


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
LABORATORY STUDIES OF NANOSTRUCTURED LUBRIC ANT PROTOTYPES TO COMPARE TRIBOLOGICAL PROPERTIES AND ABRASION RESISTANCE

Введение
Эффективность, надёжность и долговечность транспортных систем во многом определяются соответствующими характеристиками ключевых узлов трения – таких как гасители колебаний, контакт «колесо – рельс», тормозные механизмы, муфты сцепления, опоры качения или скольжения, зубчатые зацепления и другие.
С учётом указанных особенностей в качестве модельной системы – открытого тяжелонагруженного узла трения – для оптимизации состава наноструктурированного смазочного материала был выбран контакт «колесо – рельс», то есть взаимодействие гребня железнодорожного колеса с боковой поверхностью головки рельса.
Свойства смазочных материалов в узлах трения формируются под влиянием множества разнородных факторов. На них воздействуют как внешние условия (нагрузка, скорость движения, состав и свойства окружающей среды, температура), так и характеристики самих деталей (физико-механические свойства материалов, технология обработки поверхностей, геометрия контактирующих поверхностей), а также конструктивные особенности узла в целом.
Работоспособность смазочного материала в трибосопряжении определяется уникальным сочетанием всех этих факторов. Их многочисленность и вероятностный характер влияния в реальных условиях существенно ограничивают возможности расчётного прогнозирования свойств смазочных материалов на этапах исследования и разработки. По этой причине наиболее достоверные данные о свойствах различных смазочных материалов по-прежнему получают экспериментальным путём – в ходе натурных испытаний.
В настоящее время наиболее широко применяемым и информативным способом оценки смазывающих свойств жидких и пластичных смазочных материалов считается метод определения трибологических характеристик с использованием четырёхшариковой машины. Данная методика регламентирована стандартом ГОСТ 9490-75.
Предлагаемый способ соответствует международным стандартам DIN 51 350 и ASTM D 2266, что обеспечивает сопоставимость результатов, полученных по отечественному стандарту, с зарубежными данными [1].
Принцип работы четырёхшариковой машины трения заключается в моделировании скольжения на контактных поверхностях шариков. В установке три нижних шарика зафиксированы в чаше неподвижно, тогда как верхний шарик движется с постоянной скоростью.
В процессе испытаний нагрузка постепенно увеличивается, при этом непрерывно регистрируются величина силы трения и степень износа контактирующих поверхностей.
Анализ кривой износа даёт возможность определить ряд ключевых показателей. Так, по точкам перегиба на кривой выявляют критическую нагрузку (Pк), нагрузку сваривания (Pс) и нагрузочную (несущую) способность. Индекс задира (Из) вычисляют на основании предельного давления. Характер изнашивания и показатель износа оценивают по пятнам износа на шариках.
Зависимость износа (Dи) от нагрузки (P) графически отображается в виде кривой износа (рис. 1). Интенсивность износа на участке от начала испытаний до момента сваривания определяется противозадирными свойствами смазочного материала – его способностью минимизировать износ. Именно эта характеристика отражается в индексе задира (Из).
На начальном этапе кривой (участок АВ) износ протекает в условиях граничного трения и находится в прямой пропорциональной зависимости от приложенной нагрузки. В данном режиме соотношение между величиной нагрузки и степенью износа остаётся постоянным. Именно по этому фрагменту кривой оценивают антифрикционные и противоизносные свойства смазочного материала.
Критические точки износа выявляют по характерным точкам перегиба на кривой. Критическая нагрузка (Pк) – это предельное значение нагрузки, при превышении которого начинается интенсивный износ вследствие схватывания поверхностей. Такое схватывание возникает из-за разрыва смазочной плёнки. Величина Pк отражает максимальную нагрузку, которую смазочный материал способен выдержать без разрушения плёнки; её также называют несущей способностью.
Нагрузка сваривания (Pс) представляет собой предельно допустимую нагрузку, при превышении которой происходит схватывание (сваривание) шаров – верхний шарик перестаёт вращаться и фиксируется в неподвижном положении.
На основе анализа предварительной информации и с учётом специфики эксплуатации открытых тяжелонагруженных узлов трения было установлено, что для подобных трибосистем оптимальным решением является применение наноструктурированного смазочного материала в форме твердо-пластичного смазочного материала-покрытия.
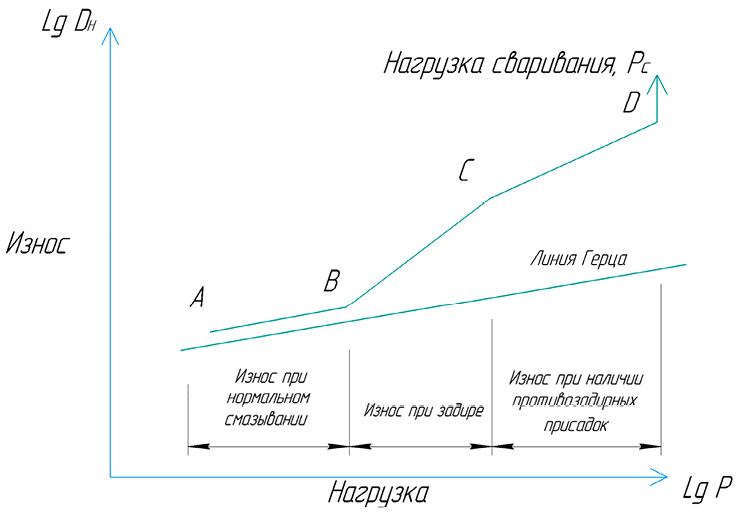
Рис. 1. Кривая износа, полученная на 4-шариковой машине трения Примечание: составлено авторами на основе источника [2]
Стоит подчеркнуть, что методика оценки трибологических характеристик с использованием четырёхшариковой машины разработана исключительно для анализа смазочных свойств жидких и пластичных материалов. Данный метод не принимает во внимание специфические особенности твёрдых и твердо-пластичных смазочных покрытий, включая разрабатываемый наноструктурированный смазочный материал для открытых тяжелонагруженных узлов трения (в том числе в форме твердо-пластичного смазочного материала-покрытия) [2].
Вследствие этого до настоящего момента не существовало возможности объективно и с высокой точностью оценить эксплуатационные и трибологические характеристики такого материала, а также определить, как эти параметры влияют на эффективность его работы.
Цель исследования заключается в разработке и экспериментальной оценке трибологических характеристик наноструктурированного смазочного материала для открытых тяжелонагруженных узлов трения, а также в создании методики их испытаний.
Материалы и методы исследования
Для решения задачи оценки триботехнических характеристик твёрдых и твердо-пластичных смазочных материалов, а также для анализа стойкости колёсных пар при их применении потребовалось разработать новые подходы и методики.
В результате был создан метод оценки основных триботехнических и трибоспектральных характеристик, основанный на современных методах неразрушающего контроля, динамического мониторинга и компьютерных технологий. Суть метода заключается в определении и оценке ключевых трибологических параметров смазочных материалов при смазывании рабочих поверхностей открытых узлов трения в конкретных механических системах.
Для оценки эффективности твердых и твердо-пластичных смазочных материалов-покрытий применялся метод анализа трибологических и трибоспектральных характеристик с использованием специализированного оборудования.
Основным инструментом для моделирования контакта гребня колеса с боковой поверхностью головки рельса служит роликовая аналогия, принцип работы которой основан на эффекте проскальзывания. Главное преимущество такого инструмента – программная имитация скольжения, позволяющая приблизить эксперимент к реальным условиям. На текущий момент реализовать такой вид управляемого взаимодействия возможно на машине трения Amsler. При этом становится возможным создавать условия от чистого качения до полного скольжения роликов, что позволяет воспроизводить различные виды узлов трения.
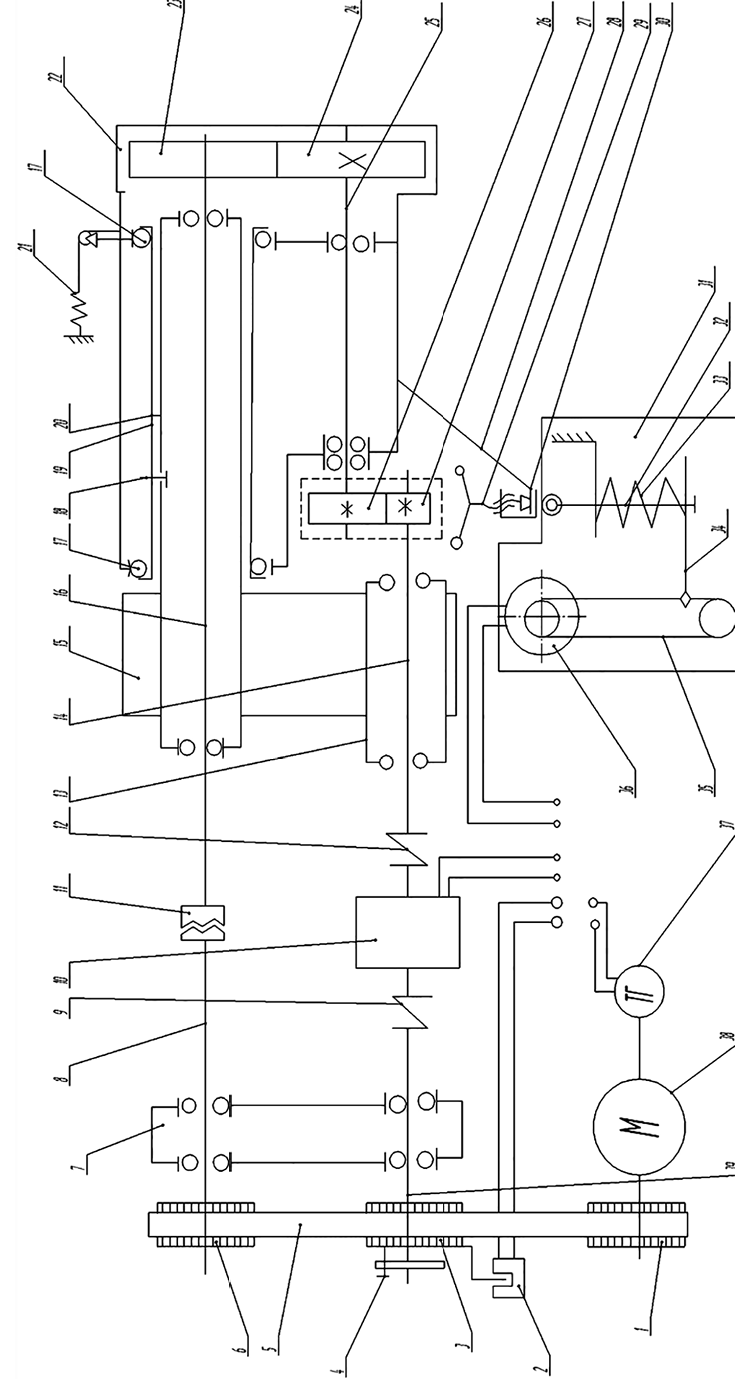
Рис. 2. Кинематическая схема машины 2070 СМТ-1: 1 – шкив сменный; 2 – датчик числа циклов; 3 – шкив; 4 – штифт предохранительный; 5 – ремень зубчатый; 6 – шкив сменный; 7 – корпус; 8 – вал; 9 – муфта; 10 – датчик момента; 11 – муфта кулачковая; 12 – муфта; 13 – шпиндель сменный; 14 – вал бабки; 15 – бабка нижнего образца; 16 – вал; 17 – подшипник; 18 – фиксатор; 19 – стакан; 20 – труба; 21 – пружина уравновешивания; 22 – каретка; 23, 24 – шестерня; 25 – вал каретки; 26, 27 – образцы; 28 – кронштейн; 29 – ось-винт; 30 – пята; 31 – механизм нагружения; 32 – тяга; 33 – пружина; 34 – планка; 35 – нить; 36 – датчик нагрузки; 37 – датчик скорости; 38 – электродвигатель; 39 – вал Примечание: составлено авторами на основании источника [2]
Оборудование универсально: оно совместимо со всеми типами смазочных материалов (от жидких до твёрдых) и поддерживает разные способы их нанесения, включая ротапринтный, аккумулятивно-ротапринтный, капельный и разовый.
Комплекс измерительной аппаратуры обеспечивает непрерывный мониторинг ключевых параметров процесса: отслеживает изменения момента трения и температуры в зоне контакта, фиксирует линейный износ образцов и переходное сопротивление контакта.
В ходе лабораторных исследований наноструктурированного смазочного материала для оценки трибологических характеристик и ресурса к истиранию использовалась установка 2070 СМТ-1М. Ее кинетическая схема представлена на рисунке 2 и содержит все ключевые узлы машины, вовлеченные в процесс имитации трибологического контакта. Из схемы видно, что данный механизм способен прикладывать регулируемое усилие, задающееся осью-винтом, при этом диапазон усилия варьируется в 10 раз.
Из контрольно-измерительной аппаратуры машина содержит в себе датчик усилия крутящего момента, линейный датчик силы для регистрации прилагаемой нагрузки и непосредственно датчик угловой скорости. Данные устройства минимизируют погрешность измерений, позволяя достаточно точно оценить комплексные параметры.
В процессе испытаний измеритель момента трения в режиме статического нагружения обеспечивает высокую точность: допустимое среднеквадратическое отклонение случайной составляющей приведённой погрешности не превышает 1%. Фиксация числа циклов вращения нижнего образца выполняется с помощью бесконтактного выключателя – датчика числа циклов 2.
Величина проскальзывания между роликами при условии, что радиус роликов идентичен, выполняется путем изменения диаметра приводного шкива (6). Регулировка угловой скорости вращения нижнего образца достигается заменой шкива (1), а точная настройка в заданных пределах реализуется посредством электродвигателя (38).
Система поддерживает два диапазона измерения частоты вращения вала нижнего образца. При этом предельно допустимая погрешность измерителя частоты вращения сохраняется в пределах ± 3%.
Для сбора и обработки экспериментальных данных применяется автоматизированная система. Она объединяет персональный компьютер типа IBM/PC с усиливающим устройством датчика уровня вибрации, имеющим синхронизацию. Функционирование комплекса обеспечивается соединительными кабелями, источником питания и специализированным программным обеспечением [3].
Для оценки эффективности твёрдых и твердо-пластичных смазочных материалов-покрытий согласно методу анализа трибологических и трибоспектральных характеристик рекомендуются испытания по схемам «ролик-ролик» и «ролик-звёздочка».
В рамках лабораторных исследований опытных образцов наноструктурированного смазочного материала из колёсной и рельсовой стали были изготовлены роликовые образцы трения. Эти образцы моделируют колесо и рельс соответственно и созданы с учётом геометрических параметров, полученных в ходе физико-математического моделирования (рис. 3).
Для проведения взвешивания применялись электронные весы моделей WA-35 и ВЛК-500г.
Для удаления избыточного объёма твёрдого и твердо-пластичного смазочного материала-покрытия, выдавленного в процессе испытаний с поверхностей верхнего и нижнего роликовых образцов, используются шпатели под номерами 1 и 2 соответственно.
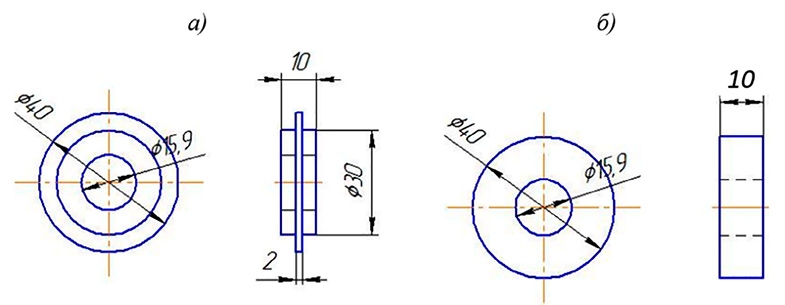
Рис. 3. Роликовые образцы трения: а – модель колеса, б – модель рельса Примечание: составлено авторами на основании источника [2]
Для удаления загрязнений и остатков смазочного материала с роликовых образцов использовали растворитель «Нефрас» марки С3 80/120 (БР-1 «Галоша»), после применения которого на образцах отсутствует проявление характерной масляной пленки.
Опытные образцы наноструктурированного смазочного материала, предназначенные для открытых тяжелонагруженных узлов трения, были изготовлены в виде цилиндров (стержней) с геометрическими параметрами: длина – 110 мм, диаметр – 20 мм. Всего изготовлено 27 образцов с варьируемым содержанием компонентов.
Результаты исследования и их обсуждение
Подготовительный этап. Перед началом испытаний твёрдых и твердо-пластичных смазочных материалов покрытий все детали, контактирующие с ними, подлежат тщательной очистке. Процедура осуществляется следующим образом.
Детали промывают несколькими (3–5) порциями растворителя или иного аналогичного средства, обладающего высокой растворяющей способностью по отношению к твердым и в форме твердо-пластичного смазочного материала-покрытия. Растворитель эффективно удаляет как поверхностные загрязнения, так и остаточные слои смазочных материалов.
Промывку продолжают до полного осветления растворителя, что свидетельствует об удалении всех загрязнений. Каждую последующую порцию растворителя используют только после того, как предыдущая стала визуально прозрачной [6].
После завершения промывки детали размещают в хорошо проветриваемом месте и оставляют для естественной просушки на открытом воздухе. Просушка длится до полного испарения растворителя и достижения комнатной температуры поверхности деталей [4].
Контроль качества очистки осуществляют визуально: на поверхностях не должно оставаться следов загрязнений, разводов или масляных пятен [5].
Проведение испытаний. В процессе испытаний наноструктурированный смазочный материал (твердый и в форме твердо-пластичного смазочного материала-покрытия) распределяют по контуру, имитирующему гребень колеса (верхний ролик). Нанесение выполняют методом натирания [7].
При этом нагрузочные и скоростные параметры (PV) устанавливают в строгом соответствии со специально разработанным методом оценки трибологических и трибоспектральных характеристик. При задании параметров учитывают константы подобия, которые были получены в ходе физико-математического моделирования.
Для лабораторных исследований опытных образцов наноструктурированного смазочного материала для открытых тяжелонагруженных узлов трения предварительно определены ключевые параметры: нагрузка составляет 1000 Н, контактное давление – 1,32 ГПа, средняя частота оборотов – 300 об./мин. [8, с. 30-35].
Испытания выполняются серией отдельных определений: для каждого задействуют свежую пробу исследуемого твердого и в форме твердо-пластичного смазочного материала-покрытия и новые роликовые образцы. В ходе исследования идет постоянная регистрация крутящего момента, производится регистрация коэффициента трения расчётным методом, а также ведется регистрация скорости вращения образцов.
При приближении к значениям коэффициента сухого трения – принимают момент полного истирания смазочного покрытия. Здесь характерны проявления первичных признаков износа. Показатель стойкости к истиранию вычисляют как среднее арифметическое значение по результатам не менее трёх экспериментов [9].
Важнейшим аспектом испытаний на истираемость является определение оптимального объёма смазочного материала, наносимого на образец, поскольку эта величина напрямую влияет на оценку его расхода в реальных условиях эксплуатации. Экспериментальные данные свидетельствуют о наличии чётко определённых физических условий, формирующих толщину невыдавливаемого слоя смазочного материала. Именно эта толщина определяет работоспособность материала после однократного нанесения. В рамках применяемого метода предусмотрен контроль количества смазочного материала как при его нанесении, так и в процессе проведения испытаний [10, с. 184-190].
Метод оценки основных триботехнических и трибоспектральных характеристик реализуется посредством последовательности следующих действий:
1) исследуемые роликовые образцы подвергают взвешиванию с использованием электронных весов. Затем подготовленные образцы монтируют на машину трения типа Amsler;
2) на вращающийся верхний роликовый цилиндрический образец, который имитирует гребень колеса, наносят твердый и в форме твердо-пластичного смазочного материала-покрытия методом натирания. После этого проводят повторное взвешивание роликовых образцов – это позволяет точно установить массу нанесённого смазочного материала;
3) обработанные образцы вновь устанавливают на машину трения Amsler. На следующем этапе к ним прикладывают нагрузку и в течение 10 секунд выполняют приработку твердого и в форме твердо-пластичного смазочного материала-покрытия;
4) в завершение из зоны фрикционного взаимодействия удаляют излишки смазочного материала;
5) исследуемые образцы взвешивают на электронных весах. Это позволяет определить массу невыдавленного объёма твердого и в форме твердо-пластичного смазочного материала-покрытия после его однократного нанесения на роликовые образцы;
6) образцы вновь устанавливают на машину трения. На этом этапе проводят испытания, в ходе которых определяют триботехнические и трибоспектральные характеристики материала, а также оценивают ресурс невыдавленного объёма смазочного материала при его разовом нанесении [11].
Для проведения испытаний с регулированием температуры окружающей среды активируют криокамеру. После того как внутри камеры установится требуемая температура, запускают привод машины трения. При этом выбирают режим, который обеспечивает заданные параметры – либо скорость качения, либо скорость скольжения, либо их комбинацию. Лишь после этого к образцам прикладывают необходимую нагрузку [12].
В рамках разработанной методики были выполнены лабораторные исследования 27 опытных образцов наноструктурированного смазочного материала для открытых тяжелонагруженных узлов трения. Основанием для проведения экспериментов послужили численные значения нагрузочно-скоростных параметров, полученные при физико-математическом моделировании как натурного, так и модельного объектов. В ходе исследований осуществлялось сопоставление трибологических характеристик материалов и оценивался их ресурс к истиранию [13-15]. Результаты лабораторных исследований опытных образцов по сравнению трибологических характеристик и ресурса к истиранию приведены на рисунках 4-6.
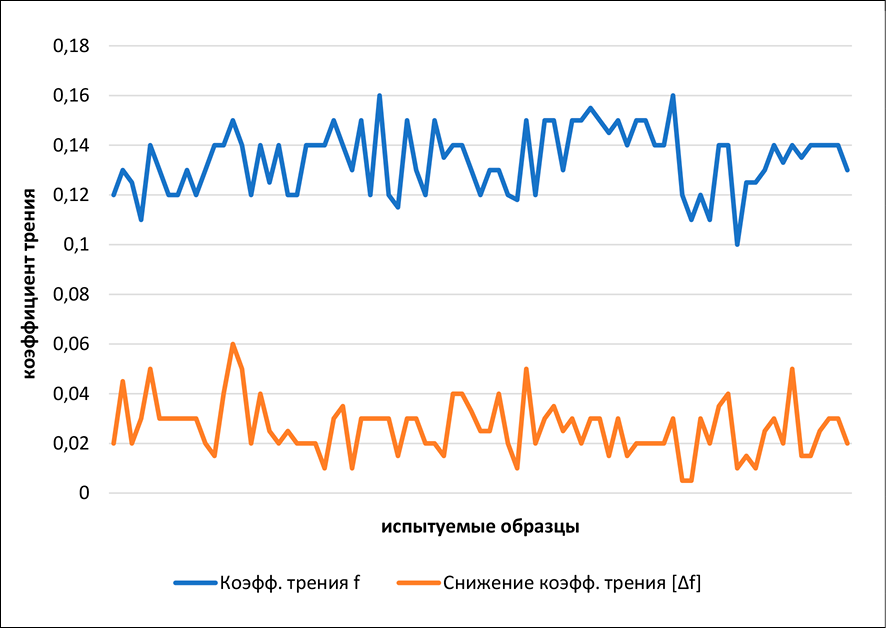
Рис. 4. Результаты замеров коэффициента трения по образцам Примечание: составлено авторами по результатам данного исследования
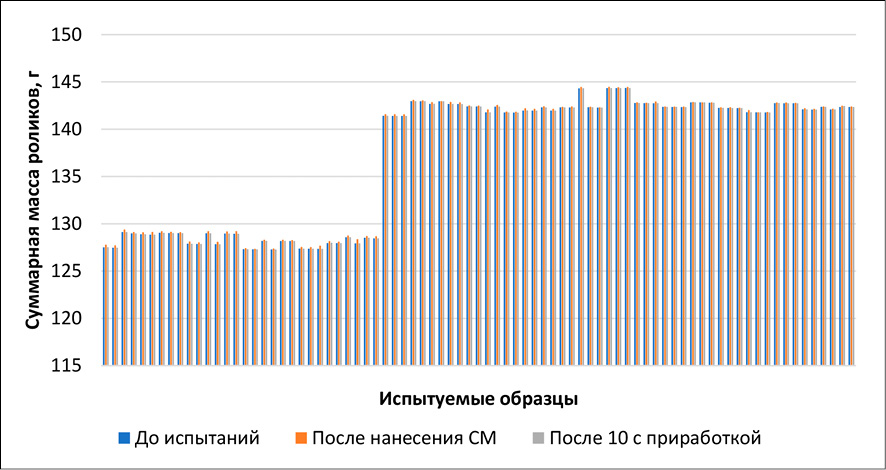
Рис. 5. Результаты замеров массы роликов по образцам Примечание: составлено авторами по результатам данного исследования

Рис. 6. Результаты замера ресурса смазочного материала по образцам Примечание: составлено авторами по результатам данного исследования
Заключение
В ходе выполнения лабораторного исследования были выявлены критические недостатки в методе оценки трибологических характеристик смазочных материалов. Так как сфера оценки свойств материалов данным методом ограничивается жидкими и пластичными составами, невозможно выполнить полнофакторную оценку трибологических свойств твердых и твердо-пластичных смазывающих материалов. Таким образом, верификация модели трения тяжелонагруженных открытых узлов не представляется возможной, что создаёт существенные ограничения при исследовании и внедрении смазочных материалов нового класса.
Для устранения этого пробела был создан метод оценки трибологических и трибоспектральных характеристик. Он даёт возможность объективно оценивать эффективность смазочных материалов в любом агрегатном состоянии: жидком, пластичном, твердо-пластичном, твёрдом или в форме покрытий. Метод обеспечивает высокую точность измерений и позволяет максимально приблизить условия испытаний к реальным эксплуатационным режимам.
Внедрение данного метода открывает перспективы для расширения номенклатуры смазочных материалов и повышения их качественных показателей.
В рамках проведенного исследования были проведены лабораторные испытания опытных образцов смазочных материалов. В ходе экспериментов осуществлялось сравнение трибологических характеристик, ресурса стойкости к истиранию и температурной стойкости. Полученные данные послужат основой для оптимизации состава разрабатываемого наноструктурированного смазочного материала.
Conflict of interest
Financing
Библиографическая ссылка
Зиновьев Н.В., Харламов П.В., Зиновьев В.Е. ИССЛЕДОВАНИЯ ОПЫТНЫХ ОБРАЗЦОВ НАНОСТРУКТУРИРОВАННОГО СМАЗОЧНОГО МАТЕРИАЛА ДЛЯ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ КОМБИНАЦИЙ ТРИБОЛОГИЧЕСКИХ СВОЙСТВ И РЕСУРСА К ИСТИРАНИЮ // Современные наукоемкие технологии. 2026. № 5. С. 51-59;URL: https://top-technologies.ru/en/article/view?id=40775 (дата обращения: 23.07.2026).
DOI: https://doi.org/10.17513/snt.40775