



Работа относится к машиностроению и посвящена для автоматизаций контурной обработки деталей изделия легкой промышленности. Предлагается новый способ контурной обработки деталей изделия легкой промышленности и устройства для его реализаций, где без дополнительной переналадки конструкции машин можно выполнять контурные строчки различной кривизны, так как устройство является самонастривающим, а контур обрабатываемой детали программой для ее работы. Целью исследования является определение технологические возможности автоматизированной машины. В работе приведены результаты исследования технологической возможности (АШМ330) и пути их расширения.
Технологические возможности рассматриваемого способа ориентации детали [1,с.3, 2, с.4] определяются, очевидно, минимальным радиусом  ее кривизны. Определим
ее кривизны. Определим  исходя из того, что координаты т.
исходя из того, что координаты т.  центра упора задаются необходимым расстоянием строчки от края /
центра упора задаются необходимым расстоянием строчки от края / мм детали /рис. 1/. Отметим также, что контур любой формы может быть, с достаточной для практических целей точностью, представлен в виде отрезков дуг окружностей и прямых. Процесс обработки прямолинейной части контура интереса не имеет, поэтому ниже рассмотрим участок контура, представляющий собой часть круга [3, с.127, 4, с. 241].
мм детали /рис. 1/. Отметим также, что контур любой формы может быть, с достаточной для практических целей точностью, представлен в виде отрезков дуг окружностей и прямых. Процесс обработки прямолинейной части контура интереса не имеет, поэтому ниже рассмотрим участок контура, представляющий собой часть круга [3, с.127, 4, с. 241].
Рассмотрим случай "выпуклой" кривизны. Пусть ось ОУ /рис. 1/ совпадает с линией /к-к/, проведенной параллельно оси роликов в точке /С/ соприкосновения их с деталью, а ось ОХ -параллельна направлению перемещения иглы  . Координаты точки
. Координаты точки  начала прокола иглой материала также задаются из технологических
начала прокола иглой материала также задаются из технологических
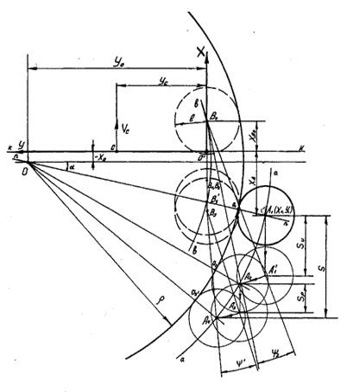
Рисунок -1. Процесс перемещения детали.
требований, а именно, величины шага стежка. Координатами точки  задаемся произвольно.
задаемся произвольно.
Составим уравнение окружности  с центром
с центром  , радиусом
, радиусом  , проходящей через т.т.
, проходящей через т.т. и
и  /рис. 1/:
/рис. 1/:



Учитывая, что упор имеет радиус  запишем уравнение окружности радиуса
запишем уравнение окружности радиуса  проходящей через точку
проходящей через точку  , с центром в точке
, с центром в точке  , относительно координат
, относительно координат 
 (1)
(1)
Уравнение той же окружности, учитывая, что она проходит и через точку  , можно записать в виде:
, можно записать в виде:
 (2)
(2)
Отметим, что здесь мы используем обращенный метод перемещения детали, поэтому точка  представляет собой новый центр упора после окончания ориентирования детали.
представляет собой новый центр упора после окончания ориентирования детали.
Через точку  из того же центра 0, можно провести окружность
из того же центра 0, можно провести окружность радиусом
радиусом  . Ее уравнение:
. Ее уравнение:
 (3)
(3)
Используя систему уравнений /3.1/, /3.2/ и /3.3/, приходим к уравнению:
корень которого, соответствующий минимальному радиусу кривизны контура, определяется как:
 (4)
(4)
Подставив полученное выражение в /3/, получим значение:
 (5)
(5)


Таким образом, мы получили координаты центра окружности минимального радиуса для "выпуклой" кривизны. Тогда величина радиуса этой окружности определяется, как:
 (6)
(6)
После элементарных преобразований с учетом /4/ и /5/ окончательно получаем минимально допустимое значение радиуса "выпуклой" кривизны контура детали, при которой предлагаемый способ ориентации будет реализован:
 (7)
(7)
Для случая "вогнутой" кривизны ход рассуждений аналогичен, поэтому выкладки опустим. Соотношения, определяющие координаты геометрического центра детали в данном случае, имеют вид (рис. 2):
 (4)
(4)
 (5)
(5)
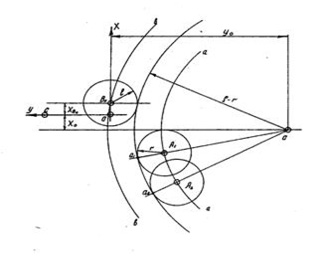
Рисунок-2. Процесс перемещения "вогнутого" контура.
Тогда минимальное значение радиуса "вогнутой" кривизны определяется соотношением:
 ; (6)
; (6)
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;
 ;
;  .
.
Полученные аналитические зависимости (6 и 6') позволяют определить технологические возможности швейных полуавтоматов, реализующих предлагаемый способ ориентирования детали. Расчет по этим зависимостям показывает, что минимальный радиус контура детали составляет 7 мм и 5 мм соответственно для "выпуклой" и "вогнутой" кривизны при расстоянии строчки от края не менее 1,2 мм.
Заметим, что при определении минимальных радиусов кривизны мы подразумеваем наличие определенного соотношения скоростей рабочих инструментов, что собственно и приводит к смещению центра упора из точки в точку
в точку
Результаты можно использовать для модернизаций швейных машин классов 330,430,224,550 ПМЗ для автоматизаций контурной обработки деталей изделия ЛП.
Библиографическая ссылка
Баубеков С.С., Абубакиров С., Баубеков С.Д., Таукебаева К. С. К ИССЛЕДОВАНИЮ ТЕХНОЛОГИЧЕСКОЙ ВОЗМОЖНОСТИ НОВОГО АВТОМАТИЗИРОВАННОГО УСТРОЙСТВА ДЛЯ КОНТУРНОЙ ОБРАБОТКИ // Современные наукоемкие технологии. 2014. № 5-1. С. 12-14;URL: https://top-technologies.ru/ru/article/view?id=33668 (дата обращения: 03.07.2026).