



Информация о РИ используется при проектировании изделий в САПР, в CAM-системах при планировании технологических процессов, в контроллере с ЧПУ в процессах выполнения задач производства, при планировании ресурсов предприятия в ERP-системах, производственном планировании ресурсов в MRP-системах, в WMS-системах для мониторинга РИ на складе и в прочих системах [1].
Обработка и получение данных о РИ обычно подразумевают большой объем ручной работы: сбор информации потребителем из бумажных каталогов поставщика инструмента, внесение данных о РИ в библиотеки инструментов и пр. Эти процессы являются длительными и трудно автоматизируемыми в связи с рядом факторов.
Во-первых, печатные каталоги о РИ или их веб-версии разрабатываются по внутренним стандартам поставщиков РИ. Поэтому у различных поставщиков РИ конструкторско-технологические характеристики одинаковых инструментов обозначены по-разному, что осложняет анализ информации потребителем и требует поиска и идентификации параметров РИ в каталогах без возможности полной автоматизации.
Во-вторых, поставщики РИ для работы используют разные программные средства, что приводит к отсутствию единообразия в семантическом представлении информации о РИ. В результате потребители, работающие в других программных продуктах, оказываются вынужденными подстраиваться к конкретному поставщику инструмента с целью управления полученными информационными ресурсами на своем предприятии.
Вышеперечисленные проблемы несовместимости схем в семантике, структуре и синтаксисе описания информации о РИ являются препятствиями для эффективной цифровой коммуникации между поставщиками РИ и потребителями, что особенно актуально в Индустрии 4.0 [2].
Основной причиной унификации информации о РИ является необходимость автоматизированного обмена данными между потребительскими информационными системами. Неполная совместимость цифровых систем на этапах проектирования, планирования, производства, а также маркетинга ограничивает рост эффективности производства. Результативным способом управления цифровой информацией на протяжении всего жизненного цикла РИ является стандартизация представления информации о РИ, подразумевающая согласование синтаксиса, семантики и структуры информации [3, 4]. Достижение унификации требуется для описания полноценного цифрового двойника РИ, необходимого для эффективного управления информацией о РИ [5].
Целью настоящего исследования является анализ возможностей по унификации представления данных о РИ на основе ISO 13399 и формата GTC для построения единой информационной структуры.
В процессе выполнения исследований был осуществлен анализ стандарта ISO 13399, пакетов GTC крупнейших производителей инструмента (Sandvik Coromant, Walter, Iscar и пр.), а также проведен обзор существующей литературы по данной теме.
Основные положения стандарта ISO 13399 и возможности его применения
Обмен данными о РИ до сих пор во многих случаях подразумевает чтение бумажных или веб-каталогов, аналогичных им приложений и ручное внесение данных об РИ в библиотеки инструментов. Необходимо отметить, что многие производители инструмента имеют различные формы представления одних и тех же конструкторско-технологических параметров РИ. Так, например, для описания одного и того же типа инструмента производители инструмента используют разные обозначения конструктивных параметров (рис. 1), что требует адаптации потребителя к работе с каталогом каждого отдельного производителя. При этом в каталогах далеко не всегда указываются все требуемые размеры РИ для создания его полноценного цифрового двойника [6].
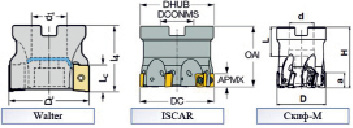
Рис. 1. Описание фрезы в каталогах фирм Walter, ISCAR и «Скиф-М»
Передача информации о РИ от поставщиков к потребителям затруднена тем, что большинство организаций используют различные системы для управления информацией. Отсутствие стандартизированных структур и определений вызывает необходимость ручного ввода данных, что неэффективно с точки зрения трудовых затрат. Кроме того, ручной ввод данных повышает риск включения в базу РИ некорректной информации.
С целью решения вышеописанных проблем Королевским технологическим институтом в Стокгольме совместно с инструментальными компаниями, такими как Sandvik Coromant, Kennametal Inc и Ferroday Ltd [7], был разработан стандарт ISO 13399, который определяет информационную структуру, требуемую для описания инструментальных наладок.
Применение унифицированной информации способствует эффективной передаче и обмену данными как между различными программными обеспечениями, так и между поставщиком РИ и его потребителями. Стандарт ISO 13399 определяет моделирование и описание отдельных режущих и вспомогательных инструментов. Применение указанного стандарта направлено на корректный сбор и описание инструментальных наладок из инструментальных компонентов благодаря присоединительным кодам, представленным в 60-й части стандарта.
С целью описания множества существующего РИ (группа Cutting tool) в стандарте применен метод «модульности» с разделением инструмента на 4 группы (рис. 2а).

а)
б)
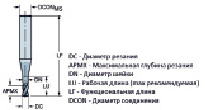
Рис. 2. Представление информации о РИ в соответствии с ISO 13399: а) группы представления инструмента; б) обозначение конструктивных параметров концевой фрезы
– Режущий элемент (Cutting item) – элемент компоновки инструментальной наладки, удаляющий материал заготовки путем срезания режущими кромками. Режущие кромки в основном относятся к пластинам и несборным РИ.
– Инструментальный элемент (Tool item) – элемент, используемый в компоновке инструментальной наладки с целью крепления режущего элемента.
– Адаптивный элемент (Adaptive item) – элемент инструментальной наладки, при помощи которого осуществляется крепление инструментального элемента со станком.
– Сборочный элемент (Assembly item) – элемент инструментальной наладки, при помощи которого осуществляются мелкие соединения различных деталей инструментальной наладки между собой.
На рис. 2б представлена фреза, у которой такие размеры, как диметр инструмента (DC), рекомендуемая рабочая длина инструмента (LU), максимальная глубина резания (APMX), диаметр шейки инструмента (DN), а также диаметр хвостовика инструмента (DCON), параметризированы в соответствии со стандартом ISO 13399.
Для дополнительного упрощения коммуникации между поставщиком РИ и потребителем, а также для автоматизированного управления информацией на основе ISO 13399 был разработан специальный формат – GTC (Generic Tool Catalog). Формат GTC позволяет поставщикам инструмента представлять свои каталоги в стандартизированной структуре. На сегодняшний день многие ведущие производители РИ, такие как Sandvik Coromant, Walter, Iscar, Kennametal и другие крупные производители РИ, перешли к описанию своих изделий в соответствии со стандартом ISO 13399 и форматом GTC.
GTC состоит из двух основных частей: иерархии GTC и пакета GTC [8]. Иерархия GTC – независимая от поставщиков система групповой классификации РИ на базе ISO 13399. Пакет GTC представляет собой сжатый файл с фиксированной спецификацией. Структура пакета GTC определяет содержание цифрового каталога, которое организует информацию об инструментах в определенный распознаваемый компьютером формат. Иными словами, информация о номенклатуре производителя передается в виде пакетов GTC, расположение номенклатуры производителя внутри пакета осуществляется по классам, соответствующим иерархии GTC.
Формат GTC содержит комплекс взаимосвязанных компонентов для передачи информации. Основные папки с компонентами, входящие в спецификацию пакета GTC версии «2.1.1», изображены на рис. 3. Пакет GTC, помимо файлов с описанием параметров РИ (файл формата «.p21»), закодированных в соответствии со стандартами передачи информации, содержит также 3D-модели, 2D-чертежи, графические изображения номенклатуры, данные о классификации в иерархии GTC и пр. [9].

Рис. 3. Состав пакета GTC
В файле формата «.p21» содержатся коды свойств описания РИ, буквенное и кодовое обозначение которых указано в частях ISO 13399, а также значения этих свойств. Кроме того, в данном файле содержатся ссылки на чертежи, модели и классы в иерархии GTC, что необходимо для полноценного представления цифрового двойника изделия. Так, например, расшифровка некоторых параметров РИ, содержащихся в файле формата «.p21» для сверла «870-2800-28L32-3» (Sandvik Coromant), представлена в таблице.
Расшифровка из файла «.p21» параметров сверла «870-2800-28L32-3»
|
Строка в файле «.p21» |
Расшифровка строки |
|
#11=STRING_WITH_LANGUAGE ('product_3d_model_detailed', #658); #12=MULTI_LANGUAGE_STRING ((), #13); #13=STRING_WITH_LANGUAGE ('201598411_mod_0_2~tm02_00', #658); |
Файл детализированной 3D модели сверла обозначается как: «201598411_mod_0_2~tm02_00», расположенный в папке «product_3d_models_detailed» пакета GTC |
|
… |
… |
|
#53=STRING_WITH_LANGUAGE ('product_picture', #658); #54=MULTI_LANGUAGE_STRING ((), #55); #55=STRING_WITH_LANGUAGE ('202632899_d50_0_2~tl04_04', #658)$ |
Обозначение файла с графическим изображением сверла «870-2800-28L32-3» «202632899_d50_0_2~tl04_04», расположенный в папке «product_2d_drawings» пакета GTC |
|
… |
… |
|
#145=PLIB_PROPERTY_REFERENCE ('71D084653E57F', #95, '001'); |
Код BSU (Числовой код, которым идентифицируется каждая запись в словаре при компиляции словаря) свойства, отвечающего за диаметр резания «cutting diameter, DC» |
|
… |
… |
|
… #147 = NUMERICAL_VALUE ('cutting diameter', $, #98, '28.9'); |
Значение свойства, отвечающего за диаметр резания «cutting diameter, DC» равно 28,9 мм |
|
… |
… |
Иерархия GTC представляет собой последовательность, упорядочивающую весь инструмент по классам, в зависимости от присущего ему набора свойств.
Классификация изделий осуществляется с целью максимальной идентификации набора их свойств в иерархии GTC. Классы иерархии GTC делятся на фиксированные (поддерживаются организацией управления GTC) и поставщика инструмента. Фиксированные классы существуют независимо от поставщика инструмента и определяют, к какому укрупненному классу относится компонент инструментальной сборки. В случае если производитель инструмента считает, что для описания его инструмента недостаточно свойств фиксированных классов, то он может дополнить их своими подклассами. В наборе свойств фиксированных классов не регламентируются принципы присоединения элементов в инструментальной наладке, поэтому производители РИ дополняют основную иерархию GTC. Таким образом, классы поставщика инструмента следуют за фиксированными уровнями и зависят от ассортимента, который есть у каждого поставщика инструментов. Стоит отметить, что в настоящее время ведутся активная разработка новых частей стандарта ISO 13399 и перевыпуск старых, поэтому необходимость в применении классов поставщика инструментов постепенно будет снижаться.
Связующим элементом между иерархией GTC и пакетом GTC является идентификатор класса GTC – «class id». Каждый класс и подкласс GTC-иерархии имеет свой идентификатор «class id», указывающийся в пакете GTC. За счет данных индикаторов возможно точно определить принадлежность инструмента к определенному классу и, соответственно, сопоставить характерный ему список свойств.
Самый верхний фиксированный класс в иерархии GTC – «Cutting tool library» – имеет идентификатор класса – «CTL». Ниже располагаются классы для вспомогательного инструмента «Adaptive item», РИ «Tool» и пластин «Insert» с идентификаторами класса «ADP», «TL» и «INS» соответственно. Далее следует дифференциация каждого ответвления на другие классы для размещения в них компонентов с одинаковыми конструкторско-технологическими свойствами. На рис. 4 представлена основная иерархия GTC для сверл. В самом начале разделение осуществляется по наличию и отсутствию пластин («Indexable drill», «Solid twist drill», «Cylindrical hole drill-solid-guide pad»). Далее класс сверл со сменными пластинами «Indexable drill» делится на подклассы сверл с асимметричной/ симметричной вершиной («Indexable drill with asymmetrical point»/«Indexable drill with symmetrical point») и инструмент со сменными направляющими («Cylindrical hole drill-indexable-guide pad»). Класс для описания цельных сверл («Solid twist drill») далее конкретизируется для описания цельных сверл с симметричной вершиной («Solid drill with symmetrical point»).
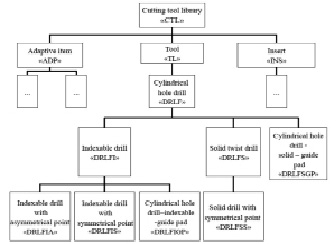
Рис. 4. Фиксированные классы иерархии GTC сверл
Формат GTC имеет большое преимущество – данные о продукте одного поставщика РИ могут быть понятны всем принимающим системам потребителей.
На сегодняшний день существует множество программ и приложений, способных использовать GTC и параметры стандарта ISO 13399. Большинство таких приложений нацелено на осуществление быстрого подбора подходящих компонентов для сбора инструментальных наладок, автоматизированное добавление РИ в библиотеку инструмента CAM-систем из каталогов поставщиков, корректное моделирование инструментальных сборок в CAM-системах при разработке управляющих программ для станков с ЧПУ и др. [10–12]. Одним из подобных программных решений является приложение от «Teamcenter» – «Manufacturing Resource Library» (MRL).
Использование пакетов GTC в подобных программных продуктах способствует исключению ручной обработки информации о РИ, повышению производительности труда, а следовательно, производственной эффективности. За счет получения информации о РИ напрямую от поставщика в едином формате, подходящем для любого потребительского приложения, исключаются ошибки обмена информации, что также влияет на качество изготовления детали [13, 14].
Рациональное управление информацией о производственных ресурсах снижает производственные затраты, а производитель РИ может структурировать данные о РИ, что особенно важно в среде сервис-ориентированного облачного производства. Таким образом, переход к формату GTC является целесообразным как для потребителя, так и для производителя РИ.
Однако в случае, если производитель РИ еще не готов к переходу на описание своих изделий в унифицированной форме, у него есть возможность конвертации своих данных в стандартизированную форму при размещении их на специальном информационном ресурсе, например «MachiningCloud» [15]. После размещения на нем необходимой информации о РИ будет автоматически сгенерирован GTC-пакет, который может быть передан потребителю РИ.
Тем не менее, для оперативности передачи информации от поставщика к покупателю РИ, минуя промежуточную работу по заполнению информации о РИ на подобных ресурсах, вероятнее всего, со временем все большее количество поставщиков будет применять ISO 13399 и GTC-пакеты ввиду необходимости корректного описания цифровых двойников РИ.
Заключение
В данной статье рассмотрены стандарт ISO 13399 и формат GTC как единые стандарты передачи и обмена информации с целью рационального управления данными о РИ. Информация о РИ используется на протяжении всех этапов его жизненного цикла, особенно на таких, как эксплуатация и применение в производстве. За счет унификации представления данных о РИ у потребителей появляется возможность продуктивно работать с информацией, полученной напрямую от поставщика РИ. Также при единой структуре данных у предприятий нет необходимости в приобретении сторонних приложений, адаптирующихся к каждому отдельному поставщику РИ.
Информация, представленная в соответствии со стандартом ISO 13399 и форматом GTC, сейчас активно внедряется на многих предприятиях машиностроения и приборостроения. Применение формата GTC позволяет рационализировать временные затраты на подготовку производства, тем самым снижается себестоимость изделий. При этом уменьшается вероятность допущения производственного брака, вызванного ручным вводом данных о РИ. На сегодняшний день получение данных в формате GTC упрощено благодаря возможности конвертации данных, что особенно удобно в условиях перехода к единому стандарту описания данных.
Библиографическая ссылка
Басова Т.В., Басова М.В. УНИФИКАЦИЯ ПРЕДСТАВЛЕНИЯ ДАННЫХ О РЕЖУЩЕМ ИНСТРУМЕНТЕ // Современные наукоемкие технологии. 2021. № 9. С. 24-30;URL: https://top-technologies.ru/ru/article/view?id=38812 (дата обращения: 22.07.2026).
DOI: https://doi.org/10.17513/snt.38812