



К числу основных показателей процесса шлифования относятся наработка V, например, объемная, характеризующая объем выполняемой работы и режущая способность Q, определяющая среднюю производительность процесса. Глубинное шлифование (ГШ) предназначено, главным образом, для формообразования профильных поверхностей, когда наработка во времени непостоянна. Поэтому целесообразно использовать еще один показатель – мгновенную режущую способность q, представляющую собой производную наработки по времени τ.
Исходными данными для вычисления Q и q являются наработка V и время шлифования τ: Q = V/τ; q = dQ/dτ. Поэтому создание математических моделей перечисленных показателей начинается с модели наработки. В данной работе представлены точные математические модели показателей при глубинном шлифовании плоских горизонтальных поверхностей кругом радиуса R конического профиля с углом α при вершине на глубину t. Приняты следующие допущения: заготовку считаем идеально гладкой; радиальный износ круга за период шлифования равен нулю; скорости круга v и подачи стола vs постоянны; отсчет времени на каждом этапе начинается с нуля.
Одно из основных отличий ГШ от обычного маятникового заключается в большой длине дуги контакта, что предполагает наличие достаточно протяженных этапов врезания и выхода, длина которых соизмерима или равна длине обрабатываемой поверхности. Кроме них может быть еще этап постоянной длины дуги контакта или переходный этап добора глубины в зависимости от размеров заготовки.
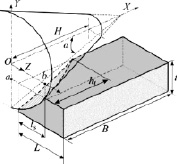
Рассмотрим поверхность, длина которой  , максимальная ширина шлифования H ≤ В (рисунок). Удаляемый материал (наработку V), определим как объем тела, ограниченного гранями заготовки и конической поверхностью круга. Построение математических моделей для вычисления наработки опирается на геометрический смысл тройного интеграла.
, максимальная ширина шлифования H ≤ В (рисунок). Удаляемый материал (наработку V), определим как объем тела, ограниченного гранями заготовки и конической поверхностью круга. Построение математических моделей для вычисления наработки опирается на геометрический смысл тройного интеграла.
Для этапа врезания Vр:
 (1)
(1)
где  a = t – R.
a = t – R.
Для этапов постоянной длины дуги контакта Vп и выхода Vв:
 (2)
(2)
 (3)
(3)
Из наработок (1)–(3) делением на время получены формулы режущей способности и дифференцированием по времени – формулы мгновенной режущей способности для этапов врезания (Qр, qр), постоянной дуги контакта (Qп, qп) и выхода (Qв, qв):





Библиографическая ссылка
Зотова С.А., Асеева А.Ю. Математические модели показателей шлифования при глубинной обработке заготовок неограниченных размеров КОНИЧЕСКИМ кругом // Современные наукоемкие технологии. 2013. № 6. С. 98-99;URL: https://top-technologies.ru/ru/article/view?id=32003 (дата обращения: 02.07.2026).