


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
DEVELOPMENT OF TECHNOLOGICAL ALGORITHMS FOR THE PRODUCTION OF HEATING ELEMENTS WITH SPECIFIC POWER CHARACTERISTICS

Введение
Неравномерность нагрева является одним из ключевых факторов, ограничивающих эффективность автоматического управления многими технологическими процессами, например, при нагреве неоднородных или подвижных сред, а также при поддержании микроклимата в помещениях [1-3]. С позиций теории автоматического управления данное явление представляет собой распределенное во времени и пространстве возмущение, обусловленное фундаментальными законами гидродинамики и теплообмена. Игнорирование этого фактора при синтезе систем управления ведет к энергетической неэффективности и снижению надежности оборудования [4].
В классических системах отопления объект управления (помещение) характеризуется существенной пространственной неравномерностью параметров состояния. Нагревательный прибор формирует конвективный поток с градиентом температуры от 1 до 5-7 °C на метр высоты. Холодные стены и окна выступают в роли дополнительных возмущающих воздействий, усиливая эффект «холодной радиации». Это вызывает дискомфорт даже при выполнении нормативного значения управляемого параметра – температуры воздуха (+22 °C) [5]. Типичное управляющее воздействие, повышение температуры теплоносителя, является энергозатратным, увеличивая потребление на 10-15%, что свидетельствует о неоптимальности существующих одноконтурных законов регулирования.
Аналогичная проблема управления наблюдается в проточных водонагревателях. При постоянной удельной мощности нагрева по всей площади теплопередачи максимальный температурный напор возникает на входе, а по мере нагрева воды теплоотвод ухудшается. Это приводит к росту температуры стенки в выходной зоне, что провоцирует локальное парообразование и кристаллизацию солей жесткости. С точки зрения управления, объект демонстрирует нестационарное поведение с распределенными параметрами, а традиционные системы автоматического регулирования, не учитывающие пространственное распределение температуры, не могут предотвратить образование накипи, которая снижает энергоэффективность на 10-15% и сокращает ресурс оборудования в 2-3 раза [6; 7].
Проблема пространственной неравномерности тепловыделения характерна для широкого круга объектов автоматизации. В полосовых воздушных завесах скорость потока неравномерна по высоте проема, что создает риск локальных перегревов в зонах с низкой подвижностью воздуха [8]. В системах обогрева водосточных труб одинаковый нагрев на чердаке и на холодном участке, задаваемый примитивным алгоритмом управления (включено/выключено), ведет к перерасходу энергии, тогда как именно нижняя часть требует большего теплового воздействия [9].
Таким образом, эффективность автоматизации систем нагрева лимитируется невозможностью управления пространственным распределением температурных полей. Традиционные методы компенсации – увеличение мощности или использование одноконтурных систем автоматического регулирования – приводят к избыточным затратам и не решают проблему локальных перегревов. С точки зрения теории управления, неравномерность следует рассматривать не как дефект, а как объективную характеристику объекта, требующую применения распределенных систем управления с соответствующими исполнительными элементами [10; 11].
В настоящем исследовании авторы предлагают переход от пассивной адаптации к активному управлению тепловыделением непосредственно в источнике. Для этого нагревательный элемент наделяется заранее рассчитанной переменной удельной мощностью, что позволяет реализовать принцип управления с распределенным параметром на уровне исполнительного устройства. Реализация такого подхода требует решения задачи автоматизированного управления технологическим процессом производства: обеспечения плавного, воспроизводимого и управляемого изменения сопротивления проводящего слоя [12; 13].
Целью настоящего исследования является разработка системы автоматического управления технологическим процессом производства полимерных ленточных нагревательных элементов с задаваемыми характеристиками удельной мощности, обеспечивающей синтез изделий с требуемым распределением температуры поверхности.
Материалы и методы исследования
Методологическая основа настоящей работы базируется на переходе от эмпирического подбора нагревателей под конкретные условия эксплуатации к концепции обратного проектирования технологического процесса как объекта управления. В отличие от традиционного подхода, где устройство подбирается под внешние условия, авторами разрабатывается автоматизированный технологический процесс, позволяющий синтезировать нагревательный элемент с заранее заданной функцией компенсации внешних тепловых возмущений. Данный подход реализует принцип создания «интеллектуального материала», в котором требуемая функция закладывается непосредственно на этапе производства средствами автоматического управления.
Классический метод расчета мощности нагревателя отвечает на вопрос «сколько нужно тепла в целом», но не может решить задачу оптимального распределения этого тепла по поверхности элемента. Преодоление этого ограничения требует решения обратной задачи теплопроводности [14], где на основе требуемого температурного поля синтезируется функция распределения удельной мощности.
В классической постановке обратная задача теплопроводности решается без учета технологических ограничений, что приводит к физически нереализуемым профилям сопротивления (например, с разрывами или недопустимо крутыми градиентами). В настоящей работе решение обратной задачи параметризовано дискретностью шага нанесения диэлектрического слоя (минимальный управляемый участок – 5 мм), диапазоном регулирования состава пасты (доля диэлектрического связующего от 0 до 12 масс.%) и быстродействием системы дозирования (время реакции клапанов – 0.2 с). Таким образом, целевая функция Pуд (x) дополнительно фильтруется через аппаратно реализуемые ограничения: максимальный перепад удельного сопротивления на соседних участках не превышает 15% от номинала, а минимальная длина зоны регулирования согласована с шагом перемещения подложки между циклами измерения.
В качестве исходного данного (целевого параметра управления) задается допустимая максимальная температура теплопередающей поверхности, определяемая граничными условиями третьего рода, учитывающими переменные внешние факторы (скорость потока среды, ее температуру, физические свойства). Выполняется математическое моделирование требуемого распределения удельной мощности Pуд (x) вдоль длины нагревателя, обеспечивающего минимальный градиент температуры на поверхности Tст (x). Полученная функция Pуд (x) является заданием для системы автоматического управления технологическим процессом и определяет требуемый профиль сопротивления резистивного слоя.
В рамках технологического процесса используются следующие функциональные материалы, параметры которых подлежат автоматическому контролю и управлению:
- токопроводящий слой (резистивная паста ТУ 23.99.14-002-79662738-2024): композит на основе полимерного связующего, наполненный мелкодисперсными порошками графита и технического углерода. Управляемым параметром является удельное сопротивление слоя, достигаемое вариацией состава пасты;
- токопроводящие шины: медные ленты, соединяющие топологические рисунки в единую систему. Фиксация шин к резистивному слою осуществляется с использованием токопроводящего клея. Параметр управления – точность позиционирования;
- подложка и защитные слои: диэлектрическая гибкая подложка из полиэтилентерефталатной ленты, диэлектрический защитный слой на основе полимерного связующего с растворителем, а также внешняя ламинационная пленка. Управляемыми параметрами являются толщина наносимых слоев и режимы сушки.
Формирование заданного профиля удельной мощности реализуется на специализированной автоматизированной технологической линии (рис. 1), работающей по принципу рулонной подачи. Линия оснащена системой управления, реализующей многоуровневый контроль и регулирование технологических параметров.
Технологический цикл производства включает следующие операции с соответствующими контурами автоматического регулирования:
1. Подача подложки: диэлектрическая гибкая подложка (1) подается с размоточного барабана (2), приводимого в движение электроприводом (3) в шаговом режиме. Контур управления позиционированием обеспечивает поддержание заданного натяжения и синхронизацию скорости с последующими операциями. Обратная связь формируется по сигналам датчика положения и датчика натяжения.
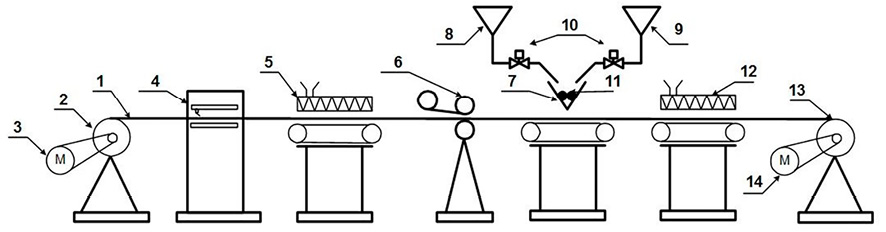
Рис. 1. Автоматизированная технологическая линия по производству ленточных нагревателей Примечание: составлено авторами по результатам исследования
2. Нанесение резистивного слоя: нанесение резистивной пасты в виде топологического рисунка осуществляется станком сетко-трафаретной печати (4). Контур управления толщиной слоя реализуется за счет регулирования давления ракеля и скорости движения подложки. Контроль качества осуществляется системой технического зрения с обратной связью по геометрическим параметрам рисунка.
3. Первая полимеризация: после нанесения подложка с рисунком поступает в первую туннельную печь (5), где при температуре 130 °C в течение 4–5 минут происходит полимеризация связующего. Контур управления температурой поддерживает заданный профиль нагрева по зонам печи с использованием ПИД-регуляторов. Скорость конвейера регулируется для обеспечения требуемого времени выдержки.
4. Нанесение токопроводящих шин: на отвержденный рисунок с помощью фольгоукладчика (6) наносятся медные токопроводящие шины, фиксируемые токопроводящим клеем. Контур управления обеспечивает точность позиционирования шин относительно топологического рисунка.
5. Нанесение диэлектрического слоя с автоматическим регулированием сопротивления (ключевой контур управления): для создания плавной неравномерности удельной мощности и изоляции на рисунок наносится диэлектрический защитный слой с использованием куветы (7). Компоненты слоя подаются из емкостей (8, 9), их пропорции дозируются электромагнитными клапанами (10). Смешение компонентов осуществляется встречно вращающимися валами (11).
Данный узел является критическим с точки зрения автоматизации. Реализован замкнутый контур управления удельным сопротивлением, работающий по следующему алгоритму:
- измерение текущего сопротивления сформированного участка резистивного слоя бесконтактным методом;
- сравнение с целевым значением, определяемым функцией Pуд (x);
- расчет требуемой дозы диэлектрического связующего на основе калибровочных зависимостей (рис. 2);
- формирование управляющего сигнала на электромагнитные клапаны (10) для изменения соотношения компонентов;
- повторное измерение сопротивления для верификации.
Измерение текущего сопротивления участка резистивного слоя выполняется бесконтактным четырехзондовым методом. Предел допускаемой относительной погрешности измерения сопротивления в рабочем диапазоне (10–1000 Ом/кв) составляет ±2.5% (при доверительной вероятности 0.95). Повторяемость процесса оценивалась по 30 последовательным циклам нанесения корректирующей дозы связующего при фиксированном целевом сопротивлении: среднеквадратическое отклонение результатов измерений не превышает 1.8%, размах варьирования – 4.2%. Контрольная карта Шухарта (X̅-R) ведется в онлайн-режиме; при выходе процесса за контрольные границы система автоматически инициирует повторную калибровку.
Позиционирование точки измерения сопротивления вдоль продольной координаты x (направление движения подложки) обеспечивается синхронизацией сигналов энкодера на валу размоточного барабана (разрешение 0.2 мм на импульс) с моментами запуска измерительного цикла. Координатная привязка осуществляется по методу «метки старта» – оптический датчик фиксирует начало топологического рисунка, после чего система управления ведет накопление импульсов энкодера. Рассогласование между фактическим положением измерительной головки и вычисленной координатой x не превышает ±0.5 мм на длине до 10 м. Периодическая коррекция нуля выполняется при прохождении предварительно нанесенных реперных меток.
6. Финальная полимеризация: завершающая полимеризация защитного слоя происходит во второй туннельной печи (12) при температуре 60 °C в течение 4-5 минут. Контур управления температурой аналогичен первой печи.
7. Намотка готовой ленты: готовая лента наматывается на приемный барабан (13) электроприводом (14) с регулированием скорости и натяжения.
Последующими операциями (резка ленты в размер, присоединение токоподводящих проводов пайкой, финишная герметизация ламинацией) управление осуществляется на уровне дискретной автоматики. Толщина ламинационной пленки варьируется в зависимости от требуемых условий эксплуатации.
Для верификации результатов математического моделирования и контроля стабильности технологического процесса используется автоматизированная система управления качеством, включающая:
- систему анализа влияния концентрации проводниковых и диэлектрических наполнителей на удельное сопротивление композитов (реализована на основе статистического моделирования);
- систему исследования влияния режимов полимеризации (температура, время), давления ракеля и скорости конвейера на воспроизводимость профиля сопротивления (реализована как экспертно-настроечная подсистема);
- автоматизированный стенд измерения температурных полей и электрических параметров, включающий комплекс прецизионных датчиков температуры, прибор контроля температуры, интерфейсный блок сбора данных и персональный компьютер с программным обеспечением для обработки термограмм и статистического управления процессом.
Разработанный алгоритм управления реализует следующие этапы.
Этап 1. Формирование целевого профиля
1.1. На основе граничных условий эксплуатации (скорость потока среды, ее температура, физические свойства) задается допустимая максимальная температура поверхности Tст.max (x).
1.2. Решается обратная задача теплопроводности, определяется требуемая функция распределения удельной мощности Pуд (x).
1.3. Рассчитывается целевой профиль удельного сопротивления R(x) вдоль длины нагревателя.
Этап 2. Калибровка технологической линии
2.1. Выполняется калибровка зависимости «состав резистивной пасты – удельное сопротивление» для каждой партии материалов.
2.2. Формируются калибровочные таблицы и математические модели объекта управления.
2.2.1. В производственных условиях каждая новая партия резистивной пасты и диэлектрического связующего сопровождается автоматической процедурой перекалибровки, реализованной на этапе 2 алгоритма управления. Для этого из ёмкости с пастой новой партии изготавливается тестовый образец с фиксированной геометрией, на котором в автоматическом режиме снимается зависимость «доля связующего – удельное сопротивление» (5 экспериментальных точек, 3 повторения). Полученная калибровочная кривая сравнивается с эталонной. Если отклонение превышает 10% по сопротивлению при любой из долей связующего, система пересчитывает управляющую таблицу «ошибка – доза связующего» методом линейной интерполяции и уведомляет оператора о смене материальной партии. Экспериментально подтверждено, что при смене партии без перекалибровки отклонение сопротивления готового изделия может достигать 22%; после автоматической перекалибровки оно снижается до ±4.5%, что находится в пределах поля допуска.
2.3. Осуществляется настройка ПИД-регуляторов контуров температуры, скорости и позиционирования.
Этап 3. Запуск и ведение процесса
3.1. Система управления инициирует движение подложки в шаговом режиме.
3.2. Наносится базовый резистивный слой с контролем геометрии и толщины.
3.3. Осуществляется предварительная полимеризация с контролем температурного профиля.
3.4. Запускается основной контур регулирования сопротивления:
– датчик сопротивления измеряет текущее значение R тек(xi) на участке xi ;
– контроллер вычисляет ошибку
e = R цел (xi ) – R тек (xi );
– по калибровочной зависимости определяется требуемая доза связующего d = f(e);
– формируется управляющий сигнал на электромагнитные клапаны (10);
– после нанесения и смешения производится контрольное измерение.
3.5. При отклонении параметров за пределы допуска система инициирует корректирующее воздействие или сигнал оператору.
Этап 4. Контроль и верификация
4.1. Готовое изделие поступает на автоматизированный стенд испытаний.
4.2. Проводится измерение электрических параметров и температурного поля.
4.3. Результаты сравниваются с целевыми значениями, формируется протокол соответствия.
4.4. Статистические данные передаются в систему управления качеством для настройки технологического процесса.
Результаты исследования и их обсуждение
В качестве объектов исследования выступали три типа рулонных нагревательных элементов, изготовленных на основе карбоновых паст с различным удельным сопротивлением. Конструктивные параметры элементов определялись их функциональным назначением:
1. Тип 1 (для нагрева подвижных сред): удельное сопротивление пасты – 30 Ом/кв, габариты – 50×500×3 мм.
2. Тип 2 (для равномерного обогрева помещений по высоте): удельное сопротивление пасты – 150 Ом/кв, габариты – 500×1500×3 мм.
3. Тип 3 (для нагрева неоднородных сред): удельное сопротивление пасты – 300 Ом/кв, габариты – 150×2500×3 мм.
Традиционным способом регулирования удельного сопротивления карбоновых паст является изменение процентного содержания диэлектрического связующего на этапе приготовления композиции, что не позволяет оперативно управлять параметрами в ходе непрерывного процесса.
В данной работе для обеспечения возможности автоматического управления сопротивлением в реальном масштабе времени процесс полимеризации был разделен на два этапа.
На первом этапе проводилась предварительная полимеризация в туннельной печи, после чего в состав вносилось диэлектрическое связующее (сополимер метакриловой кислоты бутилового эфира метакриловой кислоты и бутилацетата), и процесс завершался в камерной печи. Такое технологическое решение позволило реализовать замкнутый контур автоматического регулирования сопротивления.
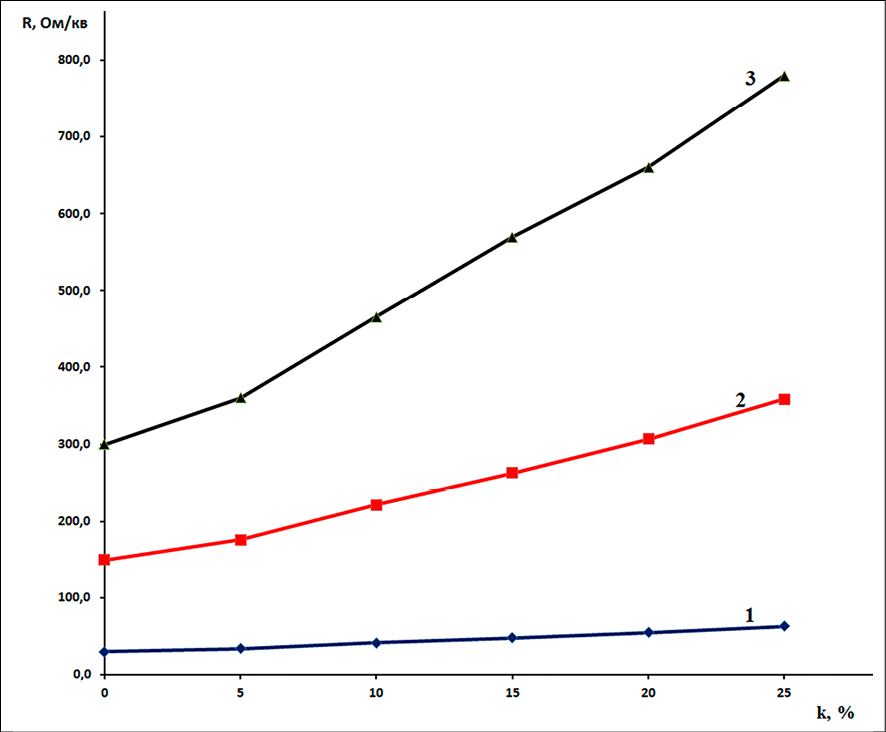
Рис. 2. Калибровочные зависимости для контура управления сопротивлением: изменение удельного сопротивления карбоновой пасты в зависимости от процентного соотношения диэлектрического связующего: 1 – паста с исходным сопротивлением 30 Ом/кв; 2 – 150 Ом/кв; 3 – 300 Ом/кв Примечание: составлено авторами по результатам исследования
Таблица 1
Сравнительные результаты испытаний нагревательных элементов
|
Параметр |
Классические нагреватели |
С переменной удельной мощностью |
||||
|
Тип 1 |
Тип 2 |
Тип 3 |
Тип 1М |
Тип 2М |
Тип 3М |
|
|
К1, % |
-3 |
-4 |
+3 |
+4 |
+2 |
+3 |
|
К2, % |
-4 |
-5 |
+5 |
+4 |
+4 |
+3 |
|
Т1, % |
140 |
30 |
80 |
54 |
5 |
15 |
|
Т2, % |
180 |
40 |
70 |
58 |
7 |
11 |
|
Н1, % |
-10 |
-14 |
-10 |
+5 |
+4 |
+5 |
|
Н2, % |
-14 |
-15 |
-15 |
+5 |
+4 |
+5 |
Примечание: К1, К2 – отклонение сопротивления после воздействия комплекса факторов (рабочая температура, влажность 93±0,2%, УФ-излучение) в течение 24 и 96 часов соответственно; Т1, Т2 – отклонение температуры поверхности в стационарном режиме после 24 и 96 часов; Н1, Н2 – отклонение сопротивления после работы при повышенном напряжении (248 В) в течение 24 и 96 часов. Составлено авторами на основе полученных данных в ходе исследования.
Экспериментально установлена зависимость величины удельного сопротивления R резистивного слоя от массовой доли вводимого связующего k,% для всех трех базовых составов (рис. 2). Полученные зависимости использованы в алгоритме управления для расчета режимов работы дозирующих электромагнитных клапанов (10).
Целевые показатели варьирования сопротивления для каждого типа элементов определялись на основе анализа литературных данных о требуемых температурных полях в условиях реальной эксплуатации [15-17]:
- для нагревателей типа 1, функционирующих в потоке среды с перепадом температур, достигающим трехкратных значений, диапазон изменения удельного сопротивления составил 30–90 Ом/кв [15];
- для элементов типа 2, предназначенных для поддержания равномерного температурного поля в помещениях (допустимый градиент температуры – до 30%), сопротивление варьировалось в пределах 150–200 Ом/кв [16-18];
- для нагревателей типа 3, работающих в неоднородных средах с возможным градиентом температуры 100% и более, диапазон изменения составил 300–600 Ом/кв [19].
Испытания опытных образцов (модификации 1М, 2М, 3М с переменным удельным сопротивлением) проводились в условиях, максимально приближенных к реальной эксплуатации. Для сравнительной оценки использовались классические нагревательные элементы (типы 1, 2, 3) с фиксированными параметрами. Результаты испытаний, обработанные методами математической статистики, представлены в таблице 1.
Долговременная стабильность профиля сопротивления
Для оценки долговременной стабильности сформированного профиля удельного сопротивления три образца каждого типа (1М, 2М, 3М) подвергались термоциклированию (50 циклов: нагрев до 85 °C – выдержка 2 ч – охлаждение до -20 °C – выдержка 2 ч) с последующим экспонированием при температуре 70 °C и влажности 85% в течение 500 ч.
Измерение профиля сопротивления выполнялось до начала испытаний, после 100, 300 и 500 ч. Относительное изменение локального сопротивления в любой точке x не превысило ±3.2% от исходного значения, причем дрейф носил монотонный характер (преимущественно снижение сопротивления на 1.5–2.0% в первые 200 ч с последующей стабилизацией). Значимого изменения формы профиля не обнаружено – коэффициент корреляции Пирсона между начальным и финальным профилями составил 0.97–0.99.
Для количественной оценки повторяемости процесса формирования профиля сопротивления было изготовлено 10 образцов типа 2М из одной партии материалов. Измерение профиля R(x) выполнялось в 10 равноотстоящих точках по длине. Среднеквадратическое отклонение значений сопротивления в каждой точке не превышало 2.1% от среднего, а коэффициент вариации профиля составил 0.024. Это подтверждает высокую воспроизводимость технологии при неизменных входных параметрах.
В таблице 2 приведены сводные метрологические характеристики измерительно управляющего контура.
Таблица 2
Метрологические характеристики контура управления сопротивлением
|
Параметр |
Значение |
Метод определения |
|
Погрешность измерения сопротивления (отн.) |
±2.5% |
Аттестация четырехзондовой головки по образцовым мерам |
|
Дискретность задания координаты x |
0.2 мм |
Разрешение энкодера |
|
Максимальная ошибка позиционирования |
±0.5 мм на 10 м |
Лазерная интерферометрия |
|
Повторяемость |
1.8% |
Статистическая обработка 30 циклов |
|
Долговременный дрейф профиля (500 ч) |
<3.2% |
Термовлажностные испытания |
|
Время реакции контура управления |
1.2 с |
Осциллографирование переходного процесса |
Анализ полученных данных свидетельствует о существенном преимуществе нагревательных элементов с переменной удельной мощностью, изготовленных с использованием разработанной системы автоматического управления. Ключевым результатом является высокая стабильность их теплотехнических и электрических параметров.
В то время как у классических образцов в экстремальных условиях эксплуатации (повышенное напряжение, влажность, длительное воздействие) наблюдается устойчивая тенденция к снижению удельной мощности (отрицательные значения К и Н), что неизбежно ведет к росту температурной нагрузки и снижению надежности, модифицированные образцы демонстрируют либо незначительные положительные отклонения, либо высокую стабильность. Это подтверждает эффективность реализованного замкнутого контура управления.
Особенно показательным является равномерность нагрева. Отклонение температуры на поверхности (Т1, Т2) у классических элементов типа 1 достигает 180%, что указывает на локальные перегревы и потенциальные точки отказа. Напротив, у образцов с переменным сопротивлением (тип 2М) этот показатель не превышает 7%, что подтверждает эффективность предложенного подхода к автоматизации. Равномерное тепловыделение по всей площади элемента обеспечивает щадящие режимы работы материала, исключает возникновение термомеханических напряжений и, как следствие, гарантирует стабильную и надежную работу изделия на протяжении длительного срока эксплуатации.
Выводы
В результате выполненной работы решена актуальная задача повышения эффективности и надежности электротермического оборудования путем синтеза системы автоматического управления технологическим процессом производства. Реализован переход от пассивной адаптации к внешним условиям, к активному управлению тепловыделением непосредственно в источнике.
Разработанная система автоматического управления включает:
- многоуровневую структуру с контурами регулирования позиционирования, температуры, скорости и состава;
- замкнутый контур управления удельным сопротивлением с обратной связью по измеренному параметру;
- алгоритм расчета управляющих воздействий на основе калибровочных зависимостей;
- подсистему статистического контроля качества (SPC) для обеспечения воспроизводимости параметров при серийном производстве.
Разработанный алгоритм управления технологическим процессом производства ленточных полимерных нагревателей позволяет с высокой точностью синтезировать изделия с заданным профилем неравномерности удельной мощности, что подтверждено экспериментальными данными.
Подтверждено, что нагревательные элементы с переменным удельным сопротивлением, изготовленные с использованием разработанной системы автоматического управления, обеспечивают равномерное или заданное температурное поле в различных средах (подвижные, неоднородные, помещения), исключают возникновение локальных перегревов и термомеханических напряжений. Это гарантирует стабильную работу, существенное снижение энергетических затрат и увеличение срока службы оборудования по сравнению с классическими решениями.
Предложенный подход создает основу для производства нового поколения «интеллектуальных» нагревательных элементов с заложенными на этапе изготовления функциями компенсации внешних тепловых возмущений, реализованными средствами автоматического управления технологическим процессом.
Conflict of interest
Financing
Библиографическая ссылка
Шелехов И.Ю., Шелехова И.В., Беликова Н.Б., Рагозин А.М. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ АЛГОРИТМОВ ПРОИЗВОДСТВА НАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ С ЗАДАВАЕМЫМИ ХАРАКТЕРИСТИКАМИ УДЕЛЬНОЙ МОЩНОСТИ // Современные наукоемкие технологии. 2026. № 5. С. 115-123;URL: https://top-technologies.ru/en/article/view?id=40783 (дата обращения: 23.07.2026).
DOI: https://doi.org/10.17513/snt.40783