



Для изготовления сложных и крупногабаритных керамических изделий при серийном производстве чаще всего применяют шликерное литье с использованием водных шликеров. В рамках данного способа формования заготовок водный шликер заливают в полость влагопоглощающей формы и выдерживают в ней до потери текучести формирующегося материала заготовки [1]. Для управления качеством и снижения выхода брака керамических заготовок, изготовленных данным способом, требуется регулярный контроль состояния оснастки и периодический анализ результатов ее использования по частоте возникновения трещин и сколов заготовок. В качестве оснастки для формования рассматриваемых в работе конусообразных полых керамических заготовок используются формовочные комплекты, состоящие из влагопоглощающей формы, непористого сердечника, перфорированного металлического каркаса и вспомогательных частей (рис. 1) [2, 3]. Материал заготовок в рамках данной работы не описывается, поскольку эта информация не используется для интерпретации полученных результатов. Здесь и далее рассматриваемые заготовки упоминаются просто как керамические заготовки. Для формования рассмотренных керамических заготовок в производстве используется больше десяти формовочных комплектов. Влагопоглощающие формы, необходимые для формирования наружной поверхности заготовок, рассмотренных в данной работе, изготавливаются из гипса [4]. Для этого используется гипсовое вяжущее [5], которое заливают в полость между перфорированным металлическим каркасом формы и закрепленной в нем деталью, называемой «моделью». «Модель» формирует геометрию формообразующей поверхности гипсовой формы и посредством нее задает геометрию наружной поверхности керамических заготовок.
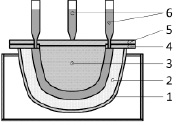
Рис. 1. Детали одной из возможных конфигураций формовочного комплекта для литья керамических заготовок из водных шликеров: перфорированный металлический каркас (1), влагопоглощающая форма (2), непористый сердечник (3), опорный металлический фланец каркаса (4), металлический фланец сердечника (5), подпиточные емкости для шликера (6)
В нашем производстве керамических заготовок используются две «модели» (№ 1 и № 2), при этом каждая из имеющихся «моделей» используется в связке с определенным формовочным комплектом. Непористый сердечник, устанавливаемый в форму при сборке формовочного комплекта перед заливкой шликера, напрямую формирует геометрию внутренней поверхности керамических заготовок. Таким образом, геометрия заготовок определяется геометрией и взаимным расположением формообразующих поверхностей «модели» и сердечника. Соответственно, допустимые отклонения в геометрических размерах и взаимном расположении формообразующих поверхностей в собранном формовочном комплекте отражаются на измененных или асимметричных значениях припусков для механической обработки заготовки, в неоднородности свойств керамики и повышении выхода брака, в том числе по трещинам и сколам, на всем производственном цикле их изготовления. Отклонения в геометрии гипсовых форм могут, кроме того, изменяться из-за зачистки их поверхностей после каждого цикла формования. Регулярный контроль состояния и периодическая проверка результатов использования гипсовых форм позволяют выбраковывать гипсовые формы прежде, чем изменение их сорбционной емкости, дефектности и геометрии начинает критично влиять на выход брака формуемых заготовок. Несмотря на существующий на производстве контроль гипсовых форм, более детальный анализ влияния геометрии формообразующих полостей и взаимного расположения формообразующих деталей оснастки на выход брака по трещинам и сколам керамики, исключающий влияние параметров гипсовых форм, до начала данной работы не проводился. Цель данной работы состояла в сравнении формовочных комплектов с точки зрения выхода брака по трещинам и сколам керамических изделий и в выявлении геометрических параметров формообразующих полостей, ответственных за влияние на выход брака по трещинам и сколам.
Материалы и методы исследования
В данной работе проведено сравнение восьми формовочных комплектов из тех, что используются для изготовления керамических заготовок, путем анализа выхода брака по трещинам и сколам керамики на всем производственном цикле изготовления заготовок за многолетний период. Для интерпретации результатов сравнения формовочных комплектов проведен анализ геометрических параметров формообразующих полостей, влияющих на разнотолщинность заготовок, и выявлены устойчивые параметры, ответственные за различие формовочных комплектов в выходе брака по трещинам и сколам.
Фактическая геометрия формообразующих полостей в формовочных комплектах была воспроизведена в оцифрованном виде путем совмещения 3D-отображений сердечников и соответствующих «моделей». 3D-отображения формообразующих деталей, в свою очередь, были получены с помощью лазерного трекера, работающего по принципу слежения за отражателем с помощью лазерного луча. Совмещение 3D-отображений сердечников и соответствующих «моделей» проводилось по фланцам у оснований формообразующих поверхностей этих деталей и включало в себя совмещение отверстий во фланцах. Такой метод совмещения соответствует требованиями к соединению «модели» и каркаса формы на этапе изготовления гипсовых форм, а также требованиям к сборке деталей формовочных комплектов перед заливкой шликера.
В работе предположено, что геометрические особенности формообразующих полостей могут влиять на результаты формования и обжига заготовок, в частности на выход брака по трещинам и сколам керамики. Неравномерность толщины сырых заготовок, к примеру, может повышать вероятность возникновения механических повреждений и формирования трещин и сколов заготовок при выемке сердечника и извлечении заготовок из форм из-за недостаточно равномерного распределения механических напряжений. Кроме того, неравномерность толщины заготовок может приводить к дополнительным термомеханическим напряжениям при их обжиге и, соответственно, к увеличению выхода брака по трещинам заготовок. Для анализа обнаруженной разнотолщинности формообразующих полостей в данной работе использована классификация видов разнотолщинности, приведенная на рис. 2.
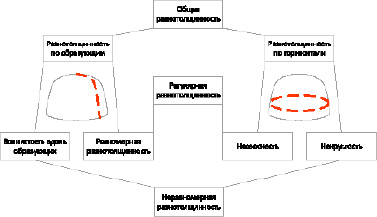
Рис. 2. Принятая в работе классификация видов разнотолщинности формообразующих полостей
Для получения статистических данных по геометрии формообразующих полостей был проведен сбор данных по толщине поперечных сечений оцифрованных полостей на разных расстояниях от фланца сердечника (от основания) с одинаковым шагом равномерно по 32 точкам на каждой окружности сечения. Далее данные по толщине поперечных сечений были переведены в значения толщины формообразующих полостей с использованием значений тангенсов углов наклона наружной поверхности к оси вращения полости согласно чертежам формообразующих деталей.
В качестве показателя, характеризующего общую разнотолщинность формообразующих полостей, был выбран относительный статистический параметр — коэффициент вариации значений толщины формообразующих полостей. Коэффициент вариации – это отношение среднего квадратического отклонения к среднему арифметическому значению, выраженное в процентах. Применительно к решаемой задаче в этом параметре были выделены две компоненты: коэффициент, связанный с равномерным (линейным) изменением значений толщины полости от основания к вершине (п. 1 в табл. 1) и коэффициент, связанный с другими видами разнотолщинности. Второй компонент разделен на вклад, связанный с неравномерным изменением толщины полости («волнистостью») вдоль образующих (п. 2 в табл. 1), и вклад, связанный с разнотолщинностью полости по окружностям поперечных сечений полости, включающий в себя несоосность и некруглость (п. 3 в табл. 1). Для дальнейшего анализа несоосности полостей были определены абсолютные значения несоосности полости на разных расстояниях от ее основания. При этом несоосность основания и несоосность вершины определены как независимые параметры.
Таблица 1
Методика расчета статистических параметров, характеризующих различные виды разнотолщинности формообразующих полостей
|
Параметр |
Способ расчета |
|
Общая разнотолщинность ( %) |
Коэффициент вариации для выборки известных значений толщины формообразующей полости |
|
1. Равномерная разнотолщинность ( %) |
Разность между «общей разнотолщинностью» и «другими видами разнотолщинности» |
|
Другие виды разнотолщинности ( %): |
Коэффициент вариации для выборки отклонений значений толщины формообразующей полости от значений линейной зависимости толщины от расстояния до основания полости |
|
2. «Волнистость» вдоль образующих ( %) |
Разность между «другими видами разнотолщинности» и значением параметра «несоосность и некруглость» |
|
3. Несоосность и некруглость ( %) |
Коэффициент вариации для выборки отклонений значений толщины формообразующей полости от средних значений толщины полости на выбранном расстоянии до основания полости |
|
Несоосность основания (мм) |
Отклонение положения оси вращения сердечника относительно оси вращения модели на условном расстоянии 0 мм от до основания полости, определяемое исходя из геометрических данных |
Результаты исследования и их обсуждение
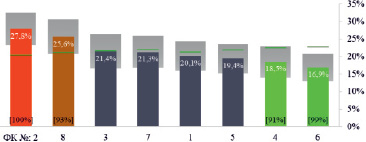
Диаграмма с результатами анализа влияния выбора формовочного комплекта на выход брака по трещинам и сколам керамики, построенная по производственным данным для рассматриваемых заготовок за трехлетний период, приведена на рис. 3. Два левых и два правых крайних столбика диаграммы соответствуют формовочным комплектам № 2, 4, 6, 8, для которых выход брака по трещинам и сколам керамики больше или меньше значений для соответствующих им выборок сравнения с достоверностью более 90 % согласно статистическому критерию хи-квадрат. При этом в качестве выборки сравнения для сопоставления с каждым анализируемым формовочным комплектом выбирались данные для тех из заготовок, которые были отформованы с использованием других формовочных комплектов в дни, ближайшие к дням использования анализируемого формовочного комплекта.
 Фактические значения выхода брака по трещинам и сколам керамики,
Фактические значения выхода брака по трещинам и сколам керамики,
 Фоновый уровень выхода брака по трещинам и сколам керамики,
Фоновый уровень выхода брака по трещинам и сколам керамики,
 Доверительный интервал значений,
Доверительный интервал значений,

 Статистическая достоверность выявленных различий между разными ФК.
Статистическая достоверность выявленных различий между разными ФК.
Рис. 3. Диаграмма оценки влияния выбора формовочного комплекта на выход брака по трещинам и сколам керамики по данным сплошной выборки заготовок, изготовленных в течение трехлетнего периода (номера формовочных комплектов указаны под столбиками диаграммы)
В течение трехлетнего периода формовочные комплекты претерпевали многократные замены гипсовых форм, поэтому выявленные различия в выходе брака по трещинам и сколам керамики при использовании разных формовочных комплектов можно связывать с параметрами самой оснастки, а именно с геометрическими параметрами формообразующих полостей. Для выяснения, какие именно геометрические параметры формообразующих полостей ответственны за обнаруженные различия в выходе брака по трещинам и сколам керамики при использовании разных формовочных комплектов (ФК), были рассмотрены ФК № 6 и 8. Эти формовочные комплекты интересны тем, что в течение проанализированного периода времени гипсовые формы для ФК № 6 изготавливались только с использованием «модели» № 1, а гипсовые формы для ФК № 8 – только «модели» № 2. Важным результатом данной работы стал ответ на вопрос, может ли замена «модели» № 2 на «модель» № 1 при изготовлении гипсовых форм в ФК № 8 снизить выход брака по трещинам и сколам керамики. Положительный ответ на этот вопрос возможен в том случае, если «модели» № 1 и № 2 существенно отличаются друг от друга геометрическими параметрами, влияющими на параметры формообразующих полостей. Для ответа на поставленный вопрос потребовалось сравнить геометрию формообразующих полостей, составленных тремя сочетаниями формообразующих деталей:
1. Сердечник № 6 и «модель» № 1.
2. Сердечник № 8 и «модель» № 2.
3. Сердечник № 8 и «модель» № 1.
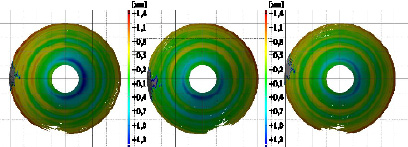
Предварительная оценка геометрии рассмотренных формообразующих полостей программными средствами лазерного трекера выявила в них наличие разнотолщинности. На рис. 4 показаны демонстрирующие это наблюдение цветовые диаграммы отклонений толщины анализируемых формообразующих полостей, в которых вершина полости находится в центре цветного круга – тела полости. На этих диаграммах показано изменение толщины от меньших значений, расцвеченных «теплыми» желто-оранжево-красными цветами, к большим значениям, которым соответствуют «холодные» цвета. Само по себе обнаружение разнотолщинности формообразующих полостей не дало новой информации, поскольку наличие разнотолщинности заложено в конструкторской документации на формообразующие детали формовочного комплекта. Тем не менее особое внимание обратило на себя изменение толщины полостей по окружностям в плоскостях поперечных сечений и немонотонное изменение толщины полостей от основания к вершине полостей в плоскостях продольных сечений – вдоль образующих.
а) б) в)
Рис. 4. Цветовые диаграммы отклонений по толщине формообразующих полостей в ФК № 6 в сочетании с моделью № 1 (а), в ФК № 8 с моделью № 2 (б) и в ФК № 8 с моделью № 1 (в), полученные с использованием программного обеспечения лазерного трекера
В табл. 2 приведены результаты расчета коэффициентов вариации толщины формообразующих полостей, отдельных вкладов в этот параметр и абсолютных значений несоосности взаимного расположения сердечника и модели согласно методике, описанной в табл. 1.
Таблица 2
Коэффициенты вариации значений толщины полостей в формовочных комплектах для трех сочетаний сердечников и моделей
|
Параметр |
Сердечник № 6 с моделью № 1 |
Сердечник № 8 с моделью № 2 |
Сердечник № 8 с моделью № 1 |
|
Кол-во точек измерения толщины: |
383 шт. |
381 шт. |
379 шт. |
|
Общая разнотолщинность |
4,04 % |
3,33 % |
3,58 % |
|
1. Равномерная разнотолщинность |
1,95 % |
1,42 % |
1,65 % |
|
2. «Волнистость» вдоль образующих |
0,88 % |
0,86 % |
0,91 % |
|
3. Несоосность и некруглость |
1,22 % |
1,06 % |
1,02 % |
Значения коэффициентов вариации, связанные с равномерным изменением толщины полостей, рассчитанные для разных сочетаний сердечников и «моделей», не сравнивались друг с другом, поскольку при монотонном, в том числе линейном, изменении толщины формообразующих полостей от основания к вершине механическое напряжение на керамическую заготовку при разборке формовочного комплекта должно распределяться более равномерно и, следовательно, меньше повреждать заготовку. Поэтому наибольший интерес с точки зрения потенциального влияния на выход брака по трещинам и сколам керамики представляет анализ таких видов разнотолщинности формообразующих полостей, как несоосность, «волнистость» вдоль образующих и некруглость.
Сравнение рассмотренных сочетаний сердечников и моделей показывает, что разные формообразующие полости в большей степени различаются значениями вклада «несоосность и некруглость», разница между минимальным и максимальным значениями которого составляет 20 % (табл. 2). В то же время максимальная разница между значениями вклада «волнистости» вдоль образующих составляет 3 % (табл. 2). Тем не менее приведенные наблюдения не объясняют, почему ФК № 8 в сочетании с моделью № 2 дает повышенный выход брака по трещинам и сколам керамики, а ФК № 6 в сочетании с моделью № 1 – пониженный. Поэтому для дальнейшего сравнения геометрии анализируемых формообразующих полостей были рассчитаны и проанализированы абсолютные значения несоосности их внутренних и наружных поверхностей.
С использованием данных по толщине формообразующих полостей в двух взаимно перпендикулярных плоскостях были определены значения несоосности на разных расстояниях от основания. Из геометрических соображений следует, что абсолютная несоосность формообразующей полости может быть полностью описана двумя значениями: несоосностью основания и несоосностью вершины.
Несоосность основания формообразующей полости связана преимущественно с геометрией и особенностями соединения формообразующих деталей, а несоосность вершины — с качеством ручной центровки вершины при сборке формовочных комплектов. Несоосность вершины, таким образом, в большей степени зависит от человеческого фактора и поэтому варьируется от заготовки к заготовке. Из такого предварительного анализа причин несоосности основания и вершины полости следует, что при сравнении несоосности 3D-отображений разных формообразующих полостей необходимо рассматривавать значения наиболее стабильного параметра – несоосности основания, а значения несоосности вершины не принимать во внимание. В табл. 3 приведены значения несоосности основания для трех анализируемых сочетаний сердечников и моделей. Видно, что несоосность основания для ФК № 6 (0,14 мм) в три раза ниже, чем для сочетания сердечника № 8 и модели № 2 (0,46 мм).
Таблица 3
Абсолютные значения несоосности основания формообразующих полостей
|
Формообразующая полость |
Сердечник № 6 с моделью № 1 |
Сердечник № 8 с моделью № 2 |
Сердечник № 8 с моделью № 1 |
|
Несоосность основания |
0,14 мм |
0,46 мм |
0,15 мм |
На диаграмме, приведенной на рис. 3, видно, что выход брака по трещинам и сколам в случае с ФК № 6 (в анализируемый период использовался только с моделью № 1) примерно в полтора раза ниже, чем в случае с ФК № 8 (в анализируемый период использовался только с моделью № 2). Таким образом, большая несоосность основания формообразующей полости соотносится с высоким выходом брака по трещинам и сколам соответствующих заготовок (табл. 4).
Таблица 4
Сопоставление выхода брака по трещинам и сколам керамики, отформованных в ФК № 6 и 8, и абсолютных значений несоосности оснований соответствующих формообразующих полостей
|
Формообразующая полость |
Выход брака по трещинам и сколам, % |
↑ или↓ брака относительно фона, ± % |
Несоосность основания полости, мм |
|
Сердечник № 6 с моделью № 1 |
17,3 |
–25 |
0,14 |
|
Сердечник № 8 с моделью № 2 |
25,6 |
+21 |
0,46 |
Поскольку формообразующая полость в ФК № 8 в сочетании с моделью № 1 характеризуется меньшей несоосностью основания, нежели в сочетании с моделью № 2, в последующем для изготовления гипсовых форм в ФК № 8 было принято решение использовать исключительно модель № 1. На рис. 5 приведена диаграмма со значениями выхода брака по трещинам и сколам керамики заготовок при использовании ФК № 8 в сравнении с остальными формовочными комплектами после принятия данного решения. Видно, что после замены «модели» № 2 на № 1 ФК № 8 перестал демонстрировать худшие результаты, как в предыдущие периоды (рис. 3), и выход брака по трещинам и сколам заготовок при использовании этого формовочного комплекта снизился до среднестатистического значения.
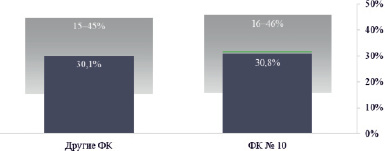
 Фактические значения выхода брака по трещинам и сколам керамики,
Фактические значения выхода брака по трещинам и сколам керамики,
 Фоновый уровень выхода брака по трещинам и сколам керамики,
Фоновый уровень выхода брака по трещинам и сколам керамики,
 Доверительный интервал значений.
Доверительный интервал значений.
Рис. 5. Выход брака по трещинам и сколам керамики заготовок, отформованных с использованием ФК № 8 после перехода на использование модели № 1 при изготовлении гипсовых форм, в сравнении с результатами для других ФК в выборке 372 заготовок
Заключение
Таким образом, в работе проведен сравнительный анализ восьми формовочных комплектов по результатам их использования для изготовления сплошной выборки керамических заготовок в течение трехлетнего периода. При этом для каждого формовочного комплекта определялись статистические параметры, связанные с выходом брака по трещинам и сколам керамики на всем производственном цикле изготовления заготовок за многолетний период: среднестатистический выход брака по трещинам и сколам керамики, фоновый выход брака, доверительная вероятность отличий от фоновой выборки сравнения. По результатам сравнительного анализа были выявлены два формовочных комплекта, которые показали достоверное снижение выхода брака по трещинам и сколам керамики, еще два – напротив, повышение. Для интерпретации результатов такого сравнения в работе рассмотрена геометрия двух вариантов формовочной оснастки, использовавшихся в производстве, и один вариант, который являлся потенциальной заменой для варианта, характеризующегося повышенным выходом брака по трещинам и сколам керамики. С помощью лазерного трекера были получены 3D-отображения соответствующих деталей оснастки и составлены три оцифрованные формообразующие полости. Анализ трех вкладов в коэффициент вариации значений толщины полостей на разных расстояниях от основания показал, что помимо равномерного изменения значений толщины от основания к вершине для рассмотренных формообразующих полостей характерно неравномерное изменение толщины полости («волнистость») вдоль образующих и разнотолщинность по окружностям поперечных сечений полости, включающая в себя несоосность и некруглость. Результаты расчетов показали, что относительные параметры, характеризующие «волнистость» вдоль образующих, незначительно различаются для трех полостей, в то время как абсолютное значение несоосности основания для одной из формообразующих полостей в три раза превышает значение для других полостей. По результатам анализа производственных данных за трехлетний период формовочный комплект, соответствующий именно этой формообразующей полости, с доверительной вероятностью 94 % демонстрировал превышение выхода брака по трещинам и сколам керамики относительно фонового уровня на 25 %. Для проверки существования связи между двумя характеристиками – повышенным выходом брака по трещинам и сколам керамики и высоким значением несоосности основания формообразующей полости – было принято решение в связке с проблемным формовочным комплектом использовать другую деталь («модель») для изготовления гипсовых форм. Принятое решение обеспечило снижение несоосности основания формообразующей полости в три раза, при этом брак по трещинам и сколам керамики заготовок снизился до фонового уровня. Результаты работы показали, что при формовании заготовок с использованием водных шликеров уменьшение разнотолщинности и, в частности, несоосности формообразующей полости может способствовать снижению выхода брака по трещинам и сколам керамики.
Библиографическая ссылка
Охлупин Ю.С., Маслова Е.В., Харитонов Д.В., Анашкина А.А. УМЕНЬШЕНИЕ РАЗНОТОЛЩИННОСТИ ФОРМООБРАЗУЮЩЕЙ ПОЛОСТИ С ИСПОЛЬЗОВАНИЕМ 3D-ИЗМЕРЕНИЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ С ЦЕЛЬЮ СНИЖЕНИЯ ВЫХОДА БРАКА ПО ТРЕЩИНАМ И СКОЛАМ // Современные наукоемкие технологии. 2021. № 10. С. 75-82;URL: https://top-technologies.ru/ru/article/view?id=38857 (дата обращения: 03.07.2026).
DOI: https://doi.org/10.17513/snt.38857