



Для автоматизации технологической подготовки производства (ТПП) на многих предприятиях используется комплексная система, разработанная специалистами компании АСКОН, которая включает:
1. Систему автоматизированного проектирования технологических процессов САПР ТП «Вертикаль».
2. Систему нормирования материалов.
3. Систему трудового нормирования.
4. Систему конструкторской подготовки производства «Компас» [5].
В САПР ТП «Вертикаль» входит модуль Универсального технологического справочника (УТС), который являются единой средой для хранения, доступа и обработки технологических данных, используемых в процессах КТПП, и обеспечивает полноценное централизованное или коллективное управление справочными данными и документами в соответствии с настроенной политикой безопасности [3].
Данный комплекс успешно адаптирован и внедрён в производство на предприятии ОАО «Электровыпрямитель» (г. Саранск), которое представляет собой электротехническую компанию с опытом проектирования и производства силовых полупроводниковых приборов и оборудования для многих отраслей промышленности, энергетики и транспорта. Основным направлением деятельности предприятия является разработка и производство полупроводниковых приборов силовой электроники и энергосберегающего преобразовательного оборудования [2].
Процедура согласования и утверждения технологической документации
Рассмотрим процедуру согласования и утверждения технологической документации (ТД), которая, как правило, проводится в бюро стандартизации и нормоконтроля (БСН) крупного предприятия и является составляющей частью автоматизации технологической подготовки производства. Этапы данной процедуры являются универсальными и могут быть использованы как шаблон при проверке и согласовании документации различными заинтересованными службами и отделами.
Основная цель процедуры – это согласование и утверждение технологического процесса (ТП). При этом показателями эффективности процедуры управления являются минимизация количества ошибок в технологическом процессе и извещении, а также сокращение времени, затрачиваемого на согласование и утверждение ТД. Таким образом, автоматизация процесса утверждения технологической документации способствует сокращению длительности технологической подготовки производства и производственно-технологического цикла создания изделия, а также приводит к повышению качества принимаемых проектных решений и улучшению показателей результативности [1, 4].
Для понимания процедуры согласования и утверждения технологической документации (ТД) до внедрения мероприятий по автоматизации ТПП рассмотрим основные этапы данного процесса (рисунок), которые представляют собой карту процедуры управления порядком согласования и утверждения рабочих ТП.
Основными этапами алгоритмической процедуры управления, обозначенными соответствующими цифрами на блок-схеме, являются следующие: 1. Разработка рабочих ТП и извещения. 2. Проверка ТП и извещения заинтересованными службами. 3. Принятие решения о согласовании. 4. Выдача замечаний. 5. Устранение замечаний. 6. Проверка извещения ТП в БСН. 7. Принятие решения о согласовании. 8. Выдача замечаний. 9. Устранение замечаний. 10. Проверка извещения и ТП представителем заказчика. 11. Принятие решения о согласовании. 12. Выдача замечаний. 13. Устранение замечаний. 14. Проверка извещения и ТП главным инженером. 15. Принятие решения об утверждении. 16. Выдача замечаний. 17. Устранение замечаний. 18. Проверка извещения и ТП ВП (военное представительство). 19. Принятие решения о согласовании, 20. Выдача замечаний. 21 Устранение замечаний. 22. Передача ТП в ОТД (отдел технической документации). 23. Регистрация и копирование. 24. Улучшение ТД.
На блок-схеме видно, что после принятия СПТН (сектор производственно-технического нормирования), ОГМетр (отдел главного метролога), УК (управление качеством) на этапе 3 положительного решения о согласовании, технологическая документация отправляется на проверку извещения ТП в БСН. В случае, если в БСН на этапе 7 принято отрицательное решение о согласовании, выдаются замечания на этапе 8. Далее ТД отправляется технологу-разработчику для устранения замечаний, после чего исправленный технологический процесс следует для последующей проверки на этапе 6. В среднем без автоматизации данного процесса затрачивается более 2-х часов на передачу результатов исправлений по различным инстанциям. При этом в ручном режиме все исправления в документах нормоконтролёр делает карандашом, делая условные пометки к элементам, которые должны быть исправлены или удалены. Естественно, что при такой процедуре согласования практически не ведется история аннотаций и исправлений, что не позволяет отследить эффективность и качество взаимодействия разных подразделений предприятия, например, технолога и БСН.
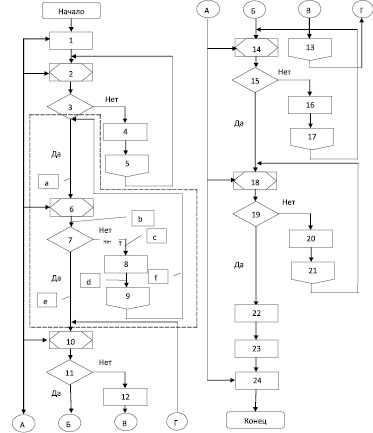
Схема алгоритма управления порядком согласования и утверждения технологических процессов
Администрирование инструментальных средств процедуры согласования и утверждения ТД
Для автоматизированного поэтапного согласования и утверждения ТД на предприятии ОАО «Электровыпрямитель» была выбрана САПР ТП «Вертикаль», в которую добавлены две разработанные программы. Интегрированные программные модули обеспечивают синхронизацию и организацию импорта информационных блоков по материалам, номенклатуре проектируемых деталей и сборочных узлов. Следующей функцией является визуализация технологической документации в любом подразделении предприятия с учетом любой другой ТД, входящей в состав конкретного изделия. Фактически здесь речь идёт о создании единого интерфейса для передачи технологических данных между составляющими автоматизированной системы технологической подготовки производства на предприятии. Автоматизация этапов производства в отдельных подразделениях предприятия недостаточна, и для повышения эффективности производственной деятельности необходим комплексный подход и интегрированная платформа АСУ ТП, обладающая свойством интероперабельности.
В процессе настройки и конфигурирования инструментальных программных средств САПР ТП «Вертикаль» была определена следующая последовательность административных действий:
1. Создание группы пользователей для сотрудников «БСН», которые будут участвовать в проверке и согласовании технологической и конструкторской документации.
2. Создание шаблона групповой политики безопасности с матрицей доступа для данной группы пользователей.
3. Создание учетных записей сотрудникам «БСН» для ограниченного доступа к программным средствам и электронным документам САПР ТП «Вертикаль».
4. Настройка разрешений безопасности в созданной группе пользователей «БСН» с помощью приложения «ВЕРТИКАЛЬ – конфигуратор». Для множества классов, атрибутов и функций (за исключением класса «Changing» – извещение об изменении) устанавливаются разрешения «только чтение».
5. Для автоматического заполнения атрибутов «ncontrol» (Нормоконтроль) и «data_ncontrol» (Дата прохождения нормоконтроля) прописывается функция «ncontroltpfunction» (функция нормоконтроля ТП), которая выглядит следующим образом:
Function NControlTPFunction(obj)
On Error Resume Next
set UniRef = CreateObject(«UniReference.UniRefer» ) ‘получили Unirefer
set Logon = UniRef.GlobalVars.Logon
obj.vrAttrByName(«data_ncontrol»).vrValue = date
obj.vrAttrByName(«ncontrol»).vrValue = Logon.ActiveUser.NameUser
End Function
6. Для ограничения ошибочных действий пользователей из группы «БСН» в модуле «настройка формы технологии» для фильтров и классов древовидных моделей ТП отключатся разрешения на видимость контекстных меню и кнопок панели быстрого доступа, кроме классов в папке «Ответственные лица». Тем самым исключается возможность несанкционированного изменения описания технологического процесса и возможного удаления или добавления объектов, но остается возможность визуализации ТП.
7. В таблице из электронного архива технологий добавляются столбцы для просмотра текущего состояния ТП. Эти столбцы позволяют нормоконтролёру или технологу в режиме реального времени контролировать процедуру согласования и утверждения технологических процессов в режиме, приближенном к реальному времени.
8. Для организации процедуры контроля посредством модуля администрирования в справочниках группы «Электронный архив» универсального технологического справочника добавляются атрибуты:
а) ARCHIVE.LIST.NORCONTROL (на экране отображается поле с именем «Нормоконтроль»);
б) ARCHIVE.LIST.COM (на экране отображается поле с именем «Технолог о испр.н.к.»).
9. В свойствах данных атрибутов на вкладке «Безопасность» устанавливаются разрешения на редактирование для групп пользователей «БСН» и «Технологи» следующим образом: ARCHIVE.LIST.NORCONTROL = «БСН», ARCHIVE.LIST.COM = «Технологи».
Методика автоматизированной процедуры согласования и утверждения ТД
После настройки и конфигурирования прав доступа и разрешений на работы с инструментальными средствами САПР ТП «Вертикаль», реализуется методика, определяющая операции процедуры согласования и утверждения технологических процессов, которые выполняет технолог и нормоконтролёр:
1. После создания ТП технолог добавляет его в электронный архив, выбрав в меню «Сохранить технологию в архиве».
2. Далее на вкладке «Мои ТП» технолог-разработчик выбирает пользователей, которые имеют права на редактирование ТП (пусть это будут пользователи группы «БСН»).
3. После этого технолог ожидает отметки о принятом решении, просматривая столбец «Нормоконтроль».
4. Нормоконтролёр также ведет мониторинг вновь добавленных и непроверенных ТП в архиве, просматривая текст соответствующих столбцов.
5. Получив новую технологию, нормоконтролёр принимает её к изменению и загружает в систему.
6. Далее он формирует комплект карт, которые ранее были заложены технологом.
7. Сформированная документация импортируется в PDF формат для отчётной документации и проверяется в Adobe Reader XI, где имеется возможность аннотирования в случае, если технология нуждается в исправлении. Использование Adobe Reader XI обусловлено тем, что при работе с ним не требуется использование лицензии САПР ТП «Вертикаль», что позволяет другим пользователям пользоваться лицензией в момент проверки и аннотирования технической документации в БСН. Если нет необходимости в экономии количества лицензий, то Adobe Reader XI не применяется, а вместо него используется встроенный в систему модуль: «Менеджер отчётов». В отличии от Adobe Reader XI в данном модуле после формирования ТД при аннотировании отчёта не нужно сохранять отдельные файлы PDF, чтобы в дальнейшем прикрепить их к файлу ТП. Аннотация и замечания записываются непосредственно в менеджере отчётов.
8. В том случае, если замечания отсутствуют, сотрудник нормоконтроля в САПР ТП нажимает на кнопку «Утвердил БСН», после чего при формировании технологических документов в графе «Норм. Контроль» прописывается фамилия проверяющего, а в столбце «Нормоконтроль» электронного архива отображается статус «Утвердил». Далее технология возвращается в архив для дальнейшего этапа согласования заинтересованными службами.
9. Если имеются замечания, то к проверяемому ТП прикрепляется соответствующий документ c аннотацией, пометками и ссылками, а в столбце «Нормоконтроль» электронного архива отмечается статус «На исправление». Комплект документов ТП не будет иметь отметку проверяющего, что говорит о неудачном этапе утверждения комплекта документации.
10. Технолог, получив отметку «На исправление», приступает к устранению недочётов в модели ТП, пользуясь вложенным документом с исправлениями.
11. После внесения изменений в столбце «Технолог о испр.н.к.» электронного архива ставится отметка об исправлении.
12. Все перечисленные операции продолжаются до принятия положительного решения об утверждении ТП.
Заключение
Подобный перевод процедуры согласования и утверждения ТД в автоматизированный режим работы электронного документооборота позволяет существенно сократить время ожидания технологом результатов исправлений. Таким образом, на предприятии после разработки и внедрения автоматизированной процедуры согласования в несколько раз уменьшилась норма времени на проверку технологической документации, а также улучшились показатели результативности утверждения и согласования за счёт уменьшения количества ошибок, которые совершал технолог ввиду влияния человеческого фактора. В три раза уменьшается использование бумаги ввиду организации электронного документооборота с возможностью аннотирования сформированных комплектов технологической документации. Создается и ведется электронный архив исправлений ТД, который связан с файлом технологии и отражает результативность процедуры согласования, а также служит руководством для технологов по корректному описанию технологического процесса с учётом стандартов предприятия.
Можно сделать вывод о том, что сквозная автоматизация процедуры управления согласованием и утверждением ТД в процессе ТПП на всех стадиях от создания конструкторской спецификации до выпуска изделия обеспечивает повышение эффективности подготовки производства. Основным результатом данного процесса становится систематизация разнородной информации о продукции, технологиях изготовления и необходимых для производства ресурсов, стандартизации форм обмена информацией и способов создания и обработки технологической информации. Таким образом, комплексная автоматизация ТПП даёт возможность решения задач планирования и управления производством на качественно более высоком уровне, что способствует повышению результативности работы и сокращению сроков ТПП для всех подразделений, которые участвуют в процессе согласования и утверждения документации.
Библиографическая ссылка
Финогеев А.Г., Каблов Е.В. АВТОМАТИЗАЦИЯ ПРОЦЕДУРЫ УПРАВЛЕНИЯ ПРОЦЕССОМ СОГЛАСОВАНИЯ И УТВЕРЖДЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ // Современные наукоемкие технологии. 2015. № 11. С. 48-52;URL: https://top-technologies.ru/ru/article/view?id=35177 (дата обращения: 03.07.2026).