка шатуна, которая соединена с серьгами, имеет три возможных движения и относится к паре третьего класса (р3), именно это дает возможность исключить дефицит подвижности и собрать звенья между собой в данном механизме без натягов, значит, исключить возникновение дополнительных изгибающих моментов на звенья.
Для доказательства отсутствия избыточных связей в предлагаемой структуре механизма ножниц, воспользуемся зависимостью, полученной в [7]

 .
.
Разработанная методика позволяет без увеличения числа подвижных звеньев в шарнирно-рычажных механизмах путем адресных замен шарниров на кинематические пары более высоких классов, создавать механизмы безызбыточные по связям.
Библиографическая ссылка
Гудимова Л.Н., Макаров А.В., Баклушина И.С. К ВОПРОСУ О СОЗДАНИИ САМОУСТАНАВЛИВАЮЩИХСЯ МЕХАНИЗМОВ В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСТВЕ // Современные наукоемкие технологии. 2022. № 5-1. С. 83-87;URL: https://top-technologies.ru/ru/article/view?id=39152 (дата обращения: 24.07.2026).
DOI: https://doi.org/10.17513/snt.39152