



Лигнин является одним из наиболее распространенных природных полимеров и крупнотоннажным отходом гидролизной и целлюлозно-бумажной промышленности. В то же время лигнин – потенциальный источник для получения ароматических соединений в качестве альтернативы ископаемому топливу [13, 14].
Проблема увеличения ценности лигнина как вторичного сырья не теряет актуальности. В этой связи окислительная деструкция полимерной молекулы лигнина представляет собой традиционный и, одновременно, перспективный подход и позволяет получать высокофункциональные мономерные и олигомерные продукты, которые далее могут применяться в химической и фармацевтической и многих других областях промышленности [11, 13, 14]. Особое внимание уделяется каталитическим методам окисления, в том числе биокатализу, биомиметическому, металлоорганическому катализу [15]. Перспективной технологией модифицирования лигнинов с высокой степенью утилизации является фотокатализ, в результате которого могут быть получены такие низкомолекулярные продукты, как, например, фенол, бензол, толуол и ксилол [14]. Значительное количество публикаций посвящено процессам электрохимического модифицирования лигнинов с целью увеличения их реакционной способности и дальнейшего применения в качестве активных ингредиентов композиционных материалов [2–4, 6–8, 10].
Наиболее распространенные способы модифицирования лигнина – окисление и хлорирование. Модифицирование лигнина во многих случаях осуществляют в щелочных растворах, что связано с растворением лигнина в данной среде и наиболее глубокими и полными процессами окисления. Однако в этом случае возникают проблемы дальнейшей утилизации отработанных растворов. Кислые и органические растворы также пригодны для окислительного модифицирования лигнинов [2–4, 8, 10]. Так, при электролизе ГЛ в растворе соляной кислоты параллельно с процессами присоединения атомов хлора (либо электрофильного замещения функциональных групп лигнина атомами хлора) происходит сильное окисление лигнина. Параллельно с внедрением в структуру атомов хлора происходит деструкция и значительное уменьшение молекулярной массы лигнина [2, 4]. Электролиз гидролизных лигнинов в растворах плавиковой кислоты приводит к получению сильно окисленных препаратов лигнина [8].
Окисленные лигнины представляют значительный интерес как антипирены для композиционных материалов и, в частности, для материалов из древесины [9]. Механизм действия окисленного лигнина в качестве огнезащитной пропитки древесины основан на поверхностном коксообразовании за счет реакций твердофазного ингибирования процессов высокотемпературной деструкции целлюлозы затрудненными полифенолами, содержащимися в структуре лигнина.
В данной публикации представлены результаты исследований по разработке негорючих композиций на основе эпоксидной смолы и лигнинов, немодифицированных и окисленных (содержащих хлор (ОХЛ) и без хлора (ОЛ)).
Материалы и методы исследования
Окисленные лигнины получали модифицированием гидролизного лигнина (ГЛ) кукурузной кочерыжки следующего состава ( %): С – 66,6; Н – 6,1; О – 27,3; ОСН3 – 17,8; СООН – 5,7; ОНфен – 4; ОНобщ – 14,2; СОобщ – 3,2. Исходный лигнин размалывали в шаровой мельнице и просеивали, отбирали фракцию менее 45 мкм. Содержание карбоксильных групп в ГЛ составляло 5,7 %, общих гидроксильных 17,8 %. Процессы окисления и хлорирования проводили в бездиафрагменном электролизере объемом 500 мл при температуре окружающей среды на анодах из углеродных материалов [9, 10] в растворах соляной и плавиковой кислот. Для синтезов в растворах плавиковой кислоты, в частности, применяли электролизер из полипропилена и электроды из стеклографита. Соответственно получали окисленный хлорированный лигнин (ОХЛ) в растворе соляной кислоты и окисленный лигнин (ОЛ) – в растворе плавиковой кислоты. После окончания электролиза модифицированный лигнин отфильтровывали досуха, промывали дистиллированной водой до нейтральной реакции среды и высушивали. Кислые электролиты корректировали добавлением исходного электролита и снова использовали. Окисленные лигнины сушили до постоянной массы и применяли для получения композиций.
Эпоксидные композиции готовили на основе смолы ЭД-20 (ГОСТ 10587-84). В качестве антипиренов применяли: моногидрат дигидроортофосфата кальция – Ca(H2PO4)2•H2O; полифосфат аммония (ПФА) – (NH4PO3)n. В качестве пластификатора и для улучшения свойств огнестойкости применяли трикрезилфосфат (TКФ) – (СН3С6Н4O)3РО.
Образцы композиций получали в гибких формах из полипропилена. Компоненты перемешивали вручную. Полученную смесь выдерживали в термошкафу при температуре 50 °С. Твердость по Бриннелю определяли в соответствии с ГОСТ 4670-91. Плотность образцов устанавливали методом гидростатического взвешивания. Водопоглощающую способность определяли по увеличению массы образцов после их выдерживания в дистиллированной воде в течение 24 ч при комнатной температуре.
Результаты исследования и их обсуждение
Проблема снижения горючести эпоксидных композитов весьма актуальна [1, 5, 6, 11, 12]. Применению модифицированных лигнинов в качестве ингредиентов эпоксидных полимеров, в частности, посвящены публикации [1, 6].
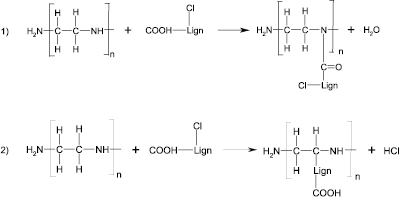
Химическая активность макромолекул окисленных лигнинов в реакциях полимеризации или сополимеризации главным образом определяется реакционной способностью –ОН-групп (алифатической и ароматической части молекулы), в том числе в составе карбоксильных групп, и других модифицирующих групп и атомов. Авторы работы [6] исследовали отверждение эпоксидных олигомеров электрохимически фосфорилированным лигнином с содержанием фосфора до 18 %. Показано, что отверждение эпоксидных олигомеров происходит за счет взаимодействия =POCl и –POCl2 групп в составе модифицированного лигнина с эпоксидными группами, а увеличение содержания фосфора в модифицированном лигнине способствует значительному понижению температуры отверждения эпоксидной композиции вплоть до 15–20 °С и сокращению времени отверждения. Особенностью лигнинов, модифицированных хлором в кислой среде, является высокое содержание карбоксильных групп. Именно карбоксильные группы, как было ранее доказано, в значительной степени определяют реакционную способность лигнинов в реакциях с эпоксидными олигомерами. При взаимодействии ОХЛ с эпоксидной смолой возможны следующие реакции:
Степень взаимодействия эпоксидной смолы с ОХЛ, содержащими 12,5, 18,3 и 25 % групп –СООН, выражается зависимостью содержания остаточных карбоксильных групп от температуры отверждения эпоксидных композитов (рисунок).
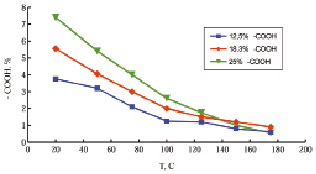
Содержание остаточных карбоксильных групп в композициях ЭД-20 + 30 % ОХЛ в зависимости от температуры отверждения. Содержание карбоксильных групп в образцах ОХЛ: 1 – 25 %, 2 – 18,3 %, 3 – 12,5 %
При комнатной температуре взаимодействие ОХЛ с ЭДП не происходит. Однако по мере увеличения температуры вплоть до 125 °С в отвержденных образцах наблюдается интенсивное уменьшение содержания –СOOH групп, которое замедляется в интервале температур 125…175 °С.
Аналогичные результаты наблюдали при исследовании взаимодействия ОЛ с ЭДП. При этом следует отметить, что, несмотря на взаимодействие окисленных лигнинов (хлорированных и без хлора) с эпоксидной смолой, отверждение композиций в полной мере не происходит, как это наблюдалось при работе с фосфорилированными лигнинами авторами [6]. Поэтому отверждение композиций на основе эпоксидной смолы и лигнинов проводили с добавлением полиэтиленполиамина (ПЭПА).
Наилучшие составы композиций, выявленные в результате проведения экспериментов при температуре окружающей среды, представлены в табл. 1.
Таблица 1
Результаты отверждения компаундов на основе эпоксидной смолы ЭД-20 и лигнинов
|
№ компо-зиции |
Содержание, % |
Время отверждения, мин |
Уменьшение массы при горении, % ** |
Тип антипирена |
|||
|
ЭД-20 |
ГЛ* |
ПЭПА |
Антипирен |
||||
|
1 |
73 |
10 |
12 |
– |
40 |
1 |
ОЛ |
|
2 |
63 |
20 |
12 |
– |
50 |
0,8 |
|
|
3 |
53 |
30 |
12 |
– |
50 |
0,8 |
|
|
4 |
73 |
10 |
12 |
5,0 |
40 |
0,7 |
ТКФ |
|
5 |
63 |
20 |
12 |
5,0 |
30 |
0,6 |
|
|
6 |
63 |
20 |
12 |
5,0 |
50 |
0,9 |
МФК |
|
7 |
73 |
10 |
12 |
5,0 |
35 |
1,3 |
|
|
8 |
73 |
10 |
12 |
5,0 |
35 |
1,3 |
ПФА |
Примечание. * композиции 1–3 содержат ОЛ; композиции 4–8 – немодифицированный ГЛ. ** Уменьшение массы образца композита определяли после контакта с пламенем газовой горелки в течение 3 минут.
Отвержденные композиции с ОХЛ были получены только при использовании в качестве антипирена трикрезилфосфата в количестве 5 мас. %. При этом содержание ОХЛ и ПЭПА в композициях составляло 10 % и 12 % или 20 % и 6 %; время отверждения – 45 и 60 мин соответственно.
Отверждение композиций, содержащих немодифицированный гидролизный лигнин, при концентрации ПЭПА ниже 12 % не происходило. При получении композиций с содержанием 20 % ГЛ введение лигнина в шихту представляло трудности из-за плохой смачиваемости. При содержании ГЛ и ПЭПА 20 % и 6 % соответственно композит с приемлемыми физико-механическими свойствами был получен только в случае применения трикрезилфосфата в качестве антипирена.
Были исследованы физико-механические свойства композиций, полученных с применением окисленного лигнина (ОЛ) и немодифицированного гидролизного лигнина, представленных в табл. 1 (табл. 2).
В соответствии с данными табл. 2 увеличение содержания лигнина в композициях сопровождается повышением твердости композиций. Развитая пространственная структура макромолекулы лигнина приводит к значительному снижению плотности композиций, причем наименьшая плотность проявляется у компаундов, содержащих в качестве антипирена трикрезилфосфат (объемная молекула по сравнению с ПФА и двойным суперфосфатом). Поскольку лигнины, особенно модифицированные, являются веществами с гидрофильным характером, у композиций наблюдается увеличение водопоглощающей способности.
Таблица 2
Физико-механические свойства отвержденных композиций
|
№ композиции |
Твердость по Бриннелю, МПа |
Плотность, кг/м3 |
Водопоглощение, % |
|
без лигнина |
110 |
1240 |
0,05 |
|
1 |
150 |
910 |
1,8 |
|
2 |
185 |
750 |
2,4 |
|
3 |
200 |
790 |
2,7 |
|
4 |
140 |
920 |
1,6 |
|
5 |
180 |
720 |
2,5 |
|
6 |
190 |
800 |
2,8 |
|
7 |
145 |
890 |
1,7 |
|
8 |
153 |
910 |
1,7 |
Представленные эпоксидные композиции обладают высокой огнестойкостью. При контакте с факелом газовой горелки в течение 3 мин масса образцов композитов уменьшалась, как правило, не более чем на 1 %. Самостоятельного горения композиций после контакта с пламенем газовой горелки не наблюдали.
Выводы
1. Получены новые негорючие композиции на основе смолы ЭД-20 и гидролизных лигнинов (окисленных и немодифицированных) с добавлением полиэтиленполиамина и антипиренов, которые отличаются пониженной плотностью и превосходят ненаполненные компаунды по твердости.
2. Установлено, что максимально допустимые количества лигнинов в эпоксидных композициях тем выше, чем выше степень модифицирования макромолекулы лигнина. Так, качественные композиции с окисленным лигнином были получены при его содержании 30 %, в то время как введение в композицию 20 % немодифицированного гидролизного лигнина в некоторых случаях являлось критическим.
3. Определено, что наименьшее время отверждения и наилучшие физико-механические свойства среди композиций на основе эпоксидной смолы и лигнинов с добавлением ПЭПА и антипиренов имеют композиции, содержащие трикрезилфосфат.
4. Уменьшение массы полученных образцов композитов после контакта с пламенем газовой горелки в течение 3 мин не превышает 1 %. Эпоксидные композиции, содержащие окисленный лигнин (ОЛ), являются негорючими без дополнительного введения антипирена.
Библиографическая ссылка
Сапегина А.Г., Иванова Т.Г., Марьева Е.А. ЛИГНИНЫ В КАЧЕСТВЕ ИНГРЕДИЕНТОВ ЭПОКСИДНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ // Современные наукоемкие технологии. 2017. № 5. С. 63-67;URL: https://top-technologies.ru/ru/article/view?id=36669 (дата обращения: 17.05.2026).