



Вакуумные захватные агрегатные модули (ВЗАМ) являются конструктивно и функционально законченными сборочными узлами промышленных роботов [1], которые выполняют от одного сигнала управления функцию «взять» изделие (опускание присоски, захват, подъем изделия), а от другого – функцию «установить» изделие на рабочую поверхность. Данные модули представляют собой систему взаимосвязанных приводов, состоящую из вакуумного захвата и привода его перемещения.
Для конструирования модулей, не имеющих избыточных возможностей и более полно обеспечивающих выполнение требований, предъявляемых к ним в конкретных технологических производствах, наиболее эффективным является мехатронный принцип [2] построения систем путем организации симбиоза энергетических и информационных потоков.
Из известных методов конструирования наиболее рациональным является метод исследования функционально-физических связей (МИФФС) [3], которым исследуют потребности, функции, физические явления, выявляют существенные и организуют между ними причинные взаимосвязи, обеспечивая требуемые изменения физических явлений в процессе функционирования.
ВЗАМ постоянно совершенствовались путем изменения состава их элементной базы. В системе приводов использовались: насосный вакуумный захват и вакуумный привод его перемещения [4]; безнасосный вакуумный захват [5]; более энергоемкий привод перемещения захвата с избыточным давлением пневмопитания [6].
Данные модули отличаются простотой конструкции, управления и быстродействием. Однако анализ их работы в реальных производственных условиях выявил недостаточную надежность выполнения ими функции «взять» изделие, связанную с отсутствием достоверной информации о завершении выполнения устройством данной функции.
Цель исследования: повышение эффективности работы захватных модулей путем разработки методики конструирования и устройства, повышающего надежность функционирования промышленных роботов.
Материалы и методы исследования
Объектом исследования является эффективность конструирования систем приводов промышленных роботов. В качестве предмета исследования принят захватный агрегатный модуль с безнасосным вакуумным захватом.
Для реализации поставленной цели проведем анализ нештатных ситуаций, возникающих при работе ВЗАМ, снижающих эффективность работы промышленных роботов (ПР). Этапы выполнения модулем функций «взять» и «установить» изделие производятся автономно и информационно не связаны с системой управления ПР. Информация о завершении выполнения функции поступает в центральную систему управления ПР от датчика положения, сигнализирующего о том, что вакуумный захват находится в крайнем верхнем положении. Однако вследствие отсутствия информации о наличии захваченного изделия в захвате, например при нештатном отпускании захваченного изделия безнасосной присоской в процессе его подъема, поступает неверная информация о завершении выполнения функции «взять» изделие.
Для нахождения технического решения, позволяющего устранить данный недостаток, применим МИФФС.
Методика нахождения инновационного технического решения заключается в следующем.
Анализируют структуры потребностей, функций, физических явлений. Выявляют существенные физические явления, гарантирующие выполнение требуемых функций.
Проведем анализ выполнения ВЗАМ функции «взять» изделие с рабочей поверхности безнасосным вакуумным захватом. Объектом исследования является система приводов (рис. 1), закрепленная на механической руке 1, состоящая из привода 2 перемещения вакуумного захвата 3, предназначенного для взятия изделия 4. Z – текущая координата положения подвижных элементов. Zии, Zип, Zки, Zкп – координаты соответственно расположения исходного изделия, присоски и конечного расположения изделия, присоски. Согласно МИФФС, с точки зрения «идеальности» технического решения необходимо разработать систему приводов, в которой были бы организованы причинные взаимосвязи между физическими явлениями (J), реализующими требуемую последовательность функций (Ф):
Фим – Фоп – Фзи – Фпи – Фкм,
Jим – Jоп – Jзи – Jпи – Jкм,
где им, оп, зи, пи, км – соответственно исходного состояния модуля, опускания присоски, захвата изделия, подъема изделия и конечного состояния устройства.
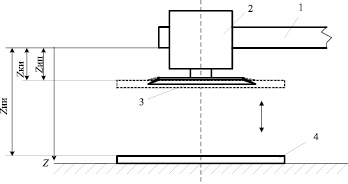
Рис. 1. Расчетная схема работы системы приводов с безнасосным вакуумным захватом
Данные физические явления формально описываются выражением:
∀Jим ∃ [(Z3 = Zип) ∧ (Z4 = Zии) ∧ (р3 = 0) ∧ (Г3 = 0)],
∀Jоп ∃ [(Zии > Z3 > Zип) ∧ (Z4 = Zии) ∧ (р3 = 0) ∧ (Г3 = 0)],
∀Jзи ∃ [(Z3 = Zии) ∧ (Z4 = Zии) ∧ (рз > р3) ∧ (Г3 = 1)], (1)
∀Jпи ∃ [(Zии > Z3 > Zип) ∧ (Zии > Z4 > Zип) ∧ (р3 ≥ рз) ∧ (Г3 = 1)],
∀Jкм ∃ [(Z3 = Zип) ∧ (Z4 ≥ Zип) ∧ (р3 = рз) ∧ (Г3 = 1)],
где Z3, Z4 – текущие положения соответственно захвата и изделия; Zип, Zии – исходные положения присоски и изделия; р3, рз – давления разрежения в рабочей полости захвата соответственно текущее и достаточное для удержания изделия; Г3 – герметизация присоски изделием; 1 и 0 – соответственно наличие и отсутствие физического явления.
В традиционных устройствах выполнение функции «взять» изделие определяется по сигналу датчика положения вакуумного захвата, когда координата присоски Z4 становится равной координате её исходного положения Zип. Однако данное явление является косвенным признаком завершения функции «взять» изделие. Для ситуации Jик изделие может отсутствовать в присоске или его положение Z4 может не соответствовать исходному положению присоски Zип. Несоответствие конечного положения присоски и изделия связано с податливостью ее уплотнительного элемента, на который оказывается силовое воздействие со стороны захваченного изделия. Поэтому существенным признаком выполнения функции «взять» изделие является информация о требуемое расположение изделия относительно механической руки.
Кроме этого, выполнение ВЗАМ функции «установить» изделие на рабочую поверхность реализуется последовательностью функций:
Фкм – Фои – Фоти – Фпп – Фим,
Jкм – Jои – Jоти – Jпп – Jим,
где км, оп, зи, пи, им – соответственно конечного состояния модуля, опускания изделия, отпускания изделия, подъема присоски и исходное состояние устройства.
В известных устройствах признаком возможности выполнения функции «установить» изделие является наличие изделия в вакуумном захвате. Однако данные признак не является существенным, так как требуемое состояние устройства определяет наличие изделия и необходимое расположение его относительно механической руки ПР.
Результаты исследования и их обсуждение
Анализом функционирования ВЗАМ выявлены существенные признаки выполнения функции «взять» и «установить» изделие. Предложена идея управления устройством с использованием информации о положении захватываемого изделия относительно механической руки промышленного робота. Появляется возможность реализации неизменяемой последовательности выполнения функций, которая заключается в том, что после функции «взять» изделие следует его установка на рабочую поверхность.
Данная идея реализована устройством (рис. 2) [7], в котором структура, предназначенная для выполнения захвата изделия, преобразуется для выполнения его установки при требуемом расположении изделия относительно механической руки.
На механической руке 1 ПР закреплен привод перемещения с рабочим органом 2, на котором установлена присоска 3, предназначенная для захвата изделия 4 и установки его на рабочую поверхность. Корпус присоски 3 выполнен с возможностью продольного перемещения и подпружинен относительно рабочего органа привода перемещения, который связан тягами 5 с периферийной частью уплотнительного элемента присоски. Фиксатор 6 выполнен с возможностью ограничения выдвижения корпуса присоски из рабочего органа 2 привода перемещения.
В исходном положении (рис. 2, а) перед выполнением функции «взять» изделие фиксатор 6 занимает левое положение, ограничивая перемещение корпуса присоски 3 и препятствуя натяжению тяг 5, а также изгибу периферийной части уплотнительного элемента присоски.
Перемещением рабочего органа привода 2 в направлении расположения изделия выполняется его захват, а затем подъем (рис. 2, б). Изделие занимает требуемое положение относительно механической руки. Фиксатор 6 перемещают вправо, устраняя ограничение на перемещение корпуса присоски относительно рабочего органа 2 привода. Устройство подготовлено для выполнения функции «установить» изделие на рабочую поверхность. Перемещением присоски с захваченным изделием в направлении рабочей поверхности выполняют установку изделия. При обратном перемещении присоски силовое воздействие вверх со стороны рабочего органа привода осуществляется не на корпус присоски, а через тяги 5 на периферийную часть её уплотнительного элемента. Выполняется функция отпускания присоской изделия и её подъем (рис. 2, г).
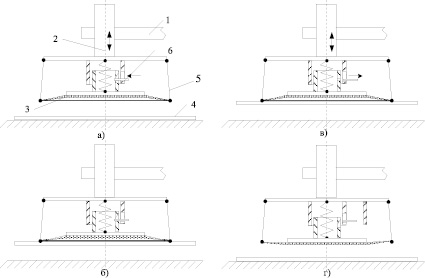
Рис. 2. Схема вакуумного захватного агрегатного модуля: а), б) соответственно исходное и конечное положения выполнения функции «взять» изделие; в), г) соответственно исходное и конечное положения выполнения функции «установить» изделие
Макетирование устройства (рис. 3) и проведенные натурные исследования подтверждают его работоспособность и эффективность.
Выполнение функции «захватить» изделие производится традиционным методом путем силового воздействия на корпус присоски в направлении поверхности изделия.

Рис. 3. Вид общий вакуумного захватного агрегатного модуля
При этом (рис. 4, а) уменьшение объема рабочей камеры присоски приводит к повышению давления и вытеснению воздуха из камеры, ограниченной уплотнительным элементом. Снятие силового воздействия на корпус присоски приводит к появлению давления разрежения воздуха в ее рабочей полости. Выполнение функции «отпустить» изделие (рис. 4, б) разгерметизацией рабочей полости присоски выполняется путем силового воздействия со стороны тяг 5 (рис. 3, а) на периферийную часть уплотнительного элемента присоски, направленного на подъем от поверхности изделия.
В аналогичных устройствах [6, с. 5] выполнение функции «поднятие» присоски осуществляется путем силового воздействия со стороны привода подъема на корпус присоски, что может привести к повторному захвату изделия. В новом устройстве данное силовое воздействие осуществляется на уплотнительный элемент присоски через тяги 5 (рис. 2, г), что устраняет указанный недостаток и повышает надежность работы промышленных роботов.
Заключение
Таким образом, с применением методики поискового конструирования ВЗАМ выявлен новый существенный признак выполнения функции «взять» и «установить» изделие.


а) б)
Рис. 4. Осциллограммы давления воздуха в безнасосном вакуумном захвате при выполнении функций: а) «захватить» и б) «отпустить» изделие
Предложены идея и новое устройство для ее реализации, в котором управление осуществляется с использованием информации о положении захватываемого изделия относительно механической руки ПР. Кроме этого, в устройстве последовательность выполнения функций реализована системой приводов с изменяемой структурой. При достижении требуемого расположения изделия относительно механической руки структура, предназначенная для выполнения захвата изделия, изменяется на выполнение его установки на рабочую поверхность. Теоретические исследования, натурные эксперименты показали промышленную применимость и эффективность предлагаемых технических решений.
Библиографическая ссылка
Сысоев С.Н., Сажин А.В., Романова В.Ю. МЕТОДИКА КОНСТРУИРОВАНИЯ ВАКУУМНЫХ ЗАХВАТНЫХ АГРЕГАТНЫХ МОДУЛЕЙ ПРОМЫШЛЕННЫХ РОБОТОВ // Современные наукоемкие технологии. 2019. № 11-1. С. 97-101;URL: https://top-technologies.ru/ru/article/view?id=37772 (дата обращения: 17.07.2026).