



Для разработки новых теплоизоляционных материалов есть несколько факторов. Во-первых, это Федеральная целевая программа «Жилище» на 2016–2020 годы. Во-вторых, повышение требований по тепловой защите зданий. В-третьих, принятие закона «Об энергосбережении и энергоэффективности» [1, 2, 3]. Важны также экономические показатели материалов и их экологическая безопасность [4, 5].
Сейчас разработаны технические решения одно-, двух- и трехслойных наружных стен. Это относится к ненесущим или навесным, но также к несущим ограждающим конструкциям с использованием ячеистого бетона, включая, конечно, и пенобетон [3, 6, 7].
Однослойные стены, в большей степени, применяются в виде навесных панелей после монтажа к несущим конструкциям. В малоэтажных домах такие стены могут быть самонесущими и выполняться из блоков.
Двухслойные навесные стены (панели) могут быть, как известно, ненесущими, несущими и самонесущими. Такие стены могут выполняться из пенобетона марок по средней плотности D200 и D250 с наружной скорлупой из фибробетона толщиной 15...30 мм. Иногда наружный слой наносится торкретированием по объёмной просечной оцинкованной металлической сетке. Нагрузка от массы стены, в данном случае, передается на перекрытие через консоли. С внутренней стороны ограждающая конструкция затирается или штукатурится цементно-песчаным раствором по стальной сетке. Сетка соединяется с наружным слоем гибкими оцинкованными стальными связями, которые проходят через толщину пенобетона.
Трёхслойные стены, чаще всего, несущие. На них передают свою массу перекрытия. Они могут также быть и навесными ненесущими. Трехслойные панели являются многослойными конструкциями со срединным теплоизоляционным слоем из лёгкого бетона низкой средней плотности, малой прочности и низкой теплопроводности. Наружные слои выполняются, в основном, из конструкционных бетонов. Ячеистые бетоны имеют высокую прочность сцепления с тяжёлым бетоном. Это позволяет изготовливать многослойные конструкции с разной средней плотностью и прочностью. Но для этого требуется строго последовательная укладка слоёв в едином технологическом цикле и образования монолитного сечения изделия. Это исключает установку стальных или других связей между слоями.
Весьма эффективна трехслойная навесная стена с наружным и внутренним штукатурными слоями по металлической сетке толщиной не менее 20 мм или с нанесением торкретбетона толщиной не менее 20 мм по просеченной металлической сетке.
Видимо, такую конструкцию стены, с одной стороны, можно рассматривать как однослойную из пенобетона марки по средней плотности D200 или D250, возведенную с использованием несъемной опалубки с двух сторон в виде жестко зафиксированной металлической сетки. С другой стороны, как трёхслойную с учётом работы слоёв торкретбетона в расчётах стены на прочность, но при условии обеспечения совместной работы слоёв.
Трехслойная навесная стена с теплоизоляцией из пенобетона марок от D150 до D200 может быть получена при помощи несъемной опалубки в виде внутреннего и наружного слоёв из кирпичной кладки толщиной в полкирпича (120 мм). Слои кирпичной кладки соединяются между собой оцинкованными металлическими стержнями или связями из базальтового пластика, который имеет низкую теплопрводность и стоек в щелочной среде твердеющего портландцемента.
Трехслойные несущие стены могут иметь внутренний несущий слой:
– из монолитного тяжёлого железобетона;
– из конструкционного легкого бетона;
– из сборных железобетонных панелей;
– из кирпичной кладки.
Трехслойные несущие стены могут иметь наружный защитный слой:
– из железобетонных, например, фибробетонных скорлуп;
– из кирпичной кладки или других материалов.
Средний теплоизоляционный слой может изготовляться из пенобетона марок по средней плотности D200 или D250. Плиты перекрытия при этом опираются на несущий внутренний слой стены.
Применение пенобетона в наружных стенах зданий в рассмотренных технических решениях по сравнению с ограждающими конструкциями с применяемыми плитными утеплителями из минеральной ваты или пенополистирола обеспечивает некоторые преимущества. К ним относятся:
– улучшение воздухообмена, влагомассопереноса и теплозащитных характеристик стены, экологическая чистота конструкции, что повышает комфортность жилища;
– существенное повышение пожаростойкости, долговечности и надежности в эксплуатации стеновых конструкций и здания в целом.
Но улучшение воздухообмена и влагомассопереноса через стену, по мнению авторов [8, 9], может приводить к дополнительным потерям тепла и увеличивает парниковый эффект.
Кроме того, теплоизоляцию из пенобетона можно эффективно использовать при устройстве утепления кровли зданий, резервуаров различного назначения и т.п.; при утеплении кровли и наружных стен реконструкции зданий [3, 7].
Кризис 2008 и 2009 годов мало повлиял на производство ячеистых бетонов. Общий объём вырос за эти годы на 25…30 %. В основном это произошло за счёт индивидуального и малоэтажного строительства.
Указанные Федеральные программы направлены на повышение обеспеченности населения жильем до 24 м2 на человека; внедрение новых современных энергоэффективных технологий в производство строительных материалов и жилищное строительство.
Для реализации Указа Президента РФ № 889 от 4 июня 2008 года «О некоторых мерах по повышению энергетической и экологической эффективности российской экономики» был принят Федеральный закон № 384-ФЗ «Технический регламент о безопасности зданий и сооружений». Он включает СП 50.13330.2012 «Тепловая защита зданий» (редакция СНиП 23-02-2003). Этот свод правил принят по постановлению Правительства РФ «Об энергосбережении и о повышении энергетической эффективности и о внесении изменений в отдельные законодательные акты Российской Федерации» № 18 от 25 января 2011 года. По этим документам должен быть уменьшен удельный расход энергоресурсов на каждое здание по сравнению с базовым (по нормам 2003 – 2010 годов) на 30 % с 2016 года и на 40 % – с 2020 года. По новым нормативам приведённое сопротивление теплопередаче ограждающих конструкций увеличивается на 20...75 % по сравнению с предыдущим этапом. А по сравнению с нормами 2000 года – в 3...3, 5 раза. Поэтому надо пересмотреть существующие конструктивные решения для повышения термического сопротивления и сроков службы ограждающих конструкций.
По программе «Жилище» на 2016...2020 годы необходимо развитие жилья экономического класса и продвижение передовых энергоэфективных и экологически безопасных технологий строительства при цене 1 м2 общей площади до 30 тысяч рублей. Этого можно достигнуть в малоэтажном домостроении с применением ячеистых бетонов.
В 2010 году было выпущено мелких стеновых блоков из ячеистого автоклавного бетона около 6,1 млн м3, а из неавтоклавного ячеистого бетона – 2,6 млн м3. В сумме – около 14,1 млн м2, или 23,5 % от общей площади (60 млн м2), введенной в 2010 году в РФ. В 2015 году объём производства автоклавного и неавтоклавного ячеистого бетона был 9,1 млн м3 и 5,5 млн м3 соответственно и составил 14,6 млн м3 или 23,7 млн м2, т.е. 20,1 % от общей площади (85 млн м2), построенной в стране. По данным [6, 7], производство ячеистого бетона в 2020 году достигнет 15 млн м3 автоклавного твердения (включая 20 % армированного) и 8,1 млн м3 – неавтоклавного, что в пересчете на квадратные метры общей площади составит 36,16 млн м2 или 25 % от общего объема ввода жилья.
Из научно-технической литературы известно, что почти всем предприятиям, где производятся ячеистые бетоны в настоящее время, не более 10...15 лет [3, 6, 8]. Крупнейшие предприятия РФ производят свыше 100 тыс. м3 в год. Также работают заводы меньших мощностей. По информации «Агентства строительной информации», в России имеется более 150 крупных и мелких предприятий по производству ячеистого бетона и изделий из него [3, 6, 8]. Очень крупные и мощные заводы ячеистых бетонов построены в Белорусии, откуда осуществляются поставки продукции.
К крупнейшим предприятиям, производящим ячеистые бетоны в России, относятся:
- ОАО «Липецкий завод домостроения». Работает на оборудовании «Hebel)» (ФРГ).
- Линия по производству блоков из ячеистого бетона на Новолипецком металлургическом комбинате, работает на оборудовании «Hebel» (ФРГ).
- Липецкий комбинат силикатных изделий, работает на оборудовании «Hebel» (ФРГ).
- Комбинат ЖБИ № 211 в посёлке Сертолово в Ленинградской области, который работает на оборудовании «Hebel» (ФРГ);
- ООО «Рефтинское объединение «Теплит».
- ОАО «Аэрок СПб», использующие оборудование фирмы «Wehrhahn» (ФРГ).
- ОАО «Коттедж» (Самарская область) – на оборудовании фирмы «YTONG» (Швеция).
- Ижевский завод ячеистых бетонов (Ижевск).
- Завод «Кирпич силикатный» (Мордовия).
- Вятский завод «Кировгазосиликат» (Вятка).
- Завод «Бетфор» (Екатеринбург).
- «Теплит» – Рефтинский завод газозолобетонных изделий (Свердловская область, г. Асбест, посёлок Рефтинский).
Заводы ячеистых бетонов работают в Костроме, Твери, Рязани, Калуге, Ростове-на-Дону, Белгороде, в Московской области в городах Ступине, Люберцах, Озерах, Дубне).
Можно сказать, что существующий объём выпуска ячеистого бетона является недостаточным для осуществления строительства малоэтажного жилья экономкласса в объеме 60 % от общего объема, предусмотренного программой «Жилище».
Для обеспечения нового нормативного уровня термического сопротивления наружных стен при сохранении их толщины необходимо снижать среднюю плотность стеновых материалов до 400...500 кг/м3 с сохранением их прочности и других свойств.
Однослойные стены проектируются в настоящее время из автоклавных ячеистых бетонов и в меньшей степени из неавтоклавных пено- и полистиролбетонов средней плотностью 400...500 кг/м3. Отсутствие качественного и дешёвого пенобетона ограничивает его применение в строительстве. Многослойные конструкции дороже, менее надёжны, но более доступны на рынке и их широко применяют в строительстве. Слабым звеном таких стен является утеплитель. От его свойств и места в конструкции зависит толщина, стоимость, надёжность, включая долговечность.
Поэтому наиболее высокой эффективностью обладают неавтоклавные газо- или пенобетоны при последовательной модернизации заводов и технологий для производства этих изделий. Это будет способствовать увеличению производительности работающих заводов, снижению стоимости выпускаемой продукции и строительства в целом. Так, по данным авторов работ [2, 3], при средней плотности ячеистого бетона, равной 600 кг/м3, структура неавтоклавного бетона не отличается от структуры автоклавного ячеистого бетона (рисунок), при этом повышается его долговечность.
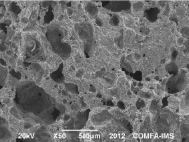
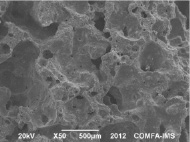
а б
Микроструктура газобетона в возрасте 28 суток. а – неавтоклавного твердения; б – автоклавного твердения
Неавтоклавный пенобетон получил широкое распространение в России. Исследования в области пенобетона проводились Ю.П. Горловым, А.П. Меркиным, У.Х. Магдеевым, Ю.Д. Чистовым, Е.В. Королёвым, В.А. Перфиловым, В.Ф. Коровяковым, Б.М. Румянцевым, В.С. Лесовиком, Г.П. Сахаровым, Л.Д. Шаховой, Е.Г. Величко, В.В. Верстовым, Т.А. Уховой, Ш.М. Рахимбаевым, Л.В. Моргун, В.Т. Перцевым, В.Г. Хозиным и др.
Несмотря на большое количество работ, до сих пор не предложено решений по кардинальной интенсификации получения неавтоклавного пенобетона со стабильными характеристиками.
Неавтоклавный пенобетон является перспективным теплоизоляционным материалом для реализации жилищной проблемы Российской Федерации. Он характеризуется повышенной надёжностью, включая долговечность, простотой технологических решений, невысоким уровнем производственных затрат при изготовлении.
Таким образом:
- во-первых, теперешний объём выпуска ячеистобетонных изделий недостаточен для строительства малоэтажного жилья экономического класса в объёме 60 % от общего объема (по программе «Жилище»). Разницу указанного объёма восполняет, по данным [3], деревянное домостроение (52...53 %) из оцилиндрованных и неоцилиндрованных брёвен, брусьев из пилёной и клееной древесины, из полистиролбетона (10...12 %) и из кирпича (2...3 %);
- во-вторых, получение пенобетонов низкой средней плотности достигается ускорением сроков схватывания, стабилизацией структуры, полученной в процессе приготовления пенобетонной смеси и формования изделий. Следовательно, решение проблемы получения эффективного теплоизоляционного материала на основе цементного вяжущего вещества может быть достигнуто за счёт стабилизации пенобетонной смеси полифункциональными минеральными и химическими добавками-модификаторами.
Библиографическая ссылка
Стасилович Е.А., Касумов А.Ш. ПЕРСПЕКТИВЫ ПРОИЗВОДСТВА ЯЧЕИСТОГО БЕТОНА // Современные наукоемкие технологии. 2016. № 8-1. С. 77-80;URL: https://top-technologies.ru/ru/article/view?id=36106 (дата обращения: 03.07.2026).