



Как отмечено в работах [1–3], статистические методы контроля и управления качеством являются краеугольным камнем в системе менеджмента качества (СМК). Однако следует заметить, что основные положения математической статистики содержат требования к стабильности процесса во времени, что предполагает неизменными характеристики, анализируемые в ходе изучения оборудования, изготавливаемых изделий и т.д. Карты Шухарта – важнейший метод управления качеством, без которого в машиностроении невозможно добиться высокого качества изделий, но до настоящего времени не существовало методики их применения в случае частой смены номенклатуры изделий.
Смена заготовки на станке предполагает одновременно смену применяемой для анализа карты Шухарта, рассчитанной для новых числовых значений контролируемого параметра изделия, что прерывает цикл наблюдений. Это приводит к тому, что падает эффективность использования карт Шухарта, возрастает вероятность пропустить тенденции изменения характеристик процесса.
Во многих случаях при смене номенклатуры изделий производится смена инструмента и переналадка оборудования на новые размеры. В предположении о неизменности характеристик инструмента и режимов обработки можно заметить, что такая важная характеристика измеряемой случайной величины, как дисперсия, остается неизменной, поскольку она зависит от общих параметров оборудования, степень изменчивости которых со временем достаточно мала.
В работе [4] вышеуказанное допущение было проверено анализом критерия «сигнал – шум» Тагути. 70 % полученных выборок подтвердили гипотезу.
Именно слабая изменчивость дисперсии и явилась отправной точкой предлагаемого исследования.
Цель исследования: модификация контрольных карт Шухарта [5–7]. Авторы предлагают рассмотреть возможность использования методики Шухарта при малых объемах производства, что часто имеет место при изготовлении сложных технических объектов.
Материалы и методы исследования
В качестве объекта исследования авторы предлагают методику построения контрольных карт Шухарта.
Карты Шухарта предназначены для анализа поведения технологического процесса (ТП) в целом и отдельных операций. При построении карт Шухарта проводится предварительный анализ технологической операции, определяются ее основные статистические характеристики, на основе этих характеристик и требований к качеству процесса (например, доли дефектных изделий) рассчитываются контрольные линии.
Наиболее часто используется так называемая ( – R)-карта. Она представляет собой двойной график, на первой части которого представлены средние значения текущих выборок, а на второй – размахи.
– R)-карта. Она представляет собой двойной график, на первой части которого представлены средние значения текущих выборок, а на второй – размахи.
Каждая часть содержит контрольные линии (рис. 1).
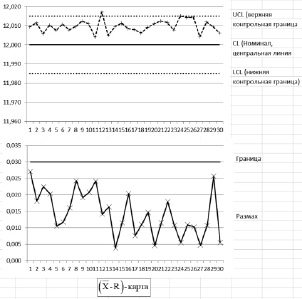
Рис. 1. Пример ( ) контрольной карты
) контрольной карты
На карте средних ( -карте) используется три линии:
-карте) используется три линии:
1) центральная линия (Center Line, CL);
2) верхняя контрольная линия (Upper Control Limit, UCL);
3) нижняя контрольная линия (Lower Control Limit, LCL).
Центральная линия (CL), как правило, соответствует номинальному размеру обрабатываемой детали, в то время как UCL и LCL определяются по границам поля допуска. Наиболее часто полагают, что общая ширина D = UCL-LCL устанавливается в шесть средних квадратических отклонений, т.е. D = 6s.
Помимо предельных границ можно использовать предупредительные границы, которые строятся аналогично контрольным, но их отклонение от номинала меньше.
На карте размаха (R-карте) отмечаются размахи значений текущей выборки. Так как R ≥ 0, то устанавливается только верхняя, предельная, граница допустимого размаха.
Использование контрольных карт, как и любых других статистических методов, может привести к ошибке, вероятность которой уменьшается при использовании большой суммарной выборки и растет при уменьшении суммарного объема выборки.
С целью повышения надежности использования карт Шухарта авторами было предложено использовать при их расчете не абсолютные, а относительные границы контроля, выраженные в долях среднего квадратического отклонения.
Карты Шухарта с варьируемыми границами
Анализ производства на машиностроительных предприятиях показал, что на многих участках происходит частая смена типов заготовок, что приводит к необходимости перенастройки оборудования. Учитывая относительно малые объемы партий, можно отметить, что в этой связи придется часто менять расчетные параметры контрольных карт, что не позволит воспользоваться их информацией, так как нет возможности сравнивать результаты предыдущих и последующих измерений. Снять ряд вопросов можно, применяя байесовский подход, учитывающий предысторию процесса [4].
Предлагаемое использование метода варьируемых границ заключается в следующем:
В качестве центральной линии CL предлагается использовать условный «ноль»; верхняя контрольная граница UCL и нижняя контрольная граница LCL отсчитываются как отклонение от номинала CL в долях среднего квадратического отклонения процесса.
Координаты расчетной точки на графике также следует откладывать в долях среднего квадратического отклонения процесса. В этом случае график на рис. 1 приобретет вид, представленный на рис. 2.
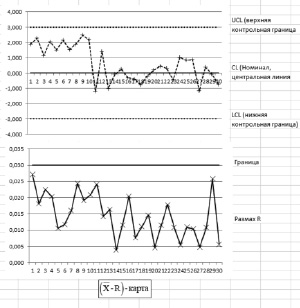
Рис. 2. ( )-карта Шухарта с варьируемыми границами
)-карта Шухарта с варьируемыми границами
В табл. 1 представлены результаты измерений в 20 опытах двух типов деталей с разными размерами.
По рис. 2 можно отметить, что для обоих типов заготовок процесс является стабильным, но для первой из них (первые 10 опытов) наблюдается систематическое увеличение размеров (приблизительно на два СКО, т.е. на 0,01 мм), в то время как для второй (последующие 20 опытов) группировка размеров наблюдается около номинала с незначительными отклонениями средних значений. График размаха в обоих случаях имеет одинаковую структуру.
В табл. 2 представлены исходные данные и результаты расчетов для построения карты Шухарта с варьируемыми границами. Структура данных представлена в табл. 1.
Таблица 1
Структура данных листа MS Excel (рис. 3)
|
№ п/п |
Столбец или ячейка |
Содержимое столбца |
|
1 |
A |
Номер опыта |
|
2 |
B, C, D, E |
Четыре последовательных измерения опыта |
|
3 |
F |
Значения средних значений для каждого опыта |
|
4 |
G |
Отклонения среднего от номинала в долях СКО |
|
5 |
H |
Значения размахов каждого опыта |
|
6 |
I2 |
Значение СКО |
|
7 |
J |
Значения номинала |
|
8 |
K |
Нормированный номинал |
|
9 |
L |
Верхняя граница контроля в долях СКО |
|
10 |
M |
Нижняя граница контроля в долях СКО |
Таблица 2
Исходные данные и результаты расчетов для построения карты Шухарта с варьируемыми границами
|
А |
В |
С |
D |
Е |
F |
G |
H |
I |
J |
К |
L |
M |
|
|
1 |
№ опыта |
Номер измерения в опыте |
Среднее Хcр |
Отклонение от номинала в долях СКО |
Раз-мах R |
СКО |
Номинал |
Нормированный номинал |
UCL в долях СКО |
LCL в долях СКО |
|||
|
2 |
1 |
2 |
3 |
4 |
0,005 |
||||||||
|
3 |
1 |
12,013 |
11,994 |
12,021 |
12,010 |
12,009 |
1,874 |
0,027 |
12 |
0 |
–3 |
3 |
|
|
4 |
2 |
12,001 |
12,020 |
12,012 |
12,013 |
12,011 |
2,280 |
0,018 |
12 |
0 |
–3 |
3 |
|
|
5 |
3 |
12,007 |
12,018 |
11,995 |
12,003 |
12,006 |
1,146 |
0,023 |
12 |
0 |
–3 |
3 |
|
|
6 |
4 |
12,021 |
12,018 |
12,001 |
12,001 |
12,010 |
2,033 |
0,020 |
12 |
0 |
–3 |
3 |
|
|
7 |
5 |
12,010 |
12,004 |
12,014 |
12,003 |
12,008 |
1,515 |
0,011 |
12 |
0 |
–3 |
3 |
|
|
8 |
6 |
12,017 |
12,006 |
12,015 |
12,005 |
12,011 |
2,149 |
0,012 |
12 |
0 |
–3 |
3 |
|
|
9 |
7 |
12,012 |
12,014 |
11,998 |
12,006 |
12,008 |
1,534 |
0,016 |
12 |
0 |
–3 |
3 |
|
|
10 |
8 |
12,010 |
12,000 |
12,024 |
12,004 |
12,009 |
1,885 |
0,024 |
12 |
0 |
–3 |
3 |
|
|
11 |
9 |
12,007 |
12,007 |
12,026 |
12,009 |
12,012 |
2,484 |
0,019 |
12 |
0 |
–3 |
3 |
|
|
12 |
10 |
12,007 |
12,014 |
12,001 |
12,021 |
12,011 |
2,168 |
0,021 |
12 |
0 |
–3 |
3 |
|
|
13 |
11 |
50,008 |
49,984 |
49,991 |
49,994 |
49,994 |
–1,199 |
0,024 |
50 |
0 |
–3 |
3 |
|
|
14 |
12 |
50,013 |
50,003 |
50,013 |
49,999 |
50,007 |
1,403 |
0,014 |
50 |
0 |
–3 |
3 |
|
|
15 |
13 |
50,005 |
49,990 |
49,989 |
49,995 |
49,995 |
–1,037 |
0,016 |
50 |
0 |
–3 |
3 |
|
|
16 |
14 |
50,000 |
49,999 |
49,998 |
50,001 |
50,000 |
–0,083 |
0,004 |
50 |
0 |
–3 |
3 |
|
|
17 |
15 |
50,002 |
50,000 |
50,007 |
49,995 |
50,001 |
0,253 |
0,012 |
50 |
0 |
–3 |
3 |
|
|
18 |
16 |
49,999 |
49,985 |
50,006 |
50,003 |
49,998 |
–0,323 |
0,020 |
50 |
0 |
–3 |
3 |
|
|
19 |
17 |
49,995 |
49,997 |
49,997 |
50,003 |
49,998 |
–0,418 |
0,008 |
50 |
0 |
–3 |
3 |
|
|
20 |
18 |
49,996 |
49,995 |
49,991 |
50,002 |
49,996 |
–0,782 |
0,011 |
50 |
0 |
–3 |
3 |
|
|
21 |
19 |
49,997 |
49,992 |
50,006 |
50,000 |
49,999 |
–0,220 |
0,015 |
50 |
0 |
–3 |
3 |
|
|
22 |
20 |
49,998 |
50,002 |
50,001 |
50,003 |
50,001 |
0,200 |
0,005 |
50 |
0 |
–3 |
3 |
|
Результаты исследования и их обсуждение
Проведенные исследования показали теоретическую возможность применения карт Шухарта при малых объемах производства и частой смене заготовок и деталей на технологическом оборудовании. Показано, что эффективным методом может быть использование карты Шухарта с варьируемыми границами.
Заключение
Анализ системы управления качеством показал необходимость модификации контрольных карт Шухарта. Предложена и реализована методика построения ( )-карт Шухарта с варьируемыми границами.
)-карт Шухарта с варьируемыми границами.
Для повышения точности и надежности результатов использования карт Шухарта с варьируемыми границами необходимы дальнейшие исследования различных технологических процессов, в том числе с использованием аппарата анализа малых выборок и байесовского подхода.
Методика предлагается для использования на машиностроительных предприятиях. Для ее применения не требуются специальные знания в программировании, достаточно иметь общее представление о работе в MS Excel.
Библиографическая ссылка
Юдин С.В., Протасьев В.Б., Подкопаев Р.Ю., Юдин А.С. КАРТЫ ШУХАРТА С ВАРЬИРУЕМЫМИ ГРАНИЦАМИ // Современные наукоемкие технологии. 2018. № 12-1. С. 174-178;URL: https://top-technologies.ru/ru/article/view?id=37282 (дата обращения: 07.06.2026).