



При политермической кристаллизации из насыщенных водных растворов тринатрийфосфат может быть выделен в виде восьми-, десяти- и двенадцативодного кристаллогидратов [1]. По существующей технологии в качестве товарной соли получают двенадцативодный тринатрийфосфат с массовой долей общего P2O5 не меньше 18,5 %. Предложено с использованием циркуляционной технологии [2–4] получать тринатрийфосфат в виде десяти- и восьмиводного кристаллогидрата. При этом значительно снижаются энергетические затраты на упарку раствора и получение охлаждающих рассолов с температурой менее 10 °С. Одновременно в товарном продукте повышается содержание основного вещества в 1,07 раз и при получении тринатрийфосфата десятиводного и в 1,22 раза для тринатрийфосфата восьмиводного.
Это снижает затраты на хранение, транспортирование и потребление фосфата.
При возврате раствора динатрийфосфата на получение содовой суспензии и маточного раствора (после отделения товарной соли) на стадию второй нейтрализации доля примесей в насыщенном растворе тринатрийфосфата с ростом числа циклов возврата повышается. Это приводит к постепенному увеличению примесей и в получаемых солях, предельный уровень содержания которых регламентируется потребителем [5]. Для установления рационального технологического режима получения тринатрийфосфата требуемой водности необходимо изучить межфазное распределение примесей при кристаллизации соответствующих кристаллогидратов тринатрийфосфата.
Цель работы – получение отсутствующих в литературе сведений по распределению примесей в равновесных маточных растворах и кристаллах тринатрийфосфата, выпадающих из раствора.
Материалы и методы исследования
Исходные растворы готовили нейтрализацией термической фосфорной кислоты суспензией соды в возвратной 0,35 части нейтрализованного раствора динатрийфосфата со значением pH 8,2–8,3. Оставшиеся 0,65 части раствора динатрийфосфата нейтрализовали до рН 11,8–12 смесью раствора едкого натрия с маточником после выделения кристаллов тринатрийфосфата. Из полученного нейтрализованного раствора кристаллизовали десятиводный тринатрийфосфат политермическим методом.
При получении десятиводного тринатрийфосфата 100 г нейтрализованного раствора охлаждали со скоростью 6 градусов/ч от 84 до 54 °С, а при получении двенадцативодного тринатрийфосфата со скоростью 4 градуса/ч от 54 до 24 °С. Полученную суспензию кристаллов тринатрийфосфата выдерживали при конечной температуре в течение 1 часа и разделяли фильтрацией. Отжатые кристаллы промывали 20 мл ацетона и сушили при 105 °С.
Отделенные на фильтре кристаллы и маточные растворы анализировали на автоматическом флюоресцентном рентгенографическом анализаторе на содержание в них сульфатов и хлоридов [5]. Содержание железа и тяжелых металлов определяли атомно-абсорбционным методом [6]. Долю нерастворимых в воде веществ определяли весовым методом.Долю динатрийфосфата и свободную щелочность определяли титрованием [5].
Результаты исследования и их обсуждение
ГОСТ 201-76 и ТУ 113-25-38-112-93 регламентируют присутствие в тринатрийфосфате до 0,5 % карбоната натрия, до 1 % гидроксида натрия, отсутствие динатрийфосфата и наличие не более 0,03 % веществ нерастворимых в воде.
Анализ поступления примесей с сырьем, их распределения между шламом, маточным раствором и выпавшими кристаллами показывает, что со шламовым осадком, образующимся в процессе нейтрализации фосфорной кислоты содовой суспензией, удаляется до 80 % примесей железа, до 88 % соединений фтора, до 92 % тяжелых металлов и до 95 % взвешенных веществ. Их осаждение проходит с образованием фосфатов полуторных окислов, фторидов кальция и магния, сульфатов кальция, бария, свинца и др. Примеси хлоридов и нитратов в основном остаются в нейтрализованных растворах динатрийфосфата и переходят на вторую ступень нейтрализации. Постепенно они копятся в нейтрализованном растворе тринатрийфосфата. Так, доля нитратов в двенадцативодном тринатрийфосфате после 1 цикла возврата маточника составляет 0,0005 %, а после 12 циклов стабилизируется на уровне 0,003 %. Доля хлоридов в тринатрийфосфате возрастет при этом с 0,005 % до 0,04 %. Тринатрийфосфат двенадцативодный после 1 цикла возврата маточника содержит: 0,004 % нерастворимых в воде веществ, 0,002 % сульфатов, 0,005 % хлоридов, 0,006 % железа, 0,0015 % тяжелых металлов, менее 1 % динатрийфосфата и 2 % свободной щелочи (NaOH). После семи циклов возврата растворов в нейтрализованном растворе тринатрийфосфата устанавливается постоянное содержание примесей: 0,8 % хлоридов, 0,03 % нитратов, 0,06 % мышьяка, 0,02 % железа, 0,02 % сульфатов, 0,008 % тяжелых металлов и менее 0,05 % нерастворимых в воде веществ.
При использовании для получения тринатрийфосфата стандартного сырья: соды (ГОСТ 5100-85), едкого натра (ГОСТ 2263-71) и фосфорной кислоты ( ГОСТ 10678-86) он удовлетворяет после 1 цикла возврата растворов всем требованиям качества тринатрийфосфата реактивной квалификации «чистый», кроме содержания примеси железа, которое превышено в 3 раза. Отсюда следует, что примеси железа являются лимитирующими качество тринатрийфосфата.
Баланс поступления примесей железа с сырьевыми компонентами показывает, что 70 % примесей железа приходит с едким натром, содержащим до 0,03 % железа. При нейтрализации третьего водородного иона фосфорной кислоты фосфаты железа выпадают в осадок в виде гелеобразной массы, трудно отделяемой при фильтрации раствора. Так, при фильтрации через бельтинг доля взвешенных веществ в растворе тринатрийфосфата снижается с 0,02 до 0,014 %, а доля железа в выкристаллизованном тринатрийфосфате двенадцативодном снижается с 0,006 лишь до 0,0035 %. Аналогично после кристаллизации тринатрийфосфата десятиводного охлаждением раствора, содержащего 39,6 % тринатрийфосфата, с 84 до 54 °С доля примеси железа в выпавшей соли составляет 0,0055 %, что превышает допустимый уровень 0,002 %.
После двенадцати циклов возврата раствора динатрийфосфата на содорастворение и маточника на вторую ступень нейтрализации получаемый тринатрийфосфат удовлетворяет требованиям стандарта и ТУ.
Анализ тринатрийфосфата, полученного с добавкой в систему до 10 % маточного раствора с производства динатрийфосфата, показал, что в тринатрийфосфате находится, % мас.: сульфатов – 0,0019, железа – 0,032, тяжелых металлов – 0,0016, соединений фтора – 0,003, нитратов – 0,003, хлоридов – 0,052, нерастворимых в воде – 0,022.
После первой ступени нейтрализации кислоты содовой суспензией в нейтрализованном растворе происходит постепенное накапливание регламентированных примесей, достигая к 6–12 циклам возврата маточника баланса между поступлением примесей и удалением их с товарными кристаллами и шламом, удаляемым после первой ступени нейтрализации.
Как видно из рисунка, данный баланс примесей для соединений фтора и железа устанавливается после 5–7 циклов возврата раствора динатрийфосфата, по нерастворимым в воде веществам (линия 3), сульфатам (линия 4).
Баланс по примесям нитратов и хлоридов выравнивается после 12 циклов возврата раствора динатрийфосфата на содорастворение, а по содержанию тяжелых металлов – после 9–10 циклов.
Таким образом, после отведения основных примесных компонентов с маточным раствором из производства мононатрийфосфата или динатрийфосфата в производство тринатрийфосфата содержание примесей в товарном тринатрийфосфате возрастает. После 12 циклов возврата раствора динатрийфосфата (или мононатрийфосфата) на содорастворение баланс по примесям выравнивается. При этом получаемый продукт отвечает требованиям технических условий как по содержанию основного вещества (не менее 20,5 %), так и по доле нерастворимых в воде примесей (не более 0,03 %).
Исследование дробной кристаллизации десяти- и двенадцативодного тринатрийфосфатов показало, что в первых порциях кристаллов обоих кристаллогидатов, выделяемых соответственно в интервале температур 85–75 и 54–44 °С, доля примесей железа меньше, чем в кристаллах, выделяющихся при кристаллизации в интервалах 65–55 и 34–24 °С (табл. 1).
Причем коэффициенты межфазного распределения примесей железа при кристаллизации десятиводной соли в 1,14 раза выше, чем при выделении двенадцативодного кристаллогидрата. Последнее связано, видимо, с увеличением окклюзии в процессе кристаллизации двенадцативодного тринатрийфосфата из насыщенных растворов со значительно большей вязкостью, связанной с более низкой температурой насыщенного раствора.
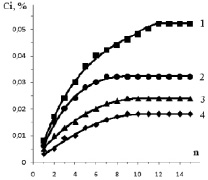
Зависимость содержания примесей в товарном тринатрийфосфате (Сi, %) от числа циклов возврата (n) раствора динатрийфосфата. Примеси: 1 – хлориды; 2 – железо; 3 – нерастворимые в воде; 4 – сульфаты
Таблица 1
Влияние температурного интервала кристаллизации на выход кристаллов и долю примесей железа в равновесной соли
|
Температура кристаллизации, °С |
Выход кристаллов в % от общего |
Доля примеси железа, % |
Коэффициент распределения Кр |
|
|
Начальная |
Конечная |
|||
|
85 |
55 |
100 |
0,0055 |
25 |
|
85 |
75 |
37 |
0,0014 |
89 |
|
75 |
65 |
33 |
0,0037 |
36 |
|
65 |
55 |
30 |
0,0086 |
15 |
|
54* |
24 |
100 |
0,0060 |
23 |
|
54* |
44 |
35 |
0,0018 |
76 |
|
44* |
34 |
33 |
0,0041 |
33 |
|
34* |
24 |
32 |
0,010 |
13 |
Примечание. *Двенадцативодный тринатрийфосфат.
Таблица 2
Качество тринатрийфосфата десятиводного и двенадцативодного (*)
|
Показатель качества, % не более |
Первая фракция дробной кристаллизации |
После числа циклов возврата |
ТНФ двенадцативодный «чистый» |
||
|
* |
1 |
12 |
|||
|
Основное вещество |
96,2 |
96,0 |
96 |
95,8 |
не менее 95 |
|
Взвешенные |
0,005 |
0,005 |
0,02 |
0,057 |
0,01 |
|
Сульфаты |
0,0014 |
0,0016 |
0,002 |
0,014 |
0,05 |
|
Хлориды |
0,002 |
0,003 |
0,004 |
0,042 |
0,005 |
|
Железо |
0,0014 |
0,0018 |
0,0055 |
0,032 |
0,002 |
|
Тяжелые металлы (Рв) |
0,0006 |
0,0008 |
0,0012 |
0,020 |
0,002 |
|
Динатрийфосфат |
0,8 |
0,8 |
0,8 |
0,9 |
1,0 |
|
Свободная щёлочь (NaOH) |
2,0 |
2,1 |
2,0 |
2,0 |
2,5 |
Первые фракции обоих кристаллогидратов при дробной кристаллизации удовлетворяют по чистоте требованиям к тринатрийфосфату реактивной соли квалификации «чистый» (табл. 2).
С уменьшением средней температуры кристаллизации обоих кристаллогидратов коэффициенты межфазного распределения примеси железа уменьшаются в 5,8–5,9 раз. Это объясняется увеличением пересыщения в растворе [4] и его вязкости. С понижением средней температуры дробной кристаллизации в 1,16 раза уменьшается также и выход кристаллов в расчете на 10 градусов охлаждения раствора.
При выделении тринатрийфосфата после одного цикла возврата маточных растворов продукт уже не удовлетворяет требованиям по содержанию веществ нерастворимых в воде и по доле железа в соли.
Как видно из данных табл. 3, в случае использования рецикла растворов на содорастворение и стадии первой и второй нейтрализации с целью снижения энергетических затрат на получение солей использование дробной кристаллизации с выделением десятиводного тринатрийфосфата при охлаждении с 85 до 75 °С. Соль реактивной квалификации может быть получена после трех циклов возврата растворов.
После трех циклов возврата растворов предельные значения достигаются также по содержанию нерастворимых в воде веществ и железа.
Таблица 3
Качество десятиводного тринатрийфосфата, выделенного дробной кристаллизацией в интервале температур 85–75 °С
|
Показатель качества, % не более |
После числа циклов возврата растворов |
|||
|
1 |
2 |
3 |
5 |
|
|
Основное вещество |
96,2 |
96,2 |
96,0 |
95,8 |
|
Взвешенные |
0,005 |
0,008 |
0,010 |
0,013 |
|
Сульфаты |
0,0014 |
0,002 |
0,0038 |
0,006 |
|
Хлориды |
0,002 |
0,003 |
0,0034 |
0,004 |
|
Железо |
0,0014 |
0,0016 |
0,0019 |
0,003 |
|
Тяжелые металлы (Рв) |
0,0006 |
0,0007 |
0,0009 |
0,0026 |
|
Динатрийфосфат |
0,8 |
0,8 |
0,9 |
0,9 |
|
Свободная щёлочь (NaOH) |
2,0 |
2,1 |
2,0 |
2,0 |
После рассева образца десятиводного тринатрийфосфата по фракциям установлено, что превышение нормы по доле железа (< 0,002 %) характерно для фракции с размером частиц 100–200 мкм. Во фракции с размером частиц меньше 100 мкм и более 200 мкм доля железа не превышает 0,002 %. Это подтверждает, что в момент полинуклеарного укрупнения кристаллов имеет место возрастание захвата маточных включений во внутренние полости многоядерных сростков кристаллов.
Заключение
1. Кристаллизация десятиводного тринатрийфосфата проходит по полинуклеарному механизму.
2. Дробной кристаллизацией в интервале температур 85–75 °С может быть получен тринатрийфосфат реактивной квалификации «чистый».
3. Выход соли реактивной квалификации составляет до 35 % от общего количества получаемого тринатрийфосфата.
Библиографическая ссылка
Никандров М.И., Суровегина Т.Ю., Никандров И.С., Краснов Ю.В. РАСПРЕДЕЛЕНИЕ ПРИМЕСЕЙ ПРИ КРИСТАЛЛИЗАЦИИ ДЕСЯТИВОДНОГО ТРИНАТРИЙФОСФАТА // Современные наукоемкие технологии. 2016. № 6-1. С. 65-69;URL: https://top-technologies.ru/ru/article/view?id=35980 (дата обращения: 01.07.2026).