


Scientific journal
Modern high technologies
ISSN 1812-7320
"Перечень" ВАК
ИФ РИНЦ = 1,279
TESTING THE TECHNOLOGY OF MODIFYING FE-CR-MN-NI-SI POWDER WITH MULTI-WALL CARBON NANOTUBES

Введение
Повышение эксплуатационных характеристик наплавляемых покрытий, в частности твердости, трещиностойкости и адгезионной прочности, является одной из приоритетных задач современного машиностроения. Традиционные наплавочные материалы зачастую достигают предела своих функциональных возможностей, что стимулирует поиск новых технологических решений. Армирующие материалы способны обеспечить требуемый комплекс свойств, включая однородность.
Одним из перспективных направлений достижения таких требований является армирование наплавленного металла тугоплавкими частицами. Как отмечено в работе [1], частицы нанометрического диапазона (менее 100 нм) выступают дополнительными центрами кристаллизации, диспергируют структуру матрицы и повышают ее однородность. Введение углеродных нанотрубок (УНТ) является эффективным методом модификации, так как они способствуют измельчению зерна и влияют на тепловые процессы. Однако возникают сложности, связанные с неравномерным распределением нанотрубок, их агломерацией и плохой смачиваемостью расплавом.
В качестве базового материала для исследования выбран промышленный порошок ПР-08Х17Н8С6Г (система Fe-Cr-Mn-Ni-Si). Он широко применяется для наплавки крупногабаритных деталей, в том числе в атомной промышленности, благодаря коррозионной стойкости и жаропрочности. Его недостатки: высокая предрасположенность к трещинообразованию из-за значительных термических напряжений и нестабильность твердости по объему покрытия. Модификация данного порошка углеродными нанотрубками (УНТ) представляет собой перспективный способ снижения этих недостатков.
Для нанесения покрытий в работе выбран метод лазерной порошковой наплавки. Его преимуществами являются локальность термического воздействия, высокие скорости нагрева и охлаждения, а также возможность точного контроля параметров процесса. Однако, как показывают исследования, высокие скорости охлаждения, характерные для лазерной наплавки, могут провоцировать рост термических напряжений и, как следствие, трещинообразование в высоколегированных сплавах, что делает этот метод идеальным инструментом для тестирования эффективности модифицирующих добавок.
Цель исследования – разработка и апробация технологического подхода к модификации порошка системы Fe-Cr-Mn-Ni-Si многослойными углеродными нанотрубками (МУНТ) методом сухого механического смешивания, а также исследование влияния полученной композиции на структуру, трещинообразование и микротвердость покрытий, сформированных в форсированных режимах лазерной наплавки.
Материалы и методы исследования
Для приготовления композиционной смеси был выбран порошковый материал ПР-08Х17Н8С6Г (ТУ 14-22-250-2013). Данный материал представляет собой сложнолегированный сплав на основе системы Fe-Cr-Mn-Ni-Si. Выбор обусловлен комплексом факторов, определяющих его преимущества для создания металломатричных композитов, армированных углеродными нанотрубками, а также малым количеством работ по модификации данного наплавочного материала.
В качестве подложки выбрана низкоуглеродистая конструкционная сталь (сталь 3), используемая для изготовления несущих и вспомогательных элементов. Таким образом, применение порошка ПР-08Х17Н8С6Г на подложке из стали 3 позволяет сформировать качественное покрытие на тех элементах конструкции, которые в силу экономической целесообразности выполнены из конструкционной стали, но нуждаются в повышении эксплуатационной стойкости [2, 3].
Выбор подложки на железной основе обусловлен минимизацией разницы в коэффициентах термического расширения между наплавленным слоем и основным материалом. Близость коэффициента термического расширения является ключевым фактором снижения остаточных термических напряжений, возникающих в процессе лазерной наплавки. Это важно при введении тугоплавких армирующих частиц (МУНТ), которые могут выступать дополнительными концентраторами напряжений. Таким образом, применение порошка ПР-08Х17Н8С6Г позволяет получить покрытие, сопрягаемое со стальной подложкой без образования трещин в зоне сплавления [4, 5].
Использование серийно выпускаемого порошка гарантирует стабильность химического состава и физических свойств материала от партии к партии. Это обеспечивает воспроизводимость экспериментальных результатов, а также возможность масштабирования технологии для практического применения в мелкосерийном производстве. Химический состав в массовых долях % (масс. %) исследуемого порошка приведен в табл. 1.
Таблица 1
Химический состав порошка ПР-08Х17Н8С6Г
|
C |
Si |
Cr |
S |
Ni |
Mn |
P |
Fe |
|
0,12 |
6,4 |
15,5 |
0,025 |
9,0 |
2,0 |
0,03 |
ост. |
Примечание: составлена авторами на основе полученных данных в ходе исследования.
Для предотвращения слипания отдельных углеродных нанотрубок в более крупные структуры при смешивании было использовано поверхностно-активное вещество (ПАВ). Оно вводится в жидком виде непосредственно в размольный стакан для создания среды, в которой будет лучше протекать смешение металлического порошка и углеродных нанотрубок. Используемое поверхностно-активное вещество, находящееся в жидкой фазе, выполняет функцию технологической среды, которая обеспечивает эффективное смешение компонентов без изменения структуры композиции. Важным преимуществом является его полная термическая деструкция в процессе лазерной наплавки, что исключает загрязнение формируемого покрытия продуктами разложения, поскольку в своем составе имеет додецилсульфат натрия, Escapon 1850/c и H2O в количестве 2 масс. % от массы смеси.
Приготовление композиционного порошка
Композиционный порошок состава 95 масс. % ПР-08Х17Н8С6Г + 3 масс. % МУНТ + 2 масс. % ПАВ получали методом сухого механического смешивания в планетарной шаровой мельнице Retsch PM 200. Выбор концентрации 3 масс. % МУНТ, согласно которым оптимальное содержание УНТ в металлических матрицах составляет 0,5–5 масс. % [6, 7]. Для верификации литературных данных к выбранной системе «ПР-08Х17Н8С6Г – МУНТ» была проведена серия пробных испытаний со смешением исходного порошка с вариацией содержания углеродного наполнителя. На данном этапе работы ключевой задачей являлось получение порошковой композиции, пригодной для последующего использования в процессах лазерной наплавки. В ходе экспериментов оценивались такие параметры, как однородность распределения МУНТ в объеме матрицы, наличие и размер агломератов, а также качество смеси (сыпучесть, насыпная плотность, фракционный состав).
Условия смешивания:
1. Размольный стакан – стальной, объем 125 мл.
2. Мелющие тела – шары из нержавеющей стали диаметром 10 мм, масса загрузки 40 % от массы порошка.
3. Скорость вращения планетарного диска – 300 об/мин.
4. Время обработки – 60 мин.
5. Введение в порошковую композицию 1 масс. % МУНТ и 5 масс. % МУНТ.
При введении 1 масс. % МУНТ визуальный контроль показал, что смесь выглядит достаточно однородной, видимые агломераты отсутствуют. Однако, руководствуясь литературными данными [8–10], можно прогнозировать, что такого количества нанотрубок может оказаться недостаточно для формирования развитого армирующего эффекта в наплавленном слое. Таким образом, с точки зрения перспективы получения упрочняющего эффекта концентрация 1 масс. % была признана потенциально недостаточной.
Увеличение содержания МУНТ до 5 масс. % [11] привело к прямо противоположной проблеме, носящей технологический характер. Несмотря на отработанные режимы смешения в планетарной шаровой мельнице, в порошковой композиции наблюдалась значительная агломерация углеродного материала. Наличие таких агломератов является недопустимым, так как в дальнейшем, при лазерной наплавке, они будут выступать в роли концентраторов напряжений, инициировать образование трещин.
Экспериментально установлено, что при использовании выбранного метода сухого механического смешивания концентрация МУНТ в 5 масс. % ведет к недопустимой агломерации и технологическим трудностям, делающим композицию непригодной для дальнейшего применения. Концентрация в 1 масс. % позволяет получить композицию, которая соответствует требованиям по сыпучести, но на основании литературных данных не сможет обеспечить требуемого уровня армирования [12]. Исходя из этого, в качестве оптимальной была выбрана промежуточная концентрация – 3 масс.% МУНТ. Данное содержание находится в области эффективных концентраций, предварительные тесты подтвердили, что при таком содержании МУНТ возможно достичь уровня смешения и предотвратить образование крупных агломератов [13]. Для оценки влияния добавок МУНТ и ПАВ на технологические свойства полученной композиции были проведены сравнительные исследования исходного порошка ПР-08Х17Н8С6Г и модифицированной смеси. Определяли насыпную плотность и текучесть порошков.
Насыпная плотность порошков определена в соответствии с ГОСТ 19440-94. Использовали стандартную воронку Холла с калиброванным отверстием диаметром 2,5 мм и мерный цилиндр (стакан) вместимостью 25,0±0,05 см³.
Результаты определения насыпной плотности для исходного и композиционного порошков представлены в табл. 2.
Таблица 2
Измерение насыпной плотности
|
Измерение насыпной плотности, г/см³ |
||
|
Номер |
Исходный порошок ПР-08Х17Н8С6Г |
Композитный порошок (95 % ПР-08Х17Н8С6Г + 3 % МУНТ + 2 % ПАВ) |
|
1 |
4,2 |
3,8 |
|
2 |
4,2 |
3,6 |
|
3 |
4,1 |
3,9 |
|
4 |
4,0 |
3,8 |
|
5 |
4,2 |
3,6 |
Примечание: составлена авторами на основе полученных данных в ходе исследования.
Таблица 3
Измерения текучести
|
Измерение текучести, с/50 г |
||
|
Номер |
Исходный порошок ПР-08Х17Н8С6Г |
Композитный порошок (95 % ПР-08Х17Н8С6Г + 3 % МУНТ + 2 % ПАВ) |
|
1 |
25 |
37 |
|
2 |
24 |
35 |
|
3 |
26 |
35 |
|
4 |
24 |
36 |
|
5 |
25 |
37 |
Примечание: составлена авторами на основе полученных данных в ходе исследования.
Таблица 4
Сравнительные характеристики исходного и композитного порошков
|
Характеристика |
Исходный порошок ПР-08Х17Н8С6Г |
Композитный порошок (95 % ПР-08Х17Н8С6Г + 3 % МУНТ + 2 % ПАВ) |
|
Насыпная плотность, г/см³ |
4,2±0,2 |
3,8±0,3 |
|
Текучесть, с/50 г |
25±3 |
35±5 |
Примечание: составлена авторами на основе полученных данных в ходе исследования.
Текучесть порошков определяли в соответствии с ГОСТ 20899-75.
Отбирали три навески массой 50,0±0,1 г каждая.
Для каждой навески проводили не менее пяти измерений. За результат принимали среднее арифметическое значение, выраженное в секундах на 50 г (с/50 г). Результаты измерения текучести для исходного и композиционного порошков представлены в табл. 3.
Результаты сравнительных характеристик исходного и композитного порошков представлены в табл. 4.
Наблюдаемое уменьшение насыпной плотности на 9,5 % (с 4,2 до 3,8 г/см³) связано с адсорбцией ПАВ и нанотрубок на поверхности частиц, что способствует стабилизации порошковой композиции. Несмотря на снижение текучести (увеличение времени истечения на 40 %), ее абсолютное значение (35 с на 50 г) остается в пределах технологических норм, обеспечивающих пригодность материала для наплавки. Совокупность полученных результатов подтверждает, что разработанная композиция не только сохраняет технологические свойства исходного порошка, но и приобретает пониженную текучесть и насыпную плотность, необходимые для создания качественных армированных покрытий, что подлежит дальнейшему исследованию при анализе покрытий.
Оборудование и материалы
Нанесение покрытий проводилось на лазерном роботизированном комплексе [14].
Таблица 5
Режимные параметры лазерной наплавки
|
№ п/п |
Параметр |
Значение |
|
1 |
Мощность лазера, кВт |
2,8 |
|
2 |
Скорость сканирования, мм/с |
15 и 21 |
|
3 |
Расход порошка, г/мин |
15 |
|
4 |
Защитный газ |
Аргон, расход 15 л/мин |
Примечание: составлена авторами на основе полученных данных в ходе исследования.
Подготовка поверхности подложки включала механическое шлифование до шероховатости Ra ≤ 1,6 мкм с последующим обезжириванием.
Согласно литературным данным [15], при оптимальных режимах лазерной наплавки порошка ПР-08Х17Н8С6Г возможно получение бездефектных покрытий. Однако для повышения производительности наплавочного участка и создания условий, позволяющих наглядно оценить эффективность модифицирующего действия углеродных нанотрубок, в данной работе были сознательно выбраны ужесточенные режимы наплавки с повышенными скоростями обработки (15 и 21 мм/с). Данные режимы приводят к интенсивному трещино- и порообразованию в покрытиях из исходного немодифицированного порошка (рис. 1), что позволяет использовать результат наплавки исходным материалом в качестве «контрольной точки» с выраженными дефектами. Основной задачей являлась демонстрация того, что добавка МУНТ способна подавить образование дефектов и обеспечить возможность качественной наплавки даже в жестких условиях, характерных для высокопроизводительной обработки. Режимы наплавки выбирали на основе литературных источников [15, 16]. Режимные параметры наплавки приведены в табл. 5.
Всего было наплавлено 24 образца (12 исходным порошком, 12 композиционным) длиной 50 мм по 3 валика. После наплавки все образцы охлаждали на воздухе до комнатной температуры (20 °С).
Методы металлографического анализа и измерения микротвердости
Из зоны наплавки вырезали поперечные образцы, включающие покрытие, зону термического влияния и подложку. Образцы заливали в эпоксидную смолу, шлифовали и полировали с использованием алмазной пасты.
Оценку микротвердости осуществляли методом Виккерса на приборе ПМТ-3 (нагрузка 1,961 Н, выдержка 15 с). Для каждого режима наплавки исследовали по 6 поперечных образцов. На каждом образце выполняли не менее 15 измерений. Далее для всех экспериментальных групп определяли среднюю твердость (HV), стандартное отклонение (SD) и 95 % доверительные интервалы. Значимость различий между группами оценивали по критерию Стьюдента при уровне p < 0,05.
Результаты исследования и их обсуждение
Фотографии поперечных шлифов (рис. 1, 2) демонстрируют влияние состава порошка и скорости наплавки на формирование структуры и склонность к образованию дефектов.
Покрытия из немодифицированного порошка (рис. 1) содержат продольные микротрещины, распространяющиеся от поверхности вглубь материала. Их образование характерно для быстро затвердевающих высоколегированных сплавов и связано с высокими термическими напряжениями при охлаждении. При увеличении скорости до 21 мм/с плотность трещин возрастает (рис. 1, б), что вытекает из физики процесса лазерной наплавки и подтверждает закономерность: чем выше скорость охлаждения, тем больше риск растрескивания.
В покрытиях из композиционного порошка с МУНТ и ПАВ (рис. 2) трещины отсутствуют для обоих исследованных значений скорости (15 и 21 мм/с).
Снижение трещинообразования можно объяснить несколькими факторами:
1. Равномерно распределенные нанотрубки служат дополнительными центрами кристаллизации, структура получается более мелкозернистой.
2. Частичное растворение МУНТ повышает содержание углерода, стабилизируя мартенситное превращение.
3. Высокая теплопроводность УНТ способствует более равномерному распределению температуры в сварочной ванне и снижению термических напряжений.
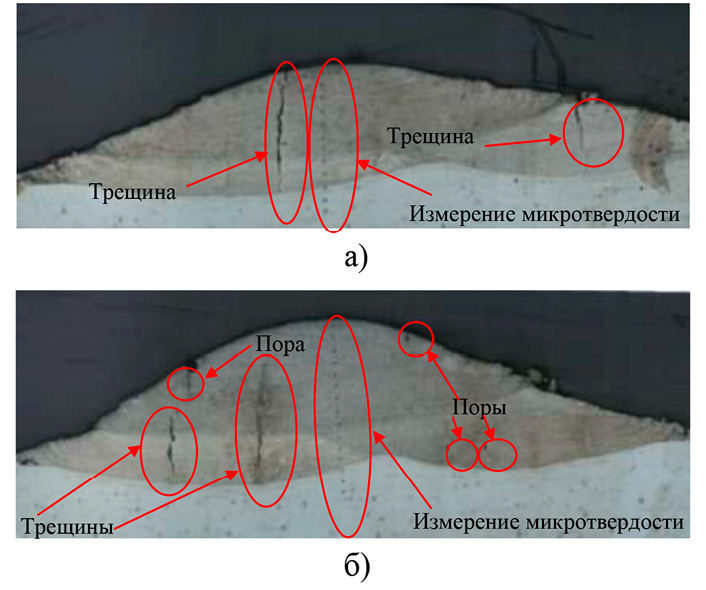
Рис. 1. Микрошлифы с исходным порошком без МУНТ на подложку: а – скорость наплавки 15 мм/с; б – скорость наплавки 21 мм/с Примечание: составлен авторами по результатам исследования
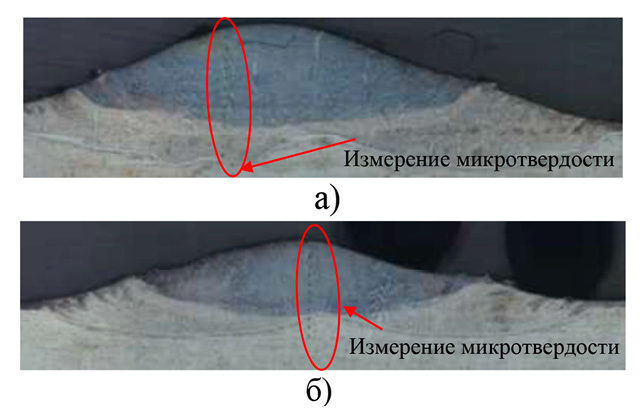
Рис. 2. Микрошлифы с композиционным порошком с добавлением МУНТ и ПАВ: а – скорость наплавки 15 мм/с; б – скорость наплавки 21 мм/с Примечание: составлен авторами по результатам исследования
Прямое наблюдение УНТ в структуре наплавленного слоя затруднено из-за малых размеров и требует применения методов просвечивающей электронной микроскопии (ПЭМ). Однако наблюдаемые эффекты – повышение однородности, подавление трещин и рост твердости – свидетельствуют о частичном сохранении нанотрубок или продуктов их взаимодействия с матрицей (например, карбидов), что типично для процессов лазерной наплавки с малыми добавками УНТ
Результаты замера микротвердости и статистические значения сведены в табл. 6.
Таблица 6
Микротвердость наплавленных покрытий
|
№ |
Состав порошка |
Скорость наплавки, мм/c |
Средняя по образцам (HV) |
Средняя по образцам (HRC) |
Стандартное отклонение (SD), HV |
95 % доверительный интервал |
Относит. изменение HV |
Относит. изменение SD |
|
1 |
Без МУНТ |
15 |
420,4 |
43,6 |
26,1 |
[410,5; 430,3] |
– |
– |
|
2 |
21 |
420,1 |
43,3 |
35,8 |
[407,2; 433,0] |
– |
– |
|
|
3 |
МУНТ и ПАВ |
15 |
436,6 |
44,4 |
18,5 |
[429,8; 443,4] |
+3,9 % |
–29 % |
|
4 |
21 |
440,2 |
44,7 |
29,3 |
[429,5; 450,9] |
+4,8 % |
–18 % |
Примечание: составлена авторами на основе полученных данных в ходе исследования.
Введение 3 масс. % МУНТ приводит к увеличению средней микротвердости верхней зоны покрытия: прирост составляет 3,9 % (p < 0,05) для скорости 15 мм/с и 4,8 % (p < 0,05) для 21 мм/с. Это согласуется с механизмом дисперсионного упрочнения: нанотрубки, равномерно распределенные в матрице, создают барьеры для движения дислокаций. Более существенный эффект снижения разброса значений твердости: стандартное отклонение уменьшается на 29 % (с 26,1 до 18,5 HV) при 15 мм/с и на 18 % (с 35,8 до 29,3 HV) при 21 мм/с. Полученные результаты демонстрируют повышение структурной однородности покрытий, что коррелирует с отсутствием трещин и агломератов на микрошлифах. При увеличении скорости наплавки с 15 до 21 мм/с стандартное отклонение возрастает как для исходного, так и для модифицированного порошка, что объясняется ростом градиента температур и скоростей охлаждения. Однако добавление МУНТ стабильно снижает разброс твердости на 18–29 % в обоих случаях, подтверждая универсальность положительного эффекта.
Выводы
Равномерно распределенные в объеме ванны расплава УНТ или продукты их частичного взаимодействия с расплавом (например, карбиды) могут служить дополнительными центрами кристаллизации. Это приводит к измельчению зерна и формированию более однородной структуры, что подтверждается снижением разброса значений микротвердости.
Высокая теплопроводность углеродных нанотрубок способствует более равномерному распределению тепла в сварочной ванне и снижению градиента температур при кристаллизации. Это уменьшает уровень остаточных термических напряжений, которые являются основной причиной образования горячих трещин в высоколегированных сплавах, особенно на форсированных режимах наплавки.
Сохранившиеся в структуре УНТ могут выполнять функцию дисперсных упрочнителей, препятствуя движению дислокаций. Это объясняет статистически значимое (3,9–4,8 %) повышение средней микротвердости. При введении нестабильных частиц возможны побочные реакции. Отсутствие пор и макродефектов косвенно свидетельствует о том, что МУНТ в условиях лазерной наплавки ведут себя достаточно стабильно либо продукты их взаимодействия с матрицей не оказывают негативного влияния на сплошность металла.
1. Разработан и экспериментально апробирован способ получения композиционного порошка на основе железного сплава Fe-Cr-Mn-Ni-Si, армированного 3 масс. % МУНТ, методом сухого механического смешивания в планетарной шаровой мельнице. Подтверждено, что сыпучесть композиции соответствует требованиям, предъявляемым к материалам для устройств подачи порошка, что обеспечивает соблюдение технологических параметров процесса лазерной наплавки.
2. Установлено, что введение МУНТ в состав порошка изменяет структуру наплавленных покрытий, подавляется образование трещин, формируется однородная мелкозернистая структура. При скоростях наплавки 15 и 21 мм/с модифицированные покрытия не содержат макродефектов, в отличие от покрытий из исходного порошка.
3. Средняя микротвердость зоны наплавки повышается на 3,9 % (с 420,4 до 436,6 HV) при 15 мм/с и на 4,8 % (с 420,1 до 440,2 HV) при 21 мм/с. Стандартное отклонение микротвердости снижается на 29 % (с 26,1 до 18,5 HV) и на 18 % (с 35,8 до 29,3 HV) соответственно, что свидетельствует о повышении структурной однородности покрытий.
4. Полученные результаты подтверждают перспективность использования углеродных нанотрубок для модификации порошков на железной основе, предназначенных для лазерной наплавки.
5. В качестве перспектив дальнейших исследований предполагается проведение трибологических, усталостных и коррозионных испытаний, исследование микроструктуры, термогравиметрический анализ, а также применение методов просвечивающей электронной микроскопии и рентгенофазового анализа для идентификации фаз и локализации нанотрубок в структуре покрытий.
Conflict of interest
Financing
Библиографическая ссылка
Валгин М.Д., Белов Д.С. АПРОБАЦИЯ ТЕХНОЛОГИИ МОДИФИКАЦИИ ПОРОШКА СИСТЕМЫ FE-CR-MN-NI-SI МНОГОСЛОЙНЫМИ УГЛЕРОДНЫМИ НАНОТРУБКАМИ // Современные наукоемкие технологии. 2026. № 5. С. 30-37;URL: https://top-technologies.ru/en/article/view?id=40772 (дата обращения: 23.07.2026).
DOI: https://doi.org/10.17513/snt.40772