



Непрерывное дозирование сыпучих материалов являются одной из ключевых операций многих технологических процессов химической, пищевой, фармацевтической и смежных отраслей промышленности [1]. Для осуществления данной операции используются дозаторы различных конструкций, но наиболее широко применяются ленточные дозаторы. Основной метрологической характеристикой дозатора является погрешность или точность дозирования. Анализ работы различных конструкций ленточных дозаторов показывает, что одной из основных причин снижения их точности является динамическое воздействие на весоизмерительное устройство, поскольку определение веса материала, находящегося на ленте транспортера осуществляется при ее движении [1]. Для того чтобы исключить погрешности вызванные динамическими нагрузками был предложен способ двухстадийного непрерывного дозирования сыпучих материалов [2]. Сущность данного способа заключается в том, что на первой стадии осуществляется формирование отдельных порций определенного веса DP, которые через равные промежутки времени DT подаются в специальные устройства, где они преобразуются в непрерывный поток. Ранее были предложены устройства для преобразования отдельных порций в непрерывный поток: гладкая вращающаяся труба [1]; наклоненные под небольшим углом к горизонту прямоугольный лоток, совершающий вертикальные колебания [4, 5] .
В данной работе предпринята попытка экспериментального исследования двухстадийного дозирования при использовании в качестве преобразователя ленточного транспортера.
Устройство для реализации двухстадийного непрерывного дозирования содержит ленточный транспортер с приводом, установленные на основании. Материал на ленту подается порционным дозатором через узел формирования материала на ленте. Датчик веса входит в состав порционного дозатора. Выгрузка материала осуществляется через узел выгрузки. Скорость движения ленты контролируется с помощью датчика измерения скорости. Блок управления, включен в общую электрическую цепь с приводом ленточного транспортера, узлом подачи материала, функцию которого выполняет порционный дозатор и датчиком скорости движения ленты. Над лентой транспортера, перпендикулярно к направлению ее движения установлена регулировочная пластина с возможностью вертикального перемещения и изменения угла наклона пластины к вертикали.
Численные значения DP и DP выбираются исходя из заданной производительности с учетом, что Q=DP /DQ.
Идеальное преобразование отдельных порций в непрерывный поток осуществляется при равенстве производительностей Q и QП, как это показано на рис. 1а. На практике данный вариант достигнуть невозможно, поскольку периодически изменяется насыпная плотность и угол естественного откоса. Эти изменения могут быть вызваны разными причинами, например изменением влажности сыпучего материала, вибрацией устройства для распределения материала на ленте транспортера и т.д. При наличии указанных изменений, например при уменьшении насыпной плотности возможен случай, когда QП<Q. В этом случае материал будет накапливаться перед регулировочной пластиной и дозатор не будет обеспечивать требуемую производительность. Наиболее реальное распределение материала во времени после его ссыпания с ленты показано на рис.1б. В основном, производительность равна Q+DQ1, а перед подачей очередной порции производительность равна Q–DQ2. В общем случае DQ1≠DQ2, однако средняя производительность за промежуток времени DT равна Q. На практике желательным является распределение по варианту 1б, максимально приближенное к варианту 1а. В этом случае, с одной стороны, отклонения DQ1 и DQ2 будут минимальны, а с другой стороны, исключена возможность накопления материала перед пластиной.
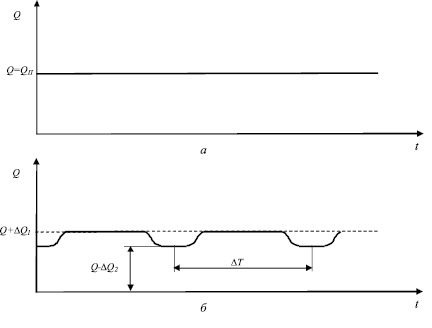
Рис. 1 Варианты изменения производительности на выходе при реализации двухстадийной технологии дозирования
При проведении экспериментов, материал с ленточного транспортера постоянно поступал на весы, которые были установлены под ссыпающим краем транспортера. Информация с весов передавалась на персональный компьютер. Для сокращения времени на обработку результатов экспериментов, было разработано программное обеспечение, которое позволяло не только фиксировать вес материала на весах, в определенные моменты времени, но и строить зависимость изменения веса материала, т.е., так называемую, кумулятивную кривую. Выбрав интервал по времени от кумулятивной кривой легко перейти к дифференциальной кривой, которая характеризует равномерность непрерывного потока. Далее, по этой кривой в программе рассчитывается вес порции материала, который ссыпался с транспортера за выбранный интервал времени. По полученным результатам рассчитывается отклонение веса порции от заданного значения и, в конечном итоге коэффициент неоднородности, то есть фактически-экспериментально определяли точность весового непрерывного дозирования.
Анализ результатов экспериментов показал, что при использовании двухстадийной технологии и предложенного в данной работе устройства для её реализации погрешности, при отборе проб за промежутки времени большие чем (3-5) DT, не превышают погрешностей порционного дозирования, которые существенно меньше погрешностей непрерывного дозирования.
Поскольку точность непрерывного дозирования существенно влияет на качество готовой смеси [6, 7, 8, 9] при промышленном использовании описанного выше подхода, вместо весов можно использовать оптические датчики веса [10] или расхода [11]. В заключении можно сделать вывод о том, что для повышения точности непрерывного весового дозирования, существующие ленточные дозаторы могут быть модернизированы [12] или адаптированы для реализации двухстадийной технологии дозирования.
Библиографическая ссылка
Казаков В.А., Лазеев И.С., Пасынков В.В., Явник П.М. Организация автоматизированного эксперимента двухстадийного дозирования сыпучих материалов // Современные наукоемкие технологии. 2013. № 8-1. С. 88-89;URL: https://top-technologies.ru/ru/article/view?id=32495 (дата обращения: 01.08.2026).