



Сушка материалов – один из наиболее энергоемких процессов в сельском хозяйстве, промышленности и других отраслях народного хозяйства. При этом целесообразно проводить мониторинг не только качества готовой продукции, но и всего технологического процесса, его технико-экономических индикаторов в целом. Данная цель диктует необходимость разработки и имплементации соответствующей интеллектуальной системы управления (ИСУ), которая позволит повысить эффективность процесса сушки.
При формировании ИСУ необходим учет ключевых характеристик сушильных установок вальце-ленточного типа. К ним можно отнести: значительное энергопотребление; взаимовоздействие камер сушильной установки; потребность в мониторинге параметров технологического процесса с целью их поддержания на заданном уровне [1, 2].
В таких установках в управляющие воздействия включены два вида составляющих компонента – локальные и общие. Первые воздействуют на отдельные камеры сушильной установки, вторые – на всю систему в целом. Выходные параметры, подлежащие обязательному контролю, могут принадлежать разнообразным элементам сушильного оборудования. При этом идентификация их параметров может запаздывать по сравнению с используемыми управляющими воздействиями, следовательно, применяемое в установке управляющее устройство должно синтезировать соответствующие управляющие воздействия, учитывая вероятные флуктуации от заданных режимов функционирования. Это в первую очередь связано с необходимостью достижения базовых индикаторов эффективности работы сушильных установок: заданной производительности сушильного процесса и надлежащего качества выпускаемой продукции.
Постановка задачи управления процессом сушки. Сформулируем задачу управления технологическим процессом сушки. Допустим, имеется объект управления – установка вальце-ленточного типа для сушки пастообразного красного типографского красителя. Конструктивно она разделена на камеры (секции). Число камер у различных сушильных установок в цехе может отличаться. При этом они разработаны таким образом, чтобы специфические участки кинетической кривой процесса сушки отвечали отдельным камерам сушильной установки. В камерах на протяжении всей сушильной установки устанавливаются скребковые и продуктовые пластинчатые транспортеры. Для нагрева и движения сушильного агента (воздуха) в состав секций включены циркуляционные вентиляторы, сбросные шиберы паровые калориферы и воздухозаборные окна. В камерах обеспечивается перекрестный ток. Пастообразный материал, проходя через формовочные вальцы, помещается на ленту продуктового транспортера, который движется вдоль всех камер сушильной установки [1].
Для ускорения процесса сушки в первой секции может быть предусмотрено устройство для перемешивания высушиваемого материала (ворошитель), выведение отработанного воздуха через сбросные задвижки-шиберы обеспечивает вытяжной вентилятор. Согласно кинетическим кривым технологического процесса идентифицируются камеры (лимитирующие секции) n и n+1 с максимальным количеством влаги, которое требуется удалить [1]. Для формализованного описания постановки задачи необходимо определить оператор:
 (1)
(1)
При разнообразных ситуациях функционирования:
 , (2)
, (2)
и в зависимости от численных характеристик возмущающих  и управляющих
и управляющих  воздействий, оператор (1) позволяет идентифицировать вектор выходных переменных
воздействий, оператор (1) позволяет идентифицировать вектор выходных переменных  . В формулах (1) и (2) используются следующие обозначения: U – множество значений управляющих воздействий; X, Y – множества возмущающих воздействий и выходных параметров соответственно; H – множество изменений ситуаций функционирования; L – количество возможных ситуаций; l – номер текущей ситуации. При этом на изменение управляющих воздействий u и значения выходных переменных у устанавливаются следующие ограничения:
. В формулах (1) и (2) используются следующие обозначения: U – множество значений управляющих воздействий; X, Y – множества возмущающих воздействий и выходных параметров соответственно; H – множество изменений ситуаций функционирования; L – количество возможных ситуаций; l – номер текущей ситуации. При этом на изменение управляющих воздействий u и значения выходных переменных у устанавливаются следующие ограничения:
 (3)
(3)
где 
 – допустимые значения yg и ud.
– допустимые значения yg и ud.
Далее целесообразно назначить критерий оптимальности технологического процесса сушки:
 , (4)
, (4)
где ΔPz и ΔQp – количественная характеристика потерь, обусловленных падением производительности процесса и качества конечной продукции соответственно. Задача повышения эффективности управления процессом сушки заключается в идентификации таких  , при которых с учетом (3) минимизируется функционал (4). Выходными параметрами вектора
, при которых с учетом (3) минимизируется функционал (4). Выходными параметрами вектора  выступает влажность материала:
выступает влажность материала:  (во всей сушильной установке) и φi (на выходе всех секций). Во множество Н включаются всевозможные траектории h(·) перемены параметров влажности по всей сушильной установке:
(во всей сушильной установке) и φi (на выходе всех секций). Во множество Н включаются всевозможные траектории h(·) перемены параметров влажности по всей сушильной установке:  В роли элемента управления можно задействовать скорость движения ленты продуктового транспортера.
В роли элемента управления можно задействовать скорость движения ленты продуктового транспортера.
Множество ситуаций функционирования и классы задач управления. Формирование множества возможных ситуаций функционирования при учете характерных особенностей исследуемого технологического процесса выступает ключевой задачей в рамках этапов анализа и синтеза управляющих воздействий. Для идентификации такого множества целесообразен ввод специальных лингвистических переменных применительно к лимитирующим секциям для достижения требуемой влажности готовой продукции.
Введем обозначения для разнообразных значений влажности материала [1]: nnd – в значительной степени меньше приемлемой; nd – меньше приемлемой; d – приемлемая влажность; vd – больше приемлемой; nvd – в значительной степени больше приемлемой.
Также введем обозначения для меры доверия M к достижению надлежащего качества на выходе установки для сушки: n – низкая мера доверия; sr – средняя мера доверия; v – высокая мера доверия. Для описания меры доверия задействованы нечеткие множества, заданные в виде трапециевидных функций принадлежности [3].
Далее для определения состава множества H для каждой лимитирующей секции целесообразно выбрать величины отклонений значений влажности материала от регламентируемых значений. Таким образом можно получить вектор выходных параметров  для n-й и (n+1)-й секций. Множество изменений ситуаций функционирования можно задать в виде морфологической таблицы, где каждый элемент
для n-й и (n+1)-й секций. Множество изменений ситуаций функционирования можно задать в виде морфологической таблицы, где каждый элемент  имеет три составляющих
имеет три составляющих  две из которых,
две из которых,  , принимают одно из пяти возможных значений, а компонента
, принимают одно из пяти возможных значений, а компонента  – одно из трех [1, 4].
– одно из трех [1, 4].
 (5)
(5)
где k – номер конечной секции,  – отклонения
– отклонения  от
от  (
( ).
).
Согласно выражениям (5) множество Н содержит в себе N = 75 возможных режима функционирования. Далее приведем множество ситуации функционирования для заданного временного момента (табл. 1). Строки в таблице характеризуют разнообразные ситуации  в секциях, для контролируемой секции представлена мера доверия к достижению требуемого качества материала по завершению технологического процесса [1].
в секциях, для контролируемой секции представлена мера доверия к достижению требуемого качества материала по завершению технологического процесса [1].
Таблица 1
Множество вероятных ситуаций функционирования
|
h́l(·) ∨ hl(·) |
Состояния |
||
|
|
|
|
|
|
h́1(·) ∨ h1(·) |
|
|
|
|
h́2(·) ∨ h2(·) |
|
|
|
|
h́3(·) ∨ h3(·) |
|
|
|
|
h́4(·) ∨ h4(·) |
|
|
|
|
h́5(·) ∨ h5(·) |
|
|
|
|
... |
... |
... |
... |
|
h́75(·) ∨ h75(·) |
|
|
|





















В случае множества вероятных ситуаций функционирования, которые определяются показателями влажности материала на выходе из двух секций в разные временные отрезки, таблица формируется аналогично. Таким образом, можно выделить пять различных классов задач управления в сушильных установках: индикатор влажности в рассматриваемых секциях принадлежит приемлемому интервалу (класс K1); индикатор влажности в рассматриваемых секциях ниже или намного ниже приемлемого уровня (класс K2); индикатор влажности в n-й секции выходит за надлежащие пределы, а в (n+1)-й – принадлежит приемлемому уровню (класс K3); индикатор влажности в (n+1)-й секции выходит за надлежащие пределы, а в n-й – принадлежит приемлемому уровню (класс K4); индикатор влажности материала в обеих секциях выходит за приемлемый уровень (класс K5). Для формирования управляющих воздействий в момент времени t также требуются данные о мере доверия к необходимой конечной влажности материала, а также о показателях влажности в рассматриваемых секциях φn, φn+1. Меру доверия можно рассчитать, используя метод Демпстера – Шафера:
 = АлгДШ(φn, φn+1, э), (6)
= АлгДШ(φn, φn+1, э), (6)
где  – значения компонент вектора управления; э – числовые оценки экспертных знаний [1].
– значения компонент вектора управления; э – числовые оценки экспертных знаний [1].
Алгоритм синтеза управляющих воздействий. Формирование поэтапной процедуры синтеза управляющих воздействий предполагает идентификацию выходных и входных термов лингвистических переменных, а также их функций принадлежности, задаваемых отдельными кусочно-линейными функциями.
Входным терм-множеством лингвистических переменных выступает пара множеств Фn и Фn+1 – влажность пастообразного красного типографского красителя на выходе n-й и (n+1)-й секции соответственно, причем Фn, Фn+1 = {nnd,nd,d,vd,nvd} и получены на базе основании знаний экспертов и/или экспериментов;  – меры доверия получения заданной влажности пастообразного красного типографского красителя на выходе сушильной установки, полученные с учетом мнений экспертов методом Демпстера – Шафера (табл. 2, 3).
– меры доверия получения заданной влажности пастообразного красного типографского красителя на выходе сушильной установки, полученные с учетом мнений экспертов методом Демпстера – Шафера (табл. 2, 3).
На выходе из сушильной установки влажность материала зависит от скорости движения ленты продуктового пластинчатого транспортера. Следовательно, выходной переменной может выступать необходимое значение изменения скорости движения ленты продуктового транспортера Usl [1]. В табл. 4 представлены функции принадлежности термов выходной лингвистической переменной  . В состав множества Usl входят следующие значения [1]: spov – насколько необходимо значительно увеличить скорость движения ленты продуктового транспортера; pov – насколько требуется повысить скорость движения ленты транспортера; o – изменений скорости движения ленты продуктового транспортера не требуется; pon – насколько требуется снизить скорость движения ленты транспортера; spon – насколько необходимо значительно понизить скорость ленты транспортера.
. В состав множества Usl входят следующие значения [1]: spov – насколько необходимо значительно увеличить скорость движения ленты продуктового транспортера; pov – насколько требуется повысить скорость движения ленты транспортера; o – изменений скорости движения ленты продуктового транспортера не требуется; pon – насколько требуется снизить скорость движения ленты транспортера; spon – насколько необходимо значительно понизить скорость ленты транспортера.
Таблица 2
Функции принадлежности термов Фn и Фn+1
|
№ |
Условные обозначения термов |
Функция принадлежности Фn |
Функция принадлежности Фn+1 |
|
1 |
nnd |
1/0+1/17,5+0/22,5 |
1/0+1/5+0/7 |
|
2 |
nd |
0/17,5+1/22,5+1/27,5+0/32,5 |
0/5+1/7+1/9+0/11 |
|
3 |
d |
0/27,5+1/32,5+1/37,5+0/42,5 |
0/9+1/11+1/13+0/15 |
|
4 |
vd |
0/37,5+1/42,5+1/47,5+0/52,5 |
0/13+1/15+1/17+0/19 |
|
5 |
nvd |
0/47,5+1/52,5+1/100 |
0/17+1/19+1/100 |
Таблица 3
Функции принадлежности термов 
|
№ |
Условные обозначения термов переменной |
Функция принадлежности |
|
1 |
n |
1/0+1/0,575+0/0,675 |
|
2 |
sr |
0/0,575+1/0,675+1/0,725+0/0,825 |
|
3 |
v |
0/0,725+1/0,825+1/1 |

Таблица 4
Функции принадлежности термов лингвистической переменной Usl
|
№ |
Условные обозначения термов переменной Usl |
Функция принадлежности |
|
1 |
spon |
1/-0,3+1/-0,2+0/-0,17 |
|
2 |
pon |
0/-0,2+1/-0,17+1/-0,07+0/-0,04 |
|
3 |
o |
0/-0,07+1/-0,04+1/0,04+0/0,07 |
|
4 |
pov |
0/0,04+1/0,07+1/0,17+0/0,2 |
|
5 |
spov |
0/0,17+1/0,2+1/0,3 |
Алгоритмы управления содержат систему продукционных правил, которые формируются исходя из множества H, лингвистических переменных и класса задачи управления. При этом при синтезе управляющих воздействий происходит идентификация подмножества вероятных ситуаций функционирования на базе ранее полученных данных, а также определенного сценария управления.
При этом в зависимости от значений элементов множеств H возникает необходимость в решении следующих задач [1]:
1. Множество H принадлежит классу K1. Управляющие воздействия неизменны, режим работы сохраняется.
2. Множество H принадлежит классу К2. Возникает необходимость в решении задачи повышения производительности при ограничении на качество конечного материала.
3. Элемент множества H принадлежит классу К3. Возникает необходимость в решении задачи управления для n-й секции.
4. Элемент множества H принадлежит классу К4. Возникает необходимость в решении задачи управления для (n+1)-й секции.
5. Если элемент множества H принадлежит классу K5, решаются задачи управления режимами одновременно для двух камер.
При решении задачи управления, формализованно описанной выражениями (1)–(5), целесообразно провести следующие процедуры [5]:
1. Введение нечеткости для объясняющих лингвистических переменных.
2. Получение нечетких заключений (нечетких выводов) о надлежащем управлении объектом на основе нечетких условий или предпосылок с использованием продукционных правил, зависящих от класса задачи управления.
3. Формирование из нечетких множеств для термов выходной лингвистической переменной унифицированного нечеткого множества (аккумуляция).
4. Преобразование нечеткого множества выходной лингвистической переменной в численные значения изменения скорости движения ленты пластинчатого продуктового транспортера. Данное преобразование можно осуществлять тремя методами: центра тяжести, медианы и первого максимума. Таким образом определяется множество значений управляющих воздействий  .
.
5. Формирование интервала допустимого изменения управляющих воздействий  . Далее для данного интервала ищется оптимальное значение
. Далее для данного интервала ищется оптимальное значение  , при котором производится минимизация потерь от падения производительности сушильной установки и качества готовой продукции:
, при котором производится минимизация потерь от падения производительности сушильной установки и качества готовой продукции:
 .(7)
.(7)
Результаты исследования и их обсуждение
Приведем пример идентификации скорости движения ленты продуктового пластинчатого транспортера сушильной установки. Допустим скорость  = 3,5 м/ч. В данном случае влажность пастообразного красного типографского красителя (согласно экспертному мнению) будет равна φn = 43 % в n-й секции, что можно считать удовлетворительным результатом, а влажность в (n+1)-й камере будет равна φn+1 = 23 %, что является плохим результатом сушки [1]. Мера доверия достижению требуемой влажности на выходе сушильной установки, рассчитанная согласно модели (6), равна 0,123. Таким образом изложенная выше задача принадлежит к классу задач K5. Продукционные правила модели примут следующий вид [1]:
= 3,5 м/ч. В данном случае влажность пастообразного красного типографского красителя (согласно экспертному мнению) будет равна φn = 43 % в n-й секции, что можно считать удовлетворительным результатом, а влажность в (n+1)-й камере будет равна φn+1 = 23 %, что является плохим результатом сушки [1]. Мера доверия достижению требуемой влажности на выходе сушильной установки, рассчитанная согласно модели (6), равна 0,123. Таким образом изложенная выше задача принадлежит к классу задач K5. Продукционные правила модели примут следующий вид [1]:
Если Фn = vd и Фn+1 = nvd и  = М, тогда Usl = spon → (0,9).
= М, тогда Usl = spon → (0,9).
Если Фn = d и Фn+1 = nvd и  = М, тогда Usl = spon → (0,1).
= М, тогда Usl = spon → (0,1).
Согласно выражению (7)  = -0,24 – значение, на которое требуется поменять скорость движения ленты продуктового транспортера. Таким образом, новая скорость движения составит
= -0,24 – значение, на которое требуется поменять скорость движения ленты продуктового транспортера. Таким образом, новая скорость движения составит  = 3,26 м/ч.
= 3,26 м/ч.
В результате снижения скорости движения пастообразный красный типографский краситель приобретет новые значения влажности в соответствующих секциях:  =37 % и
=37 % и  = 12%. Данные значения, согласно экспертному мнению, можно отнести к хорошим [1]. При таких величинах влажности мера доверия на выходе установки изменится и составит
= 12%. Данные значения, согласно экспертному мнению, можно отнести к хорошим [1]. При таких величинах влажности мера доверия на выходе установки изменится и составит  = 0,942. Теперь задача относится к классу K1 и продукционное правило примет вид
= 0,942. Теперь задача относится к классу K1 и продукционное правило примет вид
Если Фn = d и Фn+1 = d и  = v, тогда Usl = o,
= v, тогда Usl = o,
В рамках новой задачи скорость движения ленты продуктового транспортера  осталась неизменной – 3,26 м/ч. В результате решения задачи управления, влажность красного типографского красителя на выходе сушильной установки
осталась неизменной – 3,26 м/ч. В результате решения задачи управления, влажность красного типографского красителя на выходе сушильной установки  снизилась с 1,77 % до 0,35 % [1].
снизилась с 1,77 % до 0,35 % [1].
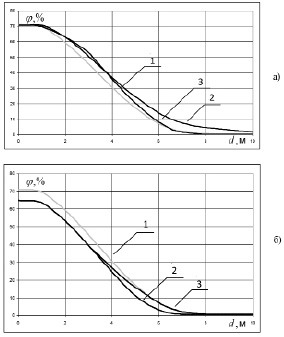
Рис. 1. Кинетические кривые изменения значения показателя влажности красного типографского красителя в условиях: а) снижения скорости движения ленты продуктового транспортера; б) повышения скорости движения ленты продуктового транспортера (1 – идеальная кинетическая кривая, 2 – без применения управления, 3 – с применением управления)
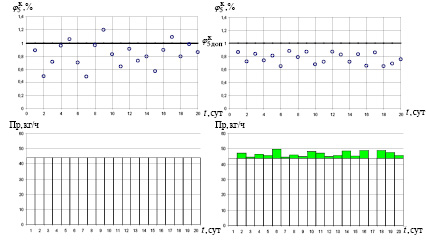
а) б) Рис. 2. Показатели технологического процесса сушки: а) без ИСУ; б) с ИСУ
Заключение
На рис. 1, 2 даны кинетические кривые изменения значения индикатора влажности красного типографского красителя в условиях повышения и снижения скорости конвейера с применением разработанной ИСУ [1].
На рис. 2 приведены результаты имитационного моделирования процессов сушки в рамках работы ИУС, даны значения показателя влажности красного типографского красителя на выходе вальце-ленточной сушильной установки и производительности процесса сушки без задействования ИСУ (а) и с ее использованием (б).
Использование предложенной интеллектуальной информационно-управляющей системы в вальце-ленточных сушильных аппаратах позволит повысить производительность процессов сушки на 5 % и обеспечить рост вероятности выхода качественной продукции до 0,98.
Библиографическая ссылка
Артемова С.В., Шмелева А.Г., Каменская М.А., Бесхмельнов М.И., Митяков Е.С. ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ ПАСТООБРАЗНЫХ МАТЕРИАЛОВ В ВАЛЬЦЕ-ЛЕНТОЧНЫХ СУШИЛЬНЫХ УСТАНОВКАХ // Современные наукоемкие технологии. 2022. № 3. С. 9-15;URL: https://top-technologies.ru/ru/article/view?id=39066 (дата обращения: 01.08.2026).
DOI: https://doi.org/10.17513/snt.39066