



Целью исследования является разработка общего алгоритма выбора параметров ТПС и его реализация в виде комплекса моделей технологического модуля, который позволяет специалистам-технологам выбрать оптимальный ТПС-метод в конкретной производственной ситуации с учетом технических требований к изделию и условий производства.
Технологический модуль ТПС в общем случае выполняет конечное число операций, характерных для каждого из рассматриваемых методов:
- Метод Stereo Lithography Apparatus (SLA) - стереолитографии;
- Метод Selective Laser Sintering (SLS) -лазерного спекания;
- Метод Solid Ground Curing (SGC) - послойного уплотнения;
- Метод Fused Deposition Modeling (FDM) - экструзии термопластов;
- Метод Three Dimensional Printing (3DP), трёхмерной печати;
- Метод Laser Engineered Net Shaping (LENS)-формирование лазером;
- Метод Laminated Object Manufacturing (LOM) - послойного формирования моделей из листового материала;
- Метод Ink Jet Modeling (IJM) - струйного моделирования.
Специальное программное обеспечение (ПО) технологического модуля (независимо от ТПС-метода) производит обработку геометрической CAD-модели изделия, представленной в виде STL-файла. Затем специальным алгоритмом декомпозиции 3D модель разбивается на слои, последовательное формирование которых в ходе технологического процесса должно приводить к построению изделия теоретически любой заданной формы.
Этап подготовки производственного ТПС-цикла включает в себя несколько технологических операций: подготовка рабочей платформы; заполнение резервуаров исходным материалом; подготовка рабочей зоны (специальная операция для любого модуля). Подготовительная фаза занимает фиксированное время, когда устанавливаются режимы работы модуля, которые зависят от типа выбранного оборудования.
Построение изделия слой за слоем, также общий процесс для всех рассматриваемых ТПС-модулей. Здесь задаются параметры слоя, производится подготовка рабочей области, а именно нанесение слоя материала, опускание платформы, прогрев рабочей зоны и т.п. Формирование слоя выполняется по программе, для каждого ТПС-модуля, а сам процесс повторяется до тех пор, пока изделие полностью не будет изготовлено.
После завершения процесса 3D-синтеза выполняется заключительная фаза работы ТПС-модуля, во время которой охлаждается рабочая зона, удаляются газы, осуществляется обдувка или промывка изделия, удаляются поддерживающие структуры и другие необходимые завершающие операции.
После отработки всех этапов работы ТПС-модуля получают готовое изделие с заданными свойствами, в зависимости от выбранной технологии, и ТПС-модуль (технологическая установка) готов к работе по новому заданию.
На основе полученной информации о рассмотренных ТП, можно построить модуль знаний в виде "интеллект-карты", которая позволяет выделить общие признаки, свойства и процессы в рассмотренных ТПС. Модуль знаний об ТПС-методах на (рис. 1), отражает особенности рассмотренных технологий послойного синтеза.
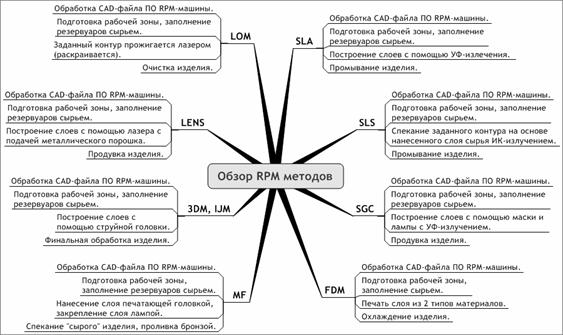
Рис. 1. Модуль знаний ТПС методов
В результате анализа рассмотренных выше ТПС-процессов можно построить принципиальную схему универсального ТПС-модуль, представленную на (рис. 2). Функции A(ai), B(bj) ,C(ck) ,D(dl) ,E(em) ,F(fn) ,H(hq) ,G(gp) указанные на (рис. 2) изменяются для каждого из рассмотренных ТПС (см. рис. 1).
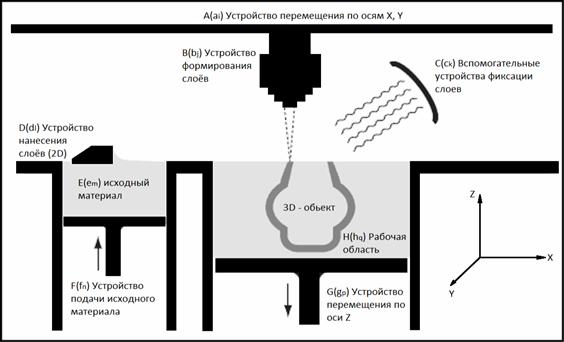
Рис. 2. Принципиальная схема универсального ТПС-технологического модуля
Принципиальная схема универсального ТПС-модуля позволяет построить функциональную модель для анализа и построения на её основе имитационной модели. Языком моделирования технологических процессов выбран графический язык IDEF0.
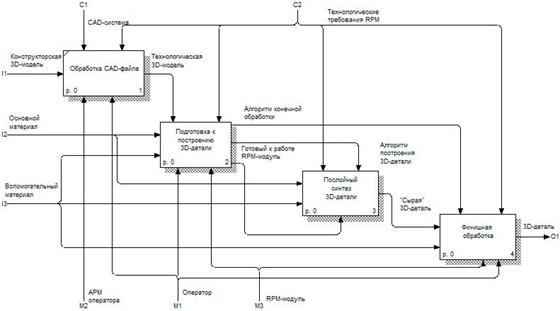
Рис. 3. Модель общего алгоритма ТПС
На (рис. 3) представлен верхний уровень модели общего алгоритма ТПС. Управляющим воздействием C1 на всю систему является CAD-система, предназначенная для обработки конструкторских моделей изделий и C2 технологические требования ТПС-установки, различные для каждого типа ТПС. На входе I1 - конструкторская 3D-модель, I2 - основной материал, используемый для получения детали и I3 - вспомогательный материал используемый при производственном процессе. Процесс построения изделия выполняется ТПС-модулем (M3 ), с участием оператора ( M1) который так же использует (M2) АРМ оператора. Результатом процесса является деталь, построенная на основе C1 предоставленного CAD-файла. Представленная модель состоит из последовательного выполнения четырех операций, описываемых каждая своим СА-блоком:
- А1. Определение геометрических и технологических параметров процесса построения детали.
- А2. Подготовки ТПС-модуля к работе и формирование управляющей программы (УП).
- А3. Послойный синтез детали.
- А4. Финишная обработка.
Математическую модель, представим в виде гиперкомплексной динамической системы (ГДС), которой поставим в соответствие гиперграф и гиперматрицу. Построив ГДС систему, на выходе получим не просто модель, а электронный макет системы [2, 3]. В нашем случае ГДС представляется (рис. 4): ; ; ; Для того, чтобы показать иерархичность исследуемой системы, представлена двухуровневая гиперматрица состояний системы с наличием иерархичности (m-подматриц, каждой своего порядка) (рис. 4):
![]() ;
; ![]() ;
;  ;
;![]()
В начальном состоянии A0 модели система находится в режиме ожидания прихода очередной заявки, в виде задания на построение определенного изделия. По приходу заявки система должна перейти в состояние загрузки CAD-файла задания A1, для разбиения его на определенные слои и формирования машинного задания на построение каждого слоя. Далее система переходит в гиперсостояние подготовки к работе A2. На данном этапе производится последовательная отработка трех необходимых технологических процессов, которые так же описываются в виде состояний:
- Заполнение резервуаров необходимым для построения сырьем A 2,1.
- Заполнение рабочей области - состояние A 2,2.
- Нагревание рабочей области - состояние A 2,3.
A0
t 0,1
0
0
0
0
A1
t 1,2
0
0
0
0
0
A 2,1
t 2,1,2
0
t 2,3
0
0
0
A 2,2
t 2,2,3
0
0
A 2,3
0
0
0
t 3,4
t 3,5
0
0
0
A 4,1
t 4,1,2
0
0
0
0
A 4,2
t 4,2,3
0
0
0
A 4,3
t 4,3,4
0
0
0
A 4,4
0
0
0
0
A 5,1
t 5,1,2
0
0
A 5,2
t 5,2,3
0
0
A 5,3
Рис. 4. Гиперматрица, описывающая процесс ТПС
При отработке состояния производится последовательная отработка всех состояний A 2,1, A 2,2 , A 2,3 с последовательным переходом между ними в порядке их описания соответственно. Затем система переходит в условное состояние проверки наличия очередного сформированного слоя в соответствии с заданием A3, сформированным на этапе A1. На данном этапе имеется два варианта выхода из этого состояния либо в состояние построения очередного слоя A4, либо в состояние конечной обработки A5. В гиперсостоянии A4 производится построение очередного слоя изготавливаемого изделия. Это состояние включает в себя следующие состояния:
- Состояние A 4,1- загрузка алгоритма построение очередного.
- Состояние A 4,2 - опускание построительной платформы.
- Состояние A 4,3 - подготовка к построению очередного слоя, которая может содержать: заполнение сырьевого слоя, нагревание очередного слоя, изготовление матрицы очередного слоя и т.п. в зависимости от выбранного типа ТПС.
- Состояние A 4,4 - непосредственно изготовление очередного слоя, то его спекание, штамповка, печать или отверждение, так же в зависимости от выбранного ТПС-процесса.
По завершению построения всех слоев изделия система переходит в гиперсостояние A5, заключительной обработки, которое состоит из следующих состояний:
- Состояние охлаждения рабочей зоны, изъятия газа и т.п. A 5,1.
- Состояние продувки, промывания, прогревания и изъятия полученного изделия A 5,2.
- Состояние подготовки и очистки рабочей зоны A 5,3 , то есть приведение технологического модуля в то состояние, в котором он находился в момент ожидания заявки на изготовление изделия, то есть A0.
По завершению отработки состояния A5 система снова переходит в состояние A0.
Выводы
В результате выполненного исследования удалось показать, как с помощью комплекса моделей ТПС - послойного синтеза изделий эти технологии становятся своеобразным катализатором научно-технического прогресса для разрабатывающих промышленных предприятий, создающих новую технику.
Разработанная система моделирования ТПС-процессов позволяет объединить концептуальные, функциональные и математические модели процессов послойного синтеза изделий сложной формы при разработке изделий сложной формы в машиностроении и авиационной промышленности.
СПИСОК ЛИТЕРАТУРЫ
- Горюшкин В.И. Основы гибкого производства деталей машин и приборов. Мн.: Наука и техника, 1984. - 222с.
- Шатихин Л.Г. Структурные матрицы и их применение для исследования систем. - М.: Машиностроение, 1974.
- Смирнова О.И. Методика создания модулей знаний с использованием технологии MATRIX/ В трудах 4 международной конференции. М.: ИПУ РАН. -2004. 22 - 23 c.
Библиографическая ссылка
Смирнов О.И., Скородумов С.В. МОДЕЛИРОВАНИЕ ТЕХНОЛОГИИ ПОСЛОЙНОГО СИНТЕЗА ПРИ РАЗРАБОТКЕ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ // Современные наукоемкие технологии. 2010. № 4. С. 83-87;URL: https://top-technologies.ru/ru/article/view?id=24657 (дата обращения: 29.06.2026).