



При вибрационном сверлении сверлу или обрабатываемой детали сообщается возвратно-поступательное движение в направлении подачи. При этом образование сливной стружки становится невозможным даже при сверлении вязких материалов, так как во время одного оборота сверла стружка несколько раз обрывается. Дробление стружки зависит от соотношения частоты вращения сверла и частоты вибрации. Таким образом, для реализация процесса вибрационного сверления требуется движение подачи, осуществление вибрации и движение вращения. Данные виды движения могут передаваться как инструменту, так и заготовке [1].
Цель исследования: провести анализ существующих конструкций, позволяющих производить процесс вибрационного сверления. Разработать способ вибрационного сверления, позволяющий реализовать рациональные схемы. Разработать конструктивную схему устройства для осуществления процесса вибрационного сверления.
Материалы и методы исследования
Для анализа существующих методов вибрационного сверления составим матрицу 26 (таблица).
Матрица 26
|
№ |
Вращение заготовки |
Подача заготовки |
Вибрация Заготовки |
Вращение инструмента |
Подача инструмента |
Вибрация Инструмента |
|
1 |
+ |
+ |
+ |
+ |
+ |
+ |
|
2 |
+ |
+ |
+ |
+ |
+ |
– |
|
3 |
+ |
+ |
+ |
+ |
– |
+ |
|
4 |
+ |
+ |
+ |
+ |
– |
– |
|
5 |
+ |
+ |
+ |
– |
+ |
+ |
|
6 |
+ |
+ |
+ |
– |
+ |
– |
|
7 |
+ |
+ |
+ |
– |
– |
+ |
|
8 |
+ |
+ |
+ |
– |
– |
– |
|
9 |
+ |
+ |
– |
+ |
+ |
+ |
|
11 |
+ |
+ |
– |
+ |
– |
+ |
|
13 |
+ |
+ |
– |
– |
+ |
+ |
|
15 |
+ |
+ |
– |
– |
– |
+ |
|
17 |
+ |
– |
+ |
+ |
+ |
+ |
|
18 |
+ |
– |
+ |
+ |
+ |
– |
|
21 |
+ |
– |
+ |
– |
+ |
+ |
|
22 |
+ |
– |
+ |
– |
+ |
– |
|
25 |
+ |
– |
– |
+ |
+ |
+ |
|
29 |
+ |
– |
– |
– |
+ |
+ |
|
33 |
– |
+ |
+ |
+ |
+ |
+ |
|
34 |
– |
+ |
+ |
+ |
+ |
– |
|
35 |
– |
+ |
+ |
+ |
– |
+ |
|
36 |
– |
+ |
+ |
+ |
– |
– |
|
41 |
– |
+ |
– |
+ |
+ |
+ |
|
43 |
– |
+ |
– |
+ |
– |
+ |
|
49 |
– |
– |
+ |
+ |
+ |
+ |
|
50 |
– |
– |
+ |
+ |
+ |
– |
В таблице плюсом отмечен параметр, который реализованный в данной схеме, а знак минус означает, что параметр не активен. Таким образом, для реализации процесса сверления необходимо, чтобы в схеме плюсом были обозначены вращение, подача и вибрация заготовки или инструмента.
Проанализировав результаты таблицы, можно схемы разделить на три категории:
1. Процесс вибрационного резания не происходит, так как отсутствует как минимум один из параметров и у заготовки и у инструмента. Данные позиции отмечены номерами 10, 12, 14, 16, 19, 20, 23, 24, 26, 27, 28, 30, 31, 32, 37, 38, 39, 40, 42, 44, 45, 46, 47, 48, 51, 52, 53, 54, 55, 56, 58, 59 60, 61, 62, 63, 64 (в таблице не представлены).
2. Процесс вибрационного резания происходит, однако один или более параметров активны как у заготовки, так и у инструмента, что снижает технологичность процесса резания. Данные позиции отмечены номерами 1, 2, 3, 4, 5, 6, 7, 9, 11, 13, 17, 18, 21, 25, 33, 34, 35, 41, 49.
3. Процесс вибрационного резания происходит, параметры подача, вращение и вибрация присущи одному из элементов системы заготовке или инструменту, что благоприятно сказывается на технологичности детали. Данные позиции отмечены номерами 8, 15, 22, 29, 36, 43, 50, 57.
Рассмотрим более подробно схемы, которые представлены в пункте 3 (рис. 1).
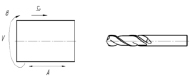
а) б)
в) г)
Рис. 1. Схемы вибрационного резания (А – вибрации, Sz – подача, V – вращение): а) схема 8; б) схема 15; в) схема 22; г) схема 29
На рис. 1, а, представлена схема 8. В этой схеме вращение, подача и вибрация осуществляется за счет перемещения заготовки. Это нетехнологично вследствие того, что на станках токарной группы затруднительно обеспечить подачу шпинделя, а на станках сверлильной и фрезерных групп закрепить заготовку в шпинделе станка, так как это в свою очередь негативно скажется на технологичности, точности и долговечности оборудования. Схема, представленная на рис. 1, б, имеет аналогичный недостаток присущий предыдущей схеме. На рис. 1, в, представлена схема, характеризующаяся тем, что вращение и вибрация передаются заготовке, а подача осуществляется инструментом. Применение данной схемы возможно на станках токарной группы, с применением приспособлений, обеспечивающих вращение с наложением вибраций, однако применение данной схемы предполагает установку заготовки в данное приспособление, что снижает диапазон распространения данного способа [2, 3].
Также в конструкции шпинделя для обеспечения вращения используются подшипники или другие конструктивные элементы, позволяющие получать необходимую точность и жесткость оборудования, а наложение вибраций на данные конструктивные элементы будет нести негативный характер и приведет к изнашиванию данных элементов и преждевременному выходу из строя технологического оборудования.
Схема по таблице с номером 29 (рис. 1, г) обеспечивается при вращении заготовки, а подача и вибрации осуществляются инструментом. Такая схема является наиболее выгодной для применения на станках токарной группы, кинематическая схема станка данной группы в классическом понимании процесса, однако встречаются решения и на другом технологическом оборудовании.
Результаты исследования и их обсуждение
Примером вышеуказанного вида обработки может являться разработка Тольяттинского государственного университета, где вибрационная обработка происходит за счет применения в конструкции устройства резонатора комплексных колебаний волноводного преобразователя) – упругого элемента. Преобразующее энергию процесса резания в комплексные крутильно-продольные колебания режущего инструмента, характеризующиеся определенной частотой и амплитудой. Изменение вылета резонатора – длины консольной части – обеспечивает возможность регулировки амплитуд и частот вибраций инструмента при обработке в некоторых пределах и, следовательно, возможность оптимизации операции механической обработки по критериям точности, производительности, стойкости инструмента и т.д. Регулировка достигается за счет изменения рабочей длины волновода, т.е. изменения длины паза до «сплошного сечения». Для создания «сплошного сечения» предлагается использовать два конических штифта. которые с «натягом» вывалятся, а паз в рабочем состоянии сверлильной головки и располагается в нем с зазором о состоянии регулировки рабочей длины волновала [4, 5].
Еще одним примером подобного оборудования является следующее устройство, представляющее собой сложную конструкцию электродинамического вибровозбудителя, а именно электрическая схема подключения катушек, а также передача вибраций на шпиндель станка, приводящая к сокращению ресурса станочного оборудования, увеличивает себестоимость обработки. Применение вибрационного оборудования на основе постоянных магнитов позволит значительно снизить его себестоимость [6].
В течение последних лет свойства постоянных магнитов заметным образом изменились. На практике это означает, что неодимовый магнит, небольшого размера, способен создавать механические усилия, которые вполне соответствуют усилиям, характерным для обычных машин и механизмов, т.е. – десятки и сотни килограммов [6].
Спроектированное устройство для вибрационного сверления содержит корпус и крышку корпуса, в которых посредством подшипников закреплен входной вал. Вращение с входного вала посредством гибкой связи передаётся на выходной вал, на котором расположены магниты. При вращении выходного вала магниты взаимодействуют с расположенными в магнитных корпусах магнитами, установленными таким образом, чтобы соблюдалась обратная полярность относительно магнитов, расположенных в выходном валу. В процессе взаимодействия создаются вибрации, частота которых определяется количеством магнитов в выходном валу и магнитов в магнитных корпусах [6].
Усилие вибрации регулируется расстоянием между магнитами выходного вала и магнитами, расположенными в корпусах магнитов, регулирующимися посредством резьбы на корпусе и крышке корпуса устройство для вибрационного сверления, и магнитных корпусах. Амплитуда вибрации ограничивается регулировочной гайкой, в которой находится подшипник с возможностью осевого перемещения и между регулировочной гайкой и выходным валом находятся упорные подшипники, между которыми находятся пружины для гашения ударов между выходным валом и регулировочной гайкой [6].
Амплитуда вибрации ограничивается регулировочной гайкой, в которой находится подшипник с возможностью осевого перемещения и между регулировочной гайкой и выходным валом находятся упорные подшипники, между которыми находятся пружины для гашения ударов между выходным валом и регулировочной гайкой [6–8].
Сверление глубоких отверстий вызывает в производственных условиях особые затруднения; значительную рационализацию операций глубокого сверления получают при использовании метода вибрационного резания с заданием вынужденных колебаний в осевом направлении [9]. В МВТУ им. Баумана разработана промышленная конструкция станка для сверления глубоких отверстий в труднообрабатываемых материалах. Станок выполнен по схеме горизонтального сверления. Деталь вращается в патроне шпинделя, а сверло закреплено в суппорте на штоке механогидравлического вибросуппорта [9]. Таким образом, оно имеет равномерное движение подачи и вибрирует. Обработку проводят сверлами для глубокого сверления одностороннего резания с внутренним подводом жидкости и наружным отводом стружки, оснащенными пластинкой твердого сплава ВК8; материал корпуса сверла Р9, Р18 или У8А. Применение метода вибрационного резания в сочетании с использованием твердосплавного инструмента и подачи СОЖ под высоким давлением непосредственно в зону резания позволяет повысить производительность на операции сверления отверстий диаметром 4,5 мм в сплаве ЭИ827 на глубину 35 мм в 4–5 раз и резко сократить расход инструмента [9].
При реализации данной схемы вращение передается заготовке, подача осуществляется инструментом, как и в классическом случае, обработке, а вибрации накладываются на инструмент, что не приводит к негативным последствием от вибраций на вращающиеся узлы и механизмы оборудования. В связи с чем обусловлено такое многообразие решений данной технологической задачи.
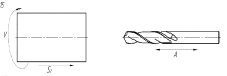
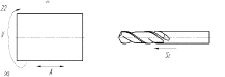
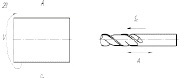
Схема 36 (рис. 2, а) применима на станках сверлильных и фрезерных группах, в которых подача реализуется перемещением стола станка. Данная схема отличается тем, что подача и вибрации образуются перемещением заготовки, а вращение осуществляется инструментом. Все это, как и в предыдущем случае, благоприятно сказывается на стойкости и долговечности оборудования. Это обеспечивается тем, что вибрации не передаются на вращающиеся детали станка, вибропривод располагается на столе станка, который выполнен таким образом, чтобы гасить динамические нагрузки, вызываемые при обработке. Вследствие вышесказанного данная схема является наиболее технологичной и реализация процесса вибросверления по такой схеме с минимальной степенью скажется на долговечности технологического оборудования.



а) б) в) г)
Рис. 2. Схемы вибрационного резания (А – вибрации, Sz – подача, V – вращение): а) схема 36; б) схема 43; в) схема 57; г) схема 50
Схема под номером 43 может быть реализована на станках сверлильной и фрезерной групп кинематическими схемами, подразумевающими перемещения стола станка рис. 7 с применением специальных приспособлений. Пример такого устройства разработан в Юго-Западном государственном университете. Однако здесь мы опять наблюдаем наложение вибраций на вращающиеся узлы станка.
Устройство для вибрационного сверления содержит корпус, внутри которого установлены вал-шпиндель, упругие держатели, электродинамический вибровозбудитель, который состоит из двух катушек индуктивности. Электродинамический вибровозбудитель имеет кинематическую связь с валом-шпинделем через радиально-упорный подшипник. Вал-шпиндель связан со шпинделем станка через передаточный механизм планетарного типа. Для придания дополнительной жесткости устройству вибрационного сверления в процессе обработки и возможности равномерного вращения, на вал-шпиндель устанавливаются радиально-упорные подшипники, помешенные в корпус. Перемещение в осевом направлении производится по бронзовым втулкам.
Предлагаемое устройство работает следующим образом. Вращательное движение на вал-шпиндель с инструментом передается от шпинделя станка посредством передаточного механизма планетарного типа. Передача дополнительного вертикального возвратно-поступательного осевого движения, с заданным усилием и амплитудой на вал-шпиндель с инструментом, осуществляется под воздействием электродинамического вибровозбудителя [10].
Аналогичную ситуацию мы наблюдаем при вибрационном сверление в таблице под номером 57 (рис. 2, в) представленной выше таблицы, так же как и предыдущая схема может реализовываться посредством приспособлений на станках сверлильной и фрезерных групп. Схема, обозначенная позицией 50 (рис. 2, г), применима на станках сверлильных и фрезерных групп, в которых подача реализуется перемещением шпинделя станка, но отличается тем, что вибрации накладываются на деталь, которая в данном случае не имеет вращения.
Исходя из анализа предложенных схем, была разработана конструкция вибропривода, приведенная на рис. 3.
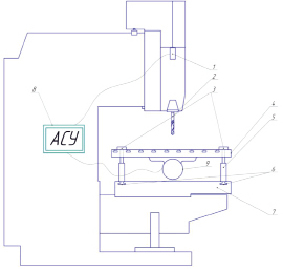
Рис. 3. Схема вибропривода на фрезерном станке: 1 – датчик скорости шпинделя, 2 – инструмент, 3 – регулировочные болты, 4 – вибростол, 5 – втулки, 6 – крепежные болты, 7 – стол станка, 8 – автоматическая система управления, 9 – вибропривод
Данное устройство работает следующем образом, на столе станка 7 закреплены втулки, имеющие резьбу посредством которой и регулировочных болтов 3 закреплен вибростол 4 с возможностью посредством регулировочных болтов 4 изменять амплитуду. Внизу вибростола расположен вибропривод, состоящий из двигателя и асимметричного груза. Вибропривод в свою очередь соединен с автоматической системой управления, которая посредством датчика скорости 1 считывает скорость шпинделя и настраивает частоту вращения двигателя вибропривода и, соответственно, частоту вибраций, усилие вибраций регулируется массой ассиметричного груза на валу данного двигателя.
Заключение
Был проведен анализ существующих конструкций, позволяющих производить процесс вибрационного сверления. В процессе анализа были рассмотрены все возможные схемы резания с наложением вибраций, были выявлены схемы наиболее рациональные для таких групп станков, как токарные, фрезерные, сверлильные с подвижным шпинделем или с подвижным столом, с точки зрения технологичности, и рационального использования станочного оборудования. Был предложен способ вибрационного сверления, позволяющий реализовать рациональные схемы, разработана конструктивная схема устройств для осуществления процесса вибрационного сверления.
Работа выполнена в рамках финансирования Стипендии Президента Российской Федерации молодым ученым и аспирантам, осуществляющим перспективные научные исследования и разработки по приоритетным направлениям модернизации российской экономики, на 2018–2020 годы СП-591.2018.1.
Библиографическая ссылка
Разумов М.С., Гатиев М.Ш., Гладышкин А.О., Дрынова О.И., Скрипкина Е.В., Панин А.А., Смирнова А.Н. РАЗРАБОТКА СПОСОБА ВИБРАЦИОННОГО СВЕРЛЕНИЯ НА ОСНОВЕ АНАЛИЗА КИНЕМАТИЧЕСКИХ СХЕМ С УЧЕТОМ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК СТАНОЧНОГО ОБОРУДОВАНИЯ // Современные наукоемкие технологии. 2018. № 9. С. 103-108;URL: https://top-technologies.ru/ru/article/view?id=37168 (дата обращения: 03.07.2026).