



Продукция прокатного производства цветных металлов получила широкое применение на предприятиях авиационной, автомобильной и пищевой промышленности, при этом повышенный интерес вызывает холоднокатаный прокат. Задача обеспечения требуемого качества продукции становится одной из центральных, в связи с ростом поверхностных дефектов при переходе к производству тонколистового проката. Для решения этой задачи используются оптико-электронные информационно-измерительные системы (ОЭИИС) обнаружения поверхностных дефектов, по данным которых корректируются входные параметры систем автоматического регулирования прокатных станов для последующего устранения дефектов в процессе производства.
Результаты исследований [1, 3, 4, 5] свидетельствуют, что в настоящее время сложилась система методов, моделей и средств обеспечения качества холодного проката цветных металлов, разработаны общеметодологические принципы их использования, позволяющие решать задачу устранения поверхностных дефектов проката в процессе производства готовой продукции за счет изменения входных параметров технологического процесса реверсных прогонов проката по данным ОЭИИС обнаружения дефектов. Вместе с тем установлено, что число дополнительных реверсных прогонов зависит от типа устраняемого дефекта [3]. Это определяет актуальность проведения исследований в области совершенствования информационного и программного обеспечения ОЭИИС для распознавания поверхностных дефектов листового проката цветных металлов в процессе производства.
Таким образом, целью исследований является автоматизация информационных процессов распознавания поверхностных дефектов проката по изображениям в процессе производства.
При использовании линейной видеокамеры изображение формируется путем накопления строк. Вследствие попадания в экспозицию камеры дублирующих участков при формировании изображения предложено пропускать k кадров по методике, изложенной в [4].
Для идентификации дефектов сформированного изображения поверхности проката использована модель случайного двумерного поля в виде суммы двух компонент: стационарного поля (текстурная компонента) и меняющегося поля дефектов [4]. Такое представление хорошо согласуется с вейвлет-моделью изображения I (матрица яркости пикселей n×n) вида
 (1)
(1)
где φφ(x, y) = φ(x)φ(y); φψ(x, y) = φ(x)ψ(y); ψφ(x, y) = ψ(x)φ(y); ψψ(x, y) = ψ(x)ψ(y) – комбинация тензорных произведений базисных функций: скейлинг-функции φ(.); вейвлет-функции ψ(.) – по координатам пикселей изображения x,y; сj,k – аппроксимирующие ВК, характеризующие текстурную компоненту изображения;  ,
,  ,
,  – детализирующие ВК, характеризующие дефекты поверхности по горизонтали LH, вертикали HL и диагонали HH на i-м уровне ВР.
– детализирующие ВК, характеризующие дефекты поверхности по горизонтали LH, вертикали HL и диагонали HH на i-м уровне ВР.
Для использования векторных команд процессора матрицу сформированного изображения I(x,y) предложено модифицировать в матрицу пакетов пикселей Vi,j...k.

где  (2)
(2)
Отсюда, расчет ВК по строкам можно реализовать в виде


где >>, << – операции сдвига элементов вектора вправо и влево соответственно на 1 или 4 элемента; ↓ – обозначает операцию прореживания вдвое;  – результат прореживания.
– результат прореживания.
Расчет ВК по столбцам реализован в виде 

Для подавления шумов изображений предлагается медианная фильтрация матриц, детализирующих ВК  . Отклик медианного фильтра на каждом уровне разложения вычисляется по зависимости:
. Отклик медианного фильтра на каждом уровне разложения вычисляется по зависимости:

где  – исходные ВК;
– исходные ВК;  – ВК после применения фильтра.
– ВК после применения фильтра.
Для сокращения объёма вычислений предложено распознавание дефектов выполнять не по всему пространству изображения проката, а только в области идентифицированного дефекта (матрица Map). При формировании ОД первоначально выполняется операция слияния для восстановления границы дефекта на изображении и получения карты дефектов Map:
 (3)
(3)
В результате формируется матрица, отражающая ОД, в которой границе области соответствуют значения равные 1.
Для объединения близкорасположенных частей границы дефекта в одну ОД используется операция утолщения границы по следующему правилу: если Map(x, y) = 0 и существует Map(x + m, y + n) = 1; m ∈ –1, 0, 1; n ∈ –1, 0, 1, то значение Map(x, y) принимается равным 2.
Предложена методика выделения ОД в рамках сформированных границ:
1. Находится Map(x, y) ≠ 0.
2. Начиная с этого элемента, выполняется поиск в ширину для копирования объекта в отдельную матрицу M. На исходной карте дефектов объект при этом заполняется нулевыми значениями (стирается). Матрица M, в которую путем копирования выделяется объект, создается таким образом, чтобы крайние значения в матрице были равны нулю.
3. Повторяются пункты 1–2, пока на карте дефектов существуют элементы Map(x, y) ≠ 0.
Далее отделяется текстурная компонента изображения от ОД. Для этого от крайнего пикселя М(0,0) выполняется обход в ширину для значений равных 0 и их значения переопределяются на 3. Отсюда можно разграничить пиксели с нулевым значением, расположенные вне ОД и внутри ОД.
Последним этапом формирования ОД является разделение границы дефекта и внутренней ОД. Выделение границы осуществляется по следующему принципу: если M(x, y) ≠ 3 и существует M(x + m, y + n) = 1; m ∈ –1, 0, 1; n ∈ –1, 0, 1, то M(x, y) принимается равным 4. Отсюда внутреннюю ОД можно выделить по принципу: если M(x, y) ≠ 3 и M(x, y) ≠ 4, то M(x, y) принимается равным 5.
Предложенная методика формирования ОД позволяет исключить текстурную компоненту модели I (1) и определить пространственное положение дефекта.
Принятие решений в задаче распознавания дефектов основано на методе окрестностей [2], в котором определяется степень выраженности каждого признака в рамках 2m градаций, где m ? двоичная метрика, определяющая отображения численных значений признаков на множество {0, 1, …, 2m – 1}.
Каждый распознаваемый объект в ОД u = (u1, ..., uN) интерпретируется как точка в гиперпространстве (пространстве признаков)
 .
.
Распознавание, т.е. указание принадлежности объекта к одному из классов ?ν, осуществляется на основе принципа прецедентности путем оценки близости объекта к элементам заданного обучающего набора объектов U = {uj}, принадлежность которых к классам дефектов установлена [3].
Разработана методика обучения классификатора на основе метода окрестностей, которая сводится к построению на основе набора образцов U для каждого уровня разбиения l, 0 ≤ l ≤ m + 1 и номера отображения n, 0 ≤ n ≤ m + 1 списка List(l, n), содержащего объекты {z, ?ν, j}, упорядоченные по векторам r. При этом для векторов r1 и r2 принимается, что r1 = r2, если  1 ≤ i ≤ N и
1 ≤ i ≤ N и  , если
, если  .
.
На основе предложенной методики обучения классификатора разработан алгоритм обучения, представленный на рис. 1.
Степень близости L(u, uj) объектов u и uj характеризуется максимальным значением номера разбиения l, 1 ≤ l ≤ m + 1, при котором существует некоторая окрестность D(l, r, n), охватывающая данные объекты  .
.
Для принятия решения в задаче распознавания объекта разработана методика:
1. Найти максимальный уровень разбиения l, для которого существуют окрестности D(l, z, n), охватывающие узлы, соответствующие распознаваемому объекту и не менее чем s образцов (принято s = 3). Данный уровень разбиения обозначается как τ(u).
2. Определить параметры распознавания:
μ(u) – количество образцов, принадлежащих тем же окрестностям D(l, z, n), которым принадлежит и распознаваемый объект;
μν(u), 1 ≤ ν ≤ q – количество образцов, принадлежащих тем же окрестностям D(l, z, n), которым принадлежит и распознаваемый объект, и относящихся к классу объектов ?ν;
 – доля образцов, принадлежащих тем же окрестностям D(l, z, n), которым принадлежит и распознаваемый объект, и относящихся к классу объектов ?ν.
– доля образцов, принадлежащих тем же окрестностям D(l, z, n), которым принадлежит и распознаваемый объект, и относящихся к классу объектов ?ν.
3. Определить класс объекта на основе порогового решающего правила. В работе эмпирическим путем подобрано следующее пороговое правило: объект ω относится к классу объектов ?ν, если τ(u) ≥ m – 2 и γν > 0,7.
На основе предложенной методики распознавания разработан алгоритм, представленный на рис. 2.
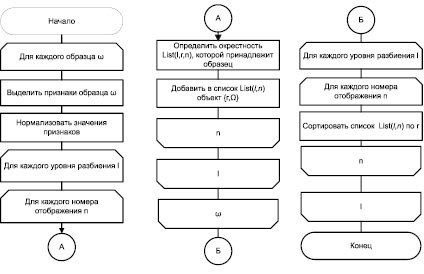
Рис. 1. Алгоритм обучения классификатора
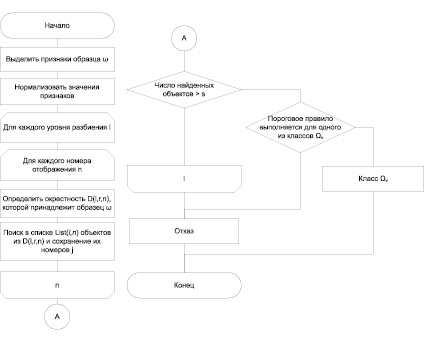
Рис. 2. Алгоритм распознавания дефектов
Вследствие того, что каждый объект из списков List(l, n) является упорядоченным, в качестве алгоритма нахождения образцов, принадлежащих соответствующим окрестностям, используется бинарный поиск.
Архитектура программной ОЭИИС распознавания поверхностных дефектов листового проката представлена на рис. 3 и реализована в [6]. Проект базы данных для хранения информации о классах дефектов включает 8 связанных таблиц, нормализованных до 3-й нормальной формы, целостность обеспечена ключевыми реквизитами.
Оценка разработанных средств распознавания проводилась на основе эксперимента с использованием метода k-подмножеств. В результате каждого запуска ОЭИИС фиксировались: средние значения ошибок 1-го (α) и 2-го рода (β), оценка качества классификации (F), меры полноты (p) и точности (r). Результаты эксперимента представлены в таблице.
Получены временные оценки основных этапов алгоритма распознавания: обнаружение дефекта 0,019 с, расчет признаков дефектов 0,0045 с, распознавание класса дефектов 0,0029. Отсюда среднее время работы ОЭИИС распознавания дефектов составляет 0,0264 с, что обеспечивает распознавание на потенциальных скоростях проката (9–12 м/с).
Результаты экспериментальных исследований
|
Класс дефекта |
α |
β |
p |
r |
F-мера |
|
Отверстие |
0,1602 |
0,002670227 |
0,839806 |
0,988571 |
0,908136 |
|
Плена |
0,1861 |
0,031767956 |
0,813853 |
0,890995 |
0,850679 |
|
Мятость |
0,0884 |
0,017567568 |
0,911628 |
0,937799 |
0,924528 |
|
Царапина |
0,4404 |
0,003937008 |
0,559585 |
0,972973 |
0,710526 |
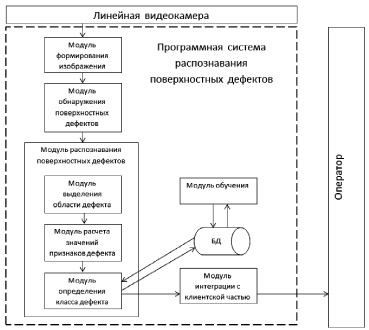
Рис. 3. Архитектура ОЭИИС распознавания поверхностных дефектов проката
Таким образом, в результате исследований:
1. Разработана модель изображения поверхности проката, отличающаяся от известных представлением изображения проката в виде пакетов пикселей для увеличения быстродействия алгоритма обнаружения дефектов за счет использования векторных команд процессора и расширенным информационным полем классификации дефектов на основе спектральных, пространственных и оптических метрик признаков для повышения достоверности распознавания класса дефекта.
2. Разработана методика обнаружения дефектов, отличающаяся от известных использованием медианного фильтра для подавления помех и бинаризацией матрицы вейвлет-коэффициентов модели изображения по динамическому порогу для формирования области дефектов, сокращающей объем информации при решении задачи распознавания.
3. Разработаны методика и алгоритмы распознавания поверхностных дефектов, отличающиеся от известных использованием метода окрестностей с векторной индексацией упорядоченного пространства признаков дефектов и бинарным поиском образцов для повышения быстродействия распознавания.
4. Разработано информационное и программное обеспечение ОЭИИС распознавания поверхностных дефектов, обеспечивающая распознавание дефектов класса «отверстие» с ошибкой первого рода 0,16, «плена» – 0,19, «мятость» – 0,09, «царапина» – 0,44 со средним временем распознавания 26 мс при скоростях проката до 9 м/с.
Библиографическая ссылка
Кузьмин М.И., Соловьев Н.А., Юркевская Л.А. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ СИСТЕМЫ РАСПОЗНАВАНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ПРОКАТА ЦВЕТНЫХ МЕТАЛЛОВ // Современные наукоемкие технологии. 2016. № 5-1. С. 46-51;URL: https://top-technologies.ru/ru/article/view?id=35853 (дата обращения: 18.06.2026).